
1. Пришивание рантов
Операция "пришивание рантов" в обуви рантового и рантово-клеевого методов крепления не зависит от материала подошвы и включает:
- Удаление обтяжного и установочного тексов и обвязочной проволоки.
- Обрезку излишков затяжной кромки.
- Увлажнение и провяливание рантов.
- Пришивание рантов.
Удаление тексов и обвязочной проволоки. В обуви рантового метода крепления, изготавливаемой из формованных узлов и деталей, операции 1 и 2 отпадают. Обтяжной и установочный тексы и обвязочную проволоку в носочной части удаляют, не повреждая деталей верха обуви, не деформируя губу стельки. В обуви с круговой губой удаляют обвязочную проволоку и в пяточной части. Операция выполняется на опорной стойке кусачками и тексовытаскивателем.
Обрезка излишков затяжной кромки. Излишки затяжной кромки (рис. 151), выступающие над губой стельки более чем на 2-3 мм, срезаются на машине 02016/Р1.
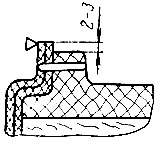
Рис. 151. Схема обрезки излишков затяжной кромки
Увлажнение и провяливание рантов. Режимы увлажнения рантов из натуральной и искусственных кож различны.
Кожаные ранты увлажняют, погружая в воду при температуре 25 ± 2° С на 10-15 сек, затем провяливают в течение 1,5-2,0 ч в ящике, шкафу или во влажной мешковине. Увлажненный кожаный рант должен содержать 30 ± 3% влаги по отношению к его весу в увлажненном состоянии. В случае применения фигурного ранта операция "увлажнение рантов" заменяется операцией "формование ранта".
Ранты из искусственных кож увлажняют в ванне с закрытой крышкой горячей водой при температуре 60-70° С. Продолжительность увлажнения 1 ч, провяливания - 20-30 мин.
При сгибании провяленных рантов на 180° на их поверхности не должна выступать вода. Повышенная влажность, не улучшая физико-механических свойств ранта, при вшивании вызывает обильное выделение воды и ухудшает качество выполнения операции: нитки глубоко утопают в толщине ранта, который сильно вытягивается и мнется при околотке, а при сушке значительно усаживается и отстает от подошвы.
Пришивание рантов. Рант (рис. 152) пришивают к губе стельки и затяжной кромке однониточным цепным швом на машинах МВР-1 или 03030/Р2 специальными машинными иглами 16А № 240 или 224, капроновыми или анидными нитками № 1,3 (структура 34/6/4), № 1,8 (структура 34/6/3) или льняными нитками № 9,5/7; 9,5/8. Нитки равномерно пропитывают варом (рецепт № 40). Температура вара в пропиточном"бачке машины 55 ± 5° С для капроновых и анидных, 70 ± 5° С - для льняных ниток. Ниточный шов, рант и губа стельки не должны иметь повреждений. Строчка должна проходить через подносок и крылья задника, быть хорошо втянута в желобок ранта и угол основания губы с внутренней стороны, а концы ранта в пяточной части заходить за концы губы стельки (быть длиннее губы) не менее чем на 8 мм. При круговой губе рант пришивается по всему периметру. Стык ранта должен находиться с внутренней стороны в переймах. Длина стежков 6-7 мм.
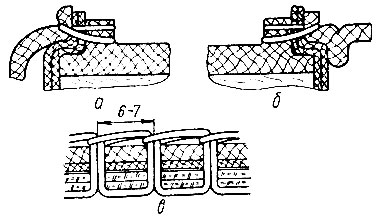
Рис. 152. Схема пришивания ранта: а - плоского; б - фигурного; в - поперечное сечение шва
Иглы для пришивания ранта должны иметь строго стандартные размеры, хорошо отшлифованные и отполированные грани, в противном случае наблюдаются частые обрывы ниток и неправильное образование и пропуски стежков.
Причины частого обрыва ниток:
- наличие острых и плохо отполированных граней, перетирающих нитку во время работы иглы;
- неправильные размеры выемки крючка: при недостаточно широкой выемке нитка сучится, при слишком широкой - нитка, свободно перемещаясь в ней, быстро перетирается;
- нестандартная толщина шейки иглы;
- чрезмерная или недостаточная глубина желобков для укладывания нитки: при недостаточной глубине - нитка не вмещается в них и трется о стенки проколов в материале, при чрезмерной глубине - усиливается трение нитки о стенки желобков;
- нестандартный профиль острия: величина прокола, образуемого иглой в материале при слишком большой лопатке острия, превышает толщину нитки, из-за чего она трется о стенки прокола, при слишком узкой лопатке затрудняется прохождение стержня иглы в материал, а нитка лохматится при протягивании в отверстие прокола.
Причины неправильного образования и пропусков стежков:
- расстояние между концами спирального желобка и острия иглы превышает 2,5 мм, нитка не будет накинута на крючок иглы, т. е. не произойдет образования стежка;
- нестандартная длина головки иглы нарушает взаимодействие с остальными исполнительными органами машины, участвующими в процессе образования стежка;
- несимметричное расположение острия иглы по отношению к ее оси;
- нестандартный радиус кривизны иглы: при недостаточной кривизне проколы иглой попадают ниже угла стелечной губы в ткань, оклеивающую стельку, при слишком большой кривизне проколы попадают в верхнюю часть губы, что искажает конструкцию обуви.
Причины деформации и поломки иглы:
- недостаточная толщина шейки и основания лопатки крючка (чрезмерно тонкие части иглы не выдерживают напряжений при работе и быстро ломаются);
- несимметричное расположение острия иглы по отношению к оси, что вызывает в ней дополнительные напряжения при работе;
- нестандартность радиуса кривизны иглы, при значительных отклонениях которого игла при движении задевает другие исполнительные органы машины и ломается.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"