
3. Прикрепление подошв (подложек) и каблуков
Порядок и режим прикрепления подошв зависят от материала и конструкции низа обуви.
Операции прикрепления кожаных подошв рантовым методом:
- Пристрачивание подошв к ранту.
- Закрытие шва на подошвах.
- Формование низа обуви.
- Прикрепление пяточной части подошв.
- Сушка рантов и подошв.
Операции прикрепления резиновых пористых подошв рантовым методом:
- Пристрачивание подошв.
- Прикрепление пяточной части обуви.
- Чистка подрезанного слоя подошв.
- Намазка клеем подрезанного слоя подошв и сушка.
- Приклеивание подрезанного слоя подошв.
Операции прикрепления резиновых подошв, раздвоенных по толщине, с клиновидным резиновым каблуком рантово-клеевым методом:
- Пристрачивание первого слоя подошв.
- Прикрепление пяточной части первого слоя подошв.
- Намазка клеем первого слоя подошв и сушка.
- Намазка клеем клиновидных каблуков и сушка.
- Намазка клеем второго слоя подошв и сушка.
- Приклеивание подошв и клиновидных каблуков.
Операции прикрепления низа обуви рантово-клеевого метода крепления с кожаными подложками, с резиновыми подошвами и с резиновыми каблуками:
- Пристрачивание подложек.
- Прикрепление пяточной части подложек.
- Сушка рантов и подложек.
- Намазка клеем подошв и сушка.
- Приклеивание подошв.
Пристрачивание подошв, подложек или первого слоя резиновых подошв (рис. 157). Подошву, или подложку, или первый слой резиновой подошвы прикрепляют к ранту двухниточным швом на машине СПР или 03028/Р1 для пристрачивания подошв. Нитки с бобины капроновые или анидные № 1,8; 2,0 или льняные № 9,5/8; нитки со шпульки капроновые или анидные № 2,0 или льняные № 9,5/7.
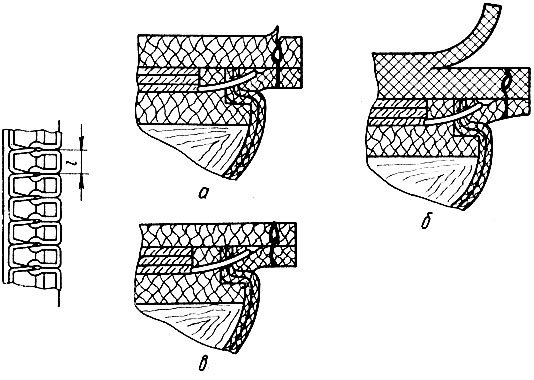
Рис. 157. Схемы пристрачивания рантовым методом: а - кожаной подошвы; б - резиновой подошвы; в - кожаной подложки или первого слоя резиновой подошвы; (i - шаг стежка)
Строчка должна проходить на расстоянии 2,5 ± 0,5 мм от грани затянутой обуви. Длина стежков ниточного шва для пористых резиновых подошв 4,5 ± 0,5, для кожаных 3,5 ± 0,5; глубина порезки кожаных подошв 1,0 ± 0,2 мм.
С увеличением числа стежков на 1 см шва прочность крепления повышается, так как нагрузка на каждую единицу крепителя снижается при сохранении общей нагрузки на крепление. С увеличением частоты строчки понижается прочность скрепляемых материалов.
Оптимальная частота строчки соответствует равнопрочности межзвеньевых участков материала и ниточных звеньев. При слишком частой строчке подошва будет отсекаться строчкой в процессе крепления и в период носки. Рациональная частота строчки учитывает требования к работе крепления при нарушенных стежках.
В случае применения кругового ранта строчка в пяточной части проходит по ходовой стороне подошвы. Видимая часть строчки должна заходить за линию фронта каблука не менее чем на 10-12 мм.
Строчку хорошо утягивают, без пропусков и обрывов нитей или просечки материалов, и укладывают в порезку.
Наибольшая прочность двухниточного скрепления достигается при равномерной величине подачи и натяжении обеих ниток, когда происходит максимальная утяжка и переплетение ниток примерно в середине толщины скрепляемых материалов.
Прочность скрепления резко снижается, если из-за неравномерности подачи и утяжки ниток переплетение их происходит на одной из поверхностей скрепляемых деталей.
Нитки со шпули пропитывают варом (рецепт № 40), с бобины - мыльной эмульсией. Температура вара для капроновых или анидных ниток 55 ± 5° С, для льняных 65 ± 5° С. Концы ниток со стороны ранта и подошвы срезают.
Вар для ниток должен иметь высокую пропитывающую способность, водо- и термостойкость, должен обладать антисептическими свойствами, способностью в жидком состоянии придавать ниткам необходимые технологические свойства, а в твердом - эксплуатационные. Пропитка ниток расплавленным варом увеличивает их скольжение при прохождении через исполнительные органы машины, облегчает утяжку, снижает ослабление при стежкообразовании, уменьшает их обрывность, увеличивает прочность.
При застывании вар придает стежку и ниточной шпильке стойкость к физико-механическим воздействиям, сохраняя упругость шва в процессе эксплуатации. Ниточная шпилька, пропитанная варом, прочно держится в подошвенном материале.
Прочность держания ниточной шпильки, пропитанной варом, в воздушно-сухой подошвенной коже возрастает почти в три раза по сравнению с непропитанной.
Пропитка варом льняных ниток не гарантирует устойчивость к микробиологическим процессам, так как вар не проникает во всю толщу нитки. Излишняя пропитка варом придает нитке повышенную жесткость.
Нормальная величина привеса вара при пропитке ниток 40-45% к их весу.
Нитку с бобины пропитывают для увеличения скольжения, что позволяет уменьшить трение об исполнительные органы машины, облегчить утяжку, предотвратить разлохмачивание нитки. Верхнюю (катушечную) нитку пропитывают варом только в обуви для особо тяжелых условий носки.
Для пристрачивания кожаных подошв применяют иглы 29А кл. № 206 или 200, для резины 29А кл. № 200, шило для кожи 18В № 165 или 155, для резины 18В № 155.
В процессе работы игла проходит в отверстие, образуемое шилом машины, и участвует вместе с челноком в образовании стежка. Игла должна быть острой, радиус закругления конца ее не должен превышать 0,05 мм.
Поверхность лезвия иглы должна быть гладкой, однородной по цвету, блестящей, полированной, на ней не должно быть вмятин, рисок, раковин, следов ржавчины, царапин, темных пятен, черных точек.
Заусеницы на желобках, на острие иглы и на колбе не допускаются. Иглы изготавливаются никелированными, хромированными или полированными (вид отделки оговаривается в заказе). Несоблюдение этих требований влечет за собой обрывы ниток, поломку иглы и пропуски стежков.
Причины обрыва ниток:
- плохая полировка граней на лезвии и острие иглы, а также заусеницы и царапины на поверхности иглы;
- неправильная форма выемки крючка;
- завышенная ширина лопатки крючка;
- нестандартный размер выемки крючка.
Причины поломки иглы:
- несоответствие радиусов кривизны иглы и шила (игла не попадает в отверстие, проколотое шилом, и ломается);
- недостаточная толщина шейки иглы;
- завышенная толщина головки иглы;
- завышенная или заниженная длина и толщина лопатки крючка.
Пропуски стежков обычно возникают вследствие нарушения процесса стежкообразования, возникающего в результате применения игл с нестандартной длиной головки.
Основные требования к шильям, как и к иглам - стандартность размеров, тщательность обработки поверхности и точное соблюдение угла заточки острия, равного 25°.
На прочность доппельного шва оказывают влияние соотношение диаметров шила, иглы и толщина нитки. Применение шила и иглы увеличенных размеров, хотя и облегчает процесс крепления, но является недопустимым, так как при этом ослабляется материал низа обуви и ускоряется перетирание стежка на границе подошвы с рантом, т. е. подошва отрывается раньше, чем перетрутся стежки на ее ходовой~поверхности. Отрицательное влияние увеличения размеров шила и иглы на прочность крепления шва особенно значительно, когда стежки стерлись на ходовой поверхности подошвы Укрепление начинает работать как шпилечное.
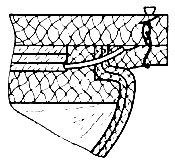
Рис. 158. Схема закрытия шва на подошвах из кожи
Закрытие шва на подошвах из кожи и формование низа обуви. Порезку кожаной подошвы закрывают рифленым валиком (рис. 158) или оглаживают на машине 04188/Р3. Ниточный шов должен быть полностью закрыт. После закрытия порезки подошву слегка увлажняют водой, и обувь помещают в пресс 04048/Р4 для формования подошв на обуви. Профиль отформованной подошвы должен соответствовать профилю следа колодки. Между рантом и затяжной кромкой, рантом и подошвой не должно быть зазоров. Все неровности на подошве сглаживают.
Чистка порезки резиновых подошв. На поверхности подрезанного слоя подошв не должно оставаться сгустков вара, масла и других загрязнений, поэтому ее протирают бензином с помощью щетки.
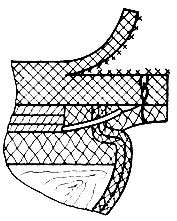
Рис. 159. Схема намазки клеем порезки резиновых подошв
Намазка клеем порезки резиновых подошв и сушка. На обе поверхности порезки (рис. 159) кистью или щеткой наносят тонкий ровный слой клея (рецепт 11б, в, г, е, ж; 12д) без сгустков и пропусков, не загрязняя верх и подошву. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Приклеивание подрезанного слоя подошв. Обувь с разогретой клеевой пленкой загружают в пневматический или гидравлический пресс для склеивания подрезанного края подошв. Продолжительность прессования зависит от применяемого клея. Давление в сети 3,0-3,5 am.
Расщелины между подрезанными слоями подошвы не допускаются.
Прикрепление пяточной части подошв, подложек или первого слоя резиновых подошв. Пяточную часть подошвы, подложки или первого слоя резиновой подошвы (рис. 160) прикрепляют к стельке подошвенными гвоздями снаружи. Они должны проходить через подошву, подпяточник или подковку, задник, заготовку и стельку и загибаться на нее. Расстояние гвоздей от края стельки 3-5 мм, между центрами гвоздей 10-12 мм. Для прикрепления пяточной части применяют машину АСГ-16 со специальным приспособлением или машину 04106/Р2.
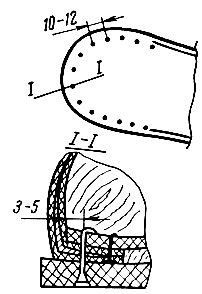
Рис. 160. Схема прикрепления пяточной части подошв, подложек или первого слоя резиновых подошв
Намазка клеем наружной стороны первого слоя резиновых подошв, клиновидных каблуков, резиновых подошв или второго слоя резиновых подошв и сушка. Всю наружную поверхность первого слоя резиновой подошвы промазывают клеем (рецепты 11б, в, г, е, ж, 12(3), резиновые клиновидные каблуки с двух сторон, а резиновую подошву или второй слой резиновой подошвы с внутренней стороны клеем (рецепты 11б, в, г, е, ж; 126, е, 15а, 6, в). Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Приклеивание резиновых подошв. Клеевые пленки активируют нанесением растворителя или в нагревателях рефлекторного типа при режимах, установленных для соответствующего клея. При тепловой активации температуру определяют по показанию ртутного термометра, расположенного на уровне детали.
В обуви рантово-клеевого метода крепления резиновую подошву накладывают на кожаную подложку, начиная с пяточной части так, чтобы края подошвы совпадали с краями подложки. Вкладной клиновидный каблук накладывают на пяточную часть первого слоя резиновой подошвы, второй слой которой накладывают на след обуви, начиная с каблука, и приклеивают. Поверхность подошвы должна быть гладкой, между склеенными деталями не должно быть зазоров.
Приклеивают подошвы на прессах типа ПКБ-О при режимах, установленных для соответствующих клеев.
Порядок наполнения операций по приклеиванию подрезанного слоя подошвы, крепления ее пяточной части и каблука может быть изменен. Возможно прикрепление пяточной части подошвы сразу после пристрачивания резиновых подошв, а крепление каблука вместе с приклеиванием подрезанного слоя подошвы.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"