
2. Подготовка следа обуви
Многие операции, составляющие подготовку следа обуви, являются общими для обуви рантового, рантово-клеевого методов крепления и изготавливаемой из формованных узлов и деталей. Характер и последовательность выполнения операций могут меняться в зависимости от особенностей материалов подошвы и конструкции низа.
Операции по подготовке следа обуви рантового и рантово-клеевого методов крепления:
- Выравнивание рантового шва.
- Прессование узла скрепления "рант-губа стельки".
- Спускание и закрепление концов ранта.
- Околачивание ранта и надсекание его в носочной части.
- Удаление скобок из стелек.
- Прикрепление подпяточников или подковок.
- Прикрепление металлических супинаторов.
- Прикрепление геленков.
- Простилание следа обуви.
- Намазка клеем следа обуви и сушка.
- Намазка клеем кожаных подложек (в обуви рантово-клеевого метода крепления) и сушка.
- Намазка подошв клеем для предварительного крепления и сушка.
- Увлажнение и провяливание кожаных подошв или подложек.
- Намазка клеем внутренней стороны первого слоя резиновой подошвы и сушка.
- Накладка подошв или подложек, или первого слоя резиновых подошв
- Обрубка подошв или подложек.
Операции по подготовке следа в обуви рантового метода крепления, изготавливаемой из формованных узлов и деталей:
- Выравнивание рантового шва и надсекание рантов.
- Спускание и закрепление концов ранта, прикрепление подпяточников или подковок.
- Прессование узла скрепления "рант-губа стельки".
- Простилание следа обуви.
- Намазка клеем следа обуви, подошв и сушка.
- Накладывание подошв.
Выравнивание рантового шва. Излишки ранта срезают вровень с краем губы на машине 04128/Р2 или 04128/Р3. Линия среза должна быть ровной, совпадать по высоте со стелечной губой, чтобы в готовой обуви подошва плотно прилегала к следу. Ниточный шов, рант и стелька не должны быть повреждены.
Прессование узла "рант-губа стельки". Операция рекомендуется для обуви рантового метода крепления на кожаной подошве и обязательна для обуви из формованных узлов. На машине МФГ для формования узел "рант-губа стельки" (рант, губу стельки и находящуюся между ними затяжную кромку заготовки и подноска) рантовой обуви прессуют по периметру подметочной части (рис. 153) до того, как остынет вар, пропитывающий нитки, и высохнет увлажненный рант. После прессования узел должен иметь одинаковую высоту, а рант плотно прижат к затяжной кромке. Прессование не должно нарушать целостности губы, ранта и ниточного шва.
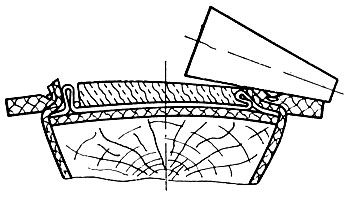
Рис. 153. Схема прессования узла 'рант-губа стельки'
Спускание и закрепление концов ранта. Концы ранта (рис. 154), выступающие по длине за край губы на 8-10 мм, спускают на 7 ± 1 мм с бахтармяной стороны на всю толщину под углом α = 30° и закрепляют одним машинным тексом с каждой стороны.
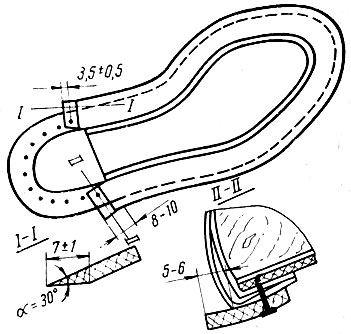
Рис. 154. Схема спускания и закрепления концов ранта
В обуви с круговым рантом один конец его спускают с лицевой стороны а второй - с бахтармяной на всю толщину при ширине спуска 7 ± 1 мм. Конец ранта, спущенный с бахтармяной стороны, накладывают на конец ранта, спущенный с лицевой стороны на всю ширину спуска.
Концы ранта скрепляют между собой и прикрепляют в угол губы стельки одним или двумя тексами.
Операция производится на машине 314 "Ювель" ГДР (для скашивания и закрепления гвоздями концов ранта) или на машине М-32-2 (для прикрепления простилки гвоздями) и тогда концы ранта спускают вручную ножом.
Околачивание рантов и надсекание их в носочной части. Рант по всей длине должен быть околочен так, чтобы располагался под прямым углом β к боковой поверхности губы стельки (рис. 155). В носочной части с бахтармяной стона глубину a = 1/3-1/2 толщины ранта, расстояние между надсечками 9 ± 1 мм, количество надсечек 5-8. При круговом ранте надсекание его рекомендуется производить и в пяточной части. Надсекание ранта можно выполнять и при выравнивании рантового шва. Околачивание рантов производят на машине 04268/Р1.
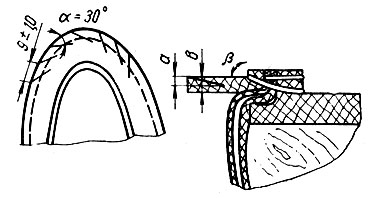
Рис. 155. Схема околачивания ранта и надсекание его в носовой части: а - глубина подреза; в - толщина ранта; α - угол подрезки; β - угол между рантом и боковой поверхностью губы
Удаление скобок из стелек. Скобки или тексы, которыми была прикреплена стелька к колодке, удаляют скобовытаскивателями или кусачками, не повреждая стельку.
Прикрепление подпяточников или подковок. Подпяточник или подковку прикрепляют лицевой стороной к затяжной кромке заготовки тремя ручными или машинными тексами следующим образом: один на продольной оси следа в пяточной части, два других на расстоянии 30 ± 5 мм от передних краев подковки или подпяточника. Расстояние тексов от грани стельки 5,5±0,5 мм. Операция выполняется на машине М-32-2 для прикрепления простилки гвоздями. На рабочем месте должны быть опорная стойка, молоток, тексовытаскиватель. Операцию можно производить одновременно со спусканием и закреплением концов ранта.
Прикрепление металлических супинаторов или жестких геленков. Геленочная часть обуви рантового и рантово-клеевого методов крепления укрепляется металлическим супинатором, который в обуви на низком каблуке может быть заменен жестким теленком. Металлический супинатор соответствующего профиля и размера прикрепляют к стельке двумя ручными или машинными тексами № 9-11. Супинатор должен быть положен точно посередине следа обуви, передний край его должен лежать на расстоянии 10-14 мм от линии пучков, а задний заходить под каблук не менее чем на 18-20 мм.
Жесткий геленок соответствующего вида, фасона и размера располагается так, чтобы заполнить углубление между внутренними сторонами губы стельки в геленочной части и затяжной кромки заготовки в пяточной части. Допускается применение одного геленка для обуви двух смежных размеров. Спущенная часть геленка не должна заходить за линию пучков. Геленок прикрепляют к стельке двумя скобками сечением 1,07×0,63 мм или машинным тексом № 8-10.
Для прикрепления супинатора и геленка применяются машина М-32-2 или 02015/Р6, опорная стойка, молоток, кусачки.
Простилание следа обуви. Пространство в носочно-пучковой части, ограниченное губой стельки, заполняется простилкой, без наложения ее на губу стельки. Простилка из войлока или простилочного картона должна соответствовать форме следа обуви и возвышаться над губой стельки на 1,0 ± 0,5 мм, а спущенная часть простилки заходить за линию пучков и накладываться на спущенную часть геленка (по прямому срезу). Спущенные части простилки и геленка хорошо околачивают, особенно в месте расположения металлического супинатора.
В обуви из формованных узлов и деталей простилку, скрепленную с супинатором, прочно приклеивают в носочной и пяточной частях к стельке, применяя клей (рецепты 1а; 13а, б; 15г, д; клеи (рецепты 1а; 13а, б; 15г, д; 16, 17, 18, 19, 20, 24).
Намазка клеем следа обуви и сушка. На поверхность ранта с бахтармяной стороны, на подпяточник или подковку, простилку и геленок наносят ровный тонкий слой клея (рецепты 1а; 15а, б, в). В случае применения ранта из искусственной кожи подошву и след обуви промазывают клеем (рецепт 4е, ж). Клеевую пленку высушивают, располагая обувь кверху следом.
Намазка клеем кожаных подложек, подошв, первого слоя резиновых подошв и сушка. Кожаную подложку, кожаную и резиновую подошву, первый слой резиновой двухслойной подошвы промазывают ровным тонким слоем клея для вспомогательного крепления (рецепт 1а) на машине для намазки клеем деталей низа обуви. Клеевые пленки высушивают.
Кожаную подложку со стороны поризированной лицевой поверхности также промазывают клеем для основного крепления (рецепты 11б, в, г, е, ж; 15а, б, в). Клеевую пленку высушивают.
Увлажнение и провяливание кожаных подошв или подложек. Кожаные подошвы или подложки увлажняют в машине УДН под давлением 30 атм в течение 50-60 сек, в зависимости от толщины. После увлажнения дается пролежка в течение 10 мин для стекания воды с поверхности деталей. При отсутствии машины подошвы и подложки увлажняют погружением в ванну с водой при температуре 20 ± 2° С с последующим провяливанием в течение 2 ч во влажной мешковине.
Кожаные подошвы должны содержать 30-35% влаги, а подложки 25-30% по отношению к их весу в увлажненном состоянии.
При недостаточном и неравномерном увлажнении кожи в процессе строчки пришило и игла не раздвигают волокна, а разрушают их.
После высыхания чрезмерно увлажненной кожи возникает перенапряжение ниток из-за излишней утяжки стежков и шов быстро разрушается.
В результате большой усадки после высыхания подошва деформируется и низ обуви теряет приданную ему форму.
Наладка подошв, подложек или первого слоя резиновых подошв. Подошву, подложку или первый слой резиновой двухслойной подошвы накладывают на след так, чтобы не было перекосов. Края подошвы должны равномерно выступать за края ранта не более чем на 1 мм или совпадать с ним. Рант не должен быть деформирован. Подошвы и подложки накладывают на машине НПС или 04041/Р1 для накладки подошв на след обуви.
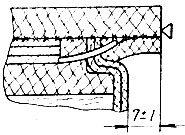
Рис. 156. Схема обрубки подошв или подложек
Обрубка подошв или подложек (рис. 156). Кожаную подошву или подложку обрубают по всему периметру на машине 04033/Р2. Рант должен быть плотно прижат и приклеен к подошве, урез подошвы должен быть перпендикулярен ее поверхности и не иметь выхватов, а контур подошвы после обрубки соответствовать фасону колодки. Ширина видимой части ранта 7 ± 1 мм. Неправильная обрубка подошв затрудняет выполнение последующих операций. Если один край подошвы уже другого или линия обрубки идет зигзагообрано, подошва может быть неправильно прикреплена: стежки будут расположены с одной стороны ближе к краю, с другой - дальше, что может привести к повреждению строчки при фрезеровании. Слишком узко обрубленная подошва делает невозможным правильную пристрочку ее и фрезерование.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"