
II. Доппельный и доппельно-клеевой методы крепления
Крепление подошв доппельным (полусандальным) методом характеризуется следующим и особенностями:
- Подошва кожаная или резиновая с кожаной подложкой прикрепляется к отогнутой затяжной кромке до пяточной части двухниточным швом. Пяточная часть крепится отдельно гвоздевым, винтовым, деревянношпилечным или прошивным методами.
- Рант кожаный, из искусственной кожи или фигурный из поливинилхлорида настрачивается в процессе прикрепления подошвы на лицевую сторону затяжной кромки и служит для ее изоляции от разрушающего воздействия шва, для лучшей и более равномерной утяжки шва, для украшения обуви.
Подготовка к креплению подошвы доппельным методом включает всего одну операцию - обрубку излишков подошв и затяжной кромки по всему периметру, кроме пяточной части, на машине
Срез подошвы после обрубки должен быть перпендикулярен к ее поверхности и не иметь выхватов. Ширина открытой части ранта 7 ± 1 мм. Контур подошвы должен соответствовать фасону колодки.
Порядок выполнения операций по прикреплению подошв, подложек, каблуков и заделке порезки зависит от конструкции низа. Общими для всех конструкций обуви доппельного и доппельно-клеевого методов крепления являются операции:
- Пристрачивание подошв или подложек, обрезка концов ранта и ниток.
- Закрытие шва на подошвах.
- Формование кожаных подошв или подложек.
- Намазка порезки мастикой.
- Сушка подошв или подложек.
- Прикрепление пяточной части подошв или подложек.
- Намазка клеем подложек и сушка.
- Намазка клеем резиновых подошв и сушка.
- Намазка клеем клиновидных каблуков и сушка.
- Накладывание и приклеивание вкладных клиновидных каблуков и подошв.
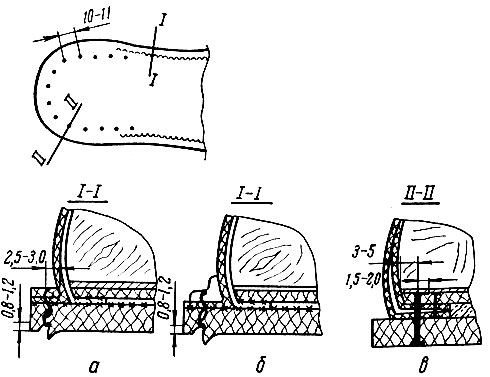
Рис. 161. Схемы прикрепления доппельным методом: а - кожаных подошв и кожаного ранта; б - кожаных подошв и поливинилхлоридного ранта; в - пяточной части гвоздями
Пристрачивание подошв или подложек. Подошву или подложку (рис. 161) вместе с рантом пристрачивают к верху обуви по всему периметру, кроме пяточной части, капроновыми, анидными или льняными нитками на машине СПР для пристрачивания подошв.
Строчка должна проходить на расстоянии 2,5-3,0 мм от грани затянутой обуви. Если верх обуви из шеврета, то межподкладка должна обязательно попадать под строчку. Длина стежков ниточного шва 3,5 ± 0,5 мм для кожаного накладного ранта и 4,0 ± 0,5 мм для поливинилхлоридного ранта. Хорошо утянутую строчку укладывают в порезку. Глубина порезки подошв 0,8-1,2 мм. Внутренний край ранта должен плотно прилегать к заготовке.
Для пристрачивания подошв применяют верхнюю и шпульную нитки тех же номеров, что и для обуви рантового метода крепления.
Для пристрачивания кожаных подошв и подложек применяют иглы 29Б кл. № 175 и 29Б кл. № 200, шило соответственно 18Б № 140 и 18Б № 155.
По окончании строчки на ее пяточной части концы ранта обрезают под прямым углом к подошве. Концы ниток срезают со стороны ранта и подошвы, лучше концы их протащить на подложку, а затем обрезать.
Закрытие шва на подошвах и формование кожаных подошв или подложек. Операцию производят на машине 04188/Р3 для закрытия порезки или на карусельном прессе 04048/Р4 для формования подошв на обуви.
Перед формованием подошву или подложку слегка увлажняют водой. Профиль низа обуви должен соответствовать профилю следа колодки. Между подошвой, заготовкой и рантом не должно быть зазоров. Все неровности на подошве сглаживают. Шов на подошвах должен быть полностью закрыт.
Пресс 04048/Р4 должен иметь комплект металлических сменных профилированных пластин, соответствующих профилю обуви.
Промазка порезки мастикой. Операция необязательная. Мастикой (рецепт 19 б) порезку промазывают только тогда, когда не могут обеспечить хорошего закрытия порезки. Наносят мастику ровным слоем, без наплывов, не загрязняя обуви.
Сушка подошв или подложек. Сушку подошв производят в сушилах непрерывного действия конвекционного типа в течение 1,5-2,0 ч при температуре воздуха в сушилке 40-50° С. Содержание влаги в подошвах или подложках после сушки должно быть 16-18% по отношению к их весу в увлажненном состоянии.
Прикрепление пяточной части подошв или подложек (см. рис. 161). Пяточную часть подошвы или подложек прикрепляют подошвенно-пяточными гвоздями так, чтобы они проходили через подошву или подложку, заготовку, задник и стельку. Расстояние гвоздей от края стельки 3-5 мм. Острия гвоздей должны быть загнуты на стельку на 1,5-2,0 мм. Расстояния между центрами гвоздей 10-12 мм. Шляпки гвоздей не должны выступать над поверхностью подошвы.
Для прикрепления подошв к обуви, находящейся на колодке, используют машину АСГ-16 со специальным приспособлением или машину 04106/Р2 для прикрепления подошв к обуви гвоздями.
Намазка клеем подложек, резиновых подошв, клиновидных каблуков и сушка. На поверхность подложки наносят слой клея (рецепты 11б, в, г, е, ж; 15а, б, в).
На неходовую поверхность резиновой подошвы и на обе стороны резинового клиновидного каблука и его скошенную поверхность наносят клей (рецепты 11б, в, г, е, ж; 12б, е, 15а, б, в). Клеевые пленки высушивают по режиму, установленному для соответствующего клея.
На подложку клей может быть нанесен до пристрачивания ее.
Приклеивание подошв и вкладных клиновидных каблуков. Клеевые пленки на подложке, вкладном каблуке и подошве активируют. Вкладной клиновидный каблук накладывают на пяточную часть подложки, а резиновую подошву - на весь след обуви, начиная с каблука, так, чтобы не было перекосов и края подошвы по всему контуру совпадали с краями подложки. Приклеивание производят на прессах ПКБ-0 или других для приклеивания подошв.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"