
2. Собственно формование
Внешнее формование
При последовательном и последовательно-параллельном (обтяжно-затяжном) методе формование заготовки состоит из следующих групп операций:
- Надевание на колодки и установка пяточной части.
- Обтяжка.
- Перетяжка висков, пучков и перейм.
- Затяжка.
Надевание заготовки на колодку и установка пяточной части (рис. 136)
Эта операция необходима для центрирования заготовки на колодке. Операцию выполняют на машине 02015/Р5 или вручную на опорной стойке с применением затяжных клещей, молотка, тексовытаскивателя, измерительного циркуля.
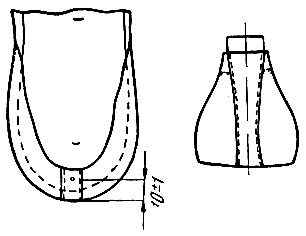
Рис. 136. Схема надевания заготовки на колодку и установка пяточной части
Установку пяточной части заготовки юфтевой обуви производят после обтяжки и совмещают с перетяжкой висков, пучков и перейм. При использовании формованного задника задний шов (или ремень) заготовки к стельке можно не прикреплять.
В заготовках утепленной обуви с подкладкой из искусственного меха рекомендуется предварительно удалять ворс на ширину затяжной кромки (машины АСГ-13 или ФЛК, 01146/Р5).
Обтяжка заготовки
Обтяжку производят на машине ОМ-4М (вручную для обуви "парко"). В процессе обтяжки достигается правильная установка заготовки на колодке, основная деформация ее в продольном и поперечном направлениях (носочно-пучковая часть) и прикрепление пятью (или тремя) тексами (рис. 137, а). Заготовки гусариков при обтяжке прикрепляют в носке одним тексом, а заготовки обуви парко девятью тексами: по два в носочной и геленочной частях, четыре в пучках и один в месте соединения концов ранта (рис. 137, б). Крепление тексами носит постоянный характер только при гвоздевой затяжке, в остальных случаях их удаляют.
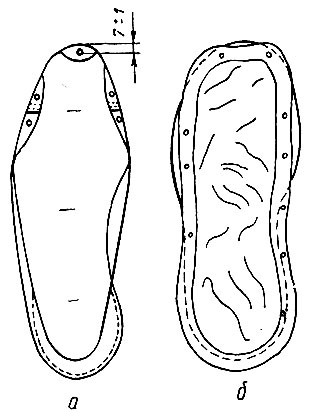
Рис. 137. Схема обтяжки заготовки: а - со свободной затяжной кромкой; б - с пристроченным рантом
Перетяжка висков, пучков и перейм (рис. 138)
Цель перетяжки висков, пучков и перейм заготовки - зафиксировать правильное положение задника, расправить подкладку и боковинки, вытянуть материал верха в геленочной и пучковой частях. Операцию выполняют вручную на опорной стойке, применяя затяжные клещи, молоток, тексовытаскиватель, измерительный циркуль.
Рис. 138. Схема перетяжки висков, пучков и перейм
В некоторых видах обуви, например рантового метода крепления и на низком каблуке клеевого метода крепления, перетяжку перейм не производят.
В обуви рантового и доппельного методов крепления тексы в висках задника забивают наглухо, а в пучках и переймах на 2/3 длины.
При глухой тексовой затяжке заготовки расстояние от центра текса до грани следа в висках и пучках 9 ± 1 мм, в переймах - 7 ± 1 мм; расстояние тексов от грани стельки в обуви доппельного метода крепления 10 ± 1 мм. В обуви рантового метода крепления тексы в области пучков должны находиться у основания губы, в висках задника - на расстоянии 2-4 мм от начала губы.
В обуви с круговым рантом тексы в висках задника забиваются также в основание губы стельки.
На обувной фабрике № 1 "Пролетарская победа" перетяжка висков заготовки из юфти выполняется на обтяжной машине без средних клещей и реконструированным стелечным упором.
При изготовлении обуви из кож хромового дубления перетяжку висков и пучков можно совмещать с затяжкой бочков. Перед затяжкой рабочий должен расправить подкладку заготовки, проверить правильность положения крыльев задника и в случае необходимости их подправить. Затем на машине рабочий вытягивает и закрепляет одним тексом внутренний, а потом наружный висок заготовки, после чего производит затяжку бочков.
При сборке обуви с предварительно отформованными узлами операции "надевание заготовок на колодку" и "установка пяточной части", "обтяжка", перетяжка висков, пучков и перейм" не выделены в самостоятельные и выполняются непосредственно перед формованием пяточной и носочно-пучковой частей.
Затяжка заготовки
При затяжке осуществляется окончательное формование и прикрепление постоянно или временно заготовки к стельке, подошве (или подложке) клеем, скобками, затяжными тексами. Для временного закрепления затяжной кромки в носочной части обуви клеевого метода крепления и метода горячей вулканизации применяют скобы, а рантового метода крепления - обвязочную проволоку (возможно в пяточной части для обуви с круговым рантом). Затяжка заготовки может производиться при параллельном методе крепления - пластинами на специальных машинах, при последовательном - клещами на затяжной машине и при последовательно-параллельном - пластинами и клещами.
Различают затяжку пяточной и носочной (или носочно-пучковой) частей заготовки, затяжку бочков. Последовательность затяжки отдельных участков заготовки определяется особенностями выполнения технологического процесса.
Различают тексовую и клеевую затяжку пяточной части заготовки.
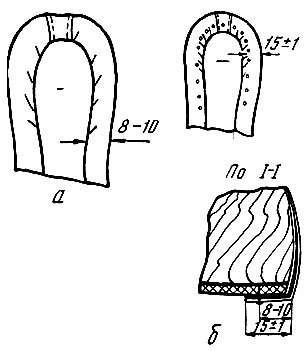
Рис. 139. Схема затяжки пяточной части заготовок: а - тексовая; б - клеевая
Затяжку пяточной части тексами (рис. 139, а) производят на полуавтомате 02038/Р2 или машине ЗВ-1, клеевую затяжку (рис. 139, б) на машине ЗПК-2-0 или полуавтомата 02038/Р1 без закрепления тексами.
Для гусариков клеевую затяжку пяточной части производят вручную.
Затяжку пяточной части в обуви с круговым рантом осуществляют при помощи пластин, профиль которых должен соответствовать фасону и размеру обуви. Текс для установки пяточной части заготовки предварительно удаляют. При затяжке пяточную часть заготовки, задник и подкладку (хорошо расправленную и вытянутую) плотно прижимают в наружный угол губы стельки обвязочной проволокой. Концы проволоки прочно закрепляют тексом и загибают внутрь от грани стельки. Текс вбивают в наружный угол стельки с каждой стороны пяточной части на расстоянии 16 ± 2 мм от конца пластин.
Клеевую затяжку пяточной части заготовки на полуавтоматической линии ПЛК-Ш производят на автомате АП-О в течение 15-20 сек при температуре 120-130° С.
Перспективным является совмещение операций формования и сушки пяточной части обуви. В этом случае применяют задники термопластические или формованные с заранее нанесенным слоем термопластического клея.
После разогрева и вставки задника в заготовку пяточную часть ее формуют на металлическом пуансоне с продольной вытяжкой клещами. Заготовку с кож-картонным задником, промазанным термопластическим клеем, обычно формуют на нагретых пуансонах, заготовки с термопластическими задниками можно формовать на пуансонах без подогрева.
Процесс формования состоит в следующем: на штырях металлического пуансона машины закрепляют стельку с нанесенным по контуру клеем, затем надевают заготовку и производят ее формование. В процессе формования происходит сушка пяточной части и скрепление затяжной кромки заготовки со стелькой. Такой технологический процесс может осуществляться на машине № 502 фирмы Ральфе, на полуавтомате для формования и сушки пяточной части обуви конструкции СКВ КОМ по разработкам и технологическому заданию ЦНИИКП, на машине фирмы Анвер. При формовании пяточной части на машине фирмы Анвер клеевая пленка в пяточной части стельки расплавляется утюгом при температуре 217° С в течение 6 сек. Перед формованием заготовку увлажняют паром в течение 20 сек. Однако на машине фирмы Анвер отсутствует продольная вытяжка заготовки, облегчающая формование пяточной части. На машине № 5 БУСМК производят клеевую затяжку пяточно-геленочной части.
Затяжка носочной или носочно-пучковой части заготовки более сложная операция, чем затяжка пяточной части, так как плоский материал заготовки должен приобрести почти сферическую форму носочной части колодки.
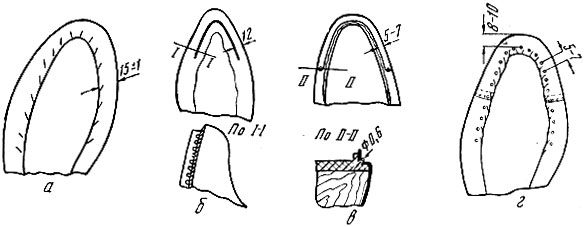
Рис. 140. Схема затяжки носочной или носочно-пучковой части заготовки: а - клеевая; б - клеевая с временным закреплением скобой; в - рантовая; г - текстовая или скобочная
Существуют следующие виды затяжки носочной части:
- клеевая - для носочно-пучковой части (рис. 140, а) на машинах ЗНК-0, ЗНК-1 или 02002/Р2, 02127/Р1 (температура пластин 120° С, время выдержки 30-40 сек);
- клеевая с временным закреплением затяжной кромки скобами (рис. 140, б) на машинах АСГ-26 или АСГ-18 (рецепты клея 2а, б, в, г, д; 116, и; 126, в; 13а, б; 15 б, в);
- рантовая с временным закреплением затяжной кромки обвязочной проволокой (рис. 140, в) на машинах АСГ-26 или АСГ-18, 02097/Р5;
- тексовая или скобочная (рис. 140, г) на машинах ЗВ1 или 02074/Р2.
При клеевой затяжке на машине 02002/Р2 необходима тепловая активация клеевой пленки.
Во избежание перекосов подкладки и промежуточных деталей перед клеевой затяжкой носочно-пучковой части можно скреплять все слои заготовки ниточным швом. При затяжке заготовок из искусственных кож натяжение клещевых пружин должно быть ослаблено, перед затяжкой пластинами искусственные кожи рекомендуется смазать машинным маслом.
Для клеевой затяжки носочно-пучковой части обуви доппельного метода крепления создана машина марки ЗВС конструкции СКВ КОМ. Клеевую затяжку носочной части заготовок гусариков производят на машинах АСГ-26 или АСГ-18.
Обтяжку и клеевую затяжку носочно-пучковой части заготовки с одновременным нанесением расплавов производят на машине фирмы Шен при следующих режимах: температура матриц не ниже 217° С, затяжных пластин 120-130° С, время выдержки 10 сек. Перед выполнением операции заготовки в носочно-пучковой части увлажняют.
Обтяжку и клеевую затяжку носочно-пучковой части заготовок на машине № 3 фирмы БУСМК осуществляют в течение 15-20 сек при температуре пластин 100-120° С, давлении 6-8 am. Перед формованием заготовки увлажняют в течение 30 сек паро-воздушной смесью, относительная влажность которой 98 ± 1%, температура 80-90° С. Активацию клея на затяжной кромке заготовки и стельке производят в термостате № 10 фирмы БУСМК.
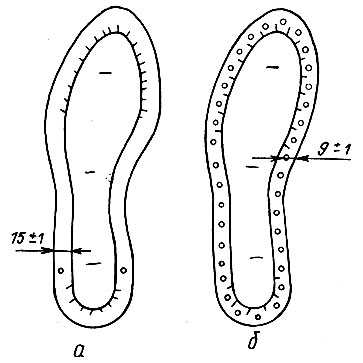
Рис. 141. Схема затяжки бочков: а - клеевая; б - тексовая или скобочная
Затяжка бочков может быть клеевая, скобочная и тексовая. Клеевую затяжку бочков (рис. 141, а) производят на машине ЗКГ-0 при температуре пластин 100-120° С, скобочную - на машине 02074/Р2 и тексовую (рис. 141, б) - на машине ЗВ-1.
Тексовая затяжка бочков для модельной обуви не допускается. При совмещении клеевой затяжки бочков с перетяжкой висков, пучков и перейм операцию производят перед затяжкой носочной и пяточной частей. Затяжку бочков в рантовой обуви осуществляют на машине 02087/Р1 для затяжки бочков заготовки скобками. Скобки проходят через затяжную кромку и губу стельки на расстоянии 1,5 ± 0,3 мм от основания губы (по внутренней стороне), расстояние между центрами скобок 20 ± 1 мм.
Затяжку бочков на полуавтоматической линии ПЛК-0 выполняют на автоматах марок АГ-1-0 и АГ-0 при температуре пластин 120-130° С в течение 15-20 сек или 90-95° С в течение 60 сек.
Перспективным является использование расплавов для клеевой затяжки геленочной части заготовок.
Затяжку заготовки обуви метода крепления парко-3 (рис. 142) производят сразу по всему периметру затяжной кромки. При формовании необходимы следующие приспособления и инструменты: аппарат с пластинами для затяжки носочной и пяточной частей, молоток, нож, ручные затяжные клещи.
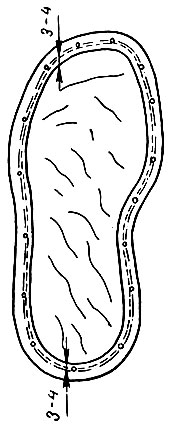
Рис. 142. Схема затяжки заготовки обуви метода крепления парко
Процесс формования сандальной обуви состоит в надевании заготовки на колодку и последовательной затяжке ее при одновременном скреплении с подошвой скобками или клеем. Совмещение операции формования с креплением подошвы характерно и для обуви выворотного метода крепления.
Клеевая затяжка бочков имеет следующие преимущества перед тексовой:
- наличие четко оформленных граней после затяжки;
- уменьшение веса обуви и повышение ее эластичности;
- экономия материалов за счет сокращения припусков верха и подкладки под затяжку и замены вкладных стелек полустельками или подпяточниками;
- отсутствие повреждений затяжной кромки металлическими крепителями.
При внешнем формовании параллельным методом (беззатяжный метод) заготовки должны быть пространственной формы с пристроченным рантом или шнуром.
Особенностями этого метода формования являются исключение обтяжки и проведение затяжки не по отдельным участкам, а одновременно всей заготовки.
Этим методом формования изготовляют гусарики с круговым рантом метода крепления парко-1, без стельки, с внутренней набойкой, обувь рантового и рантово-клеевого методов крепления, собранную на полуавтомате ФКП, разработанном УкрНИИКП; клеевого метода крепления шнуровочной затяжки.
Процесс формования гусариков метода крепления парко-1 включает операции:
- установку заготовки на колодку с закреплением ее в носочной части тремя тексами;
- обтяжку заготовки.
Операции, предшествующие формованию, аналогичны операциям при изготовлении обуви обтяжно-затяжным методом. Затяжку заготовки производят пластинами, которые удаляют после накладки подошв.
Формование обуви рантового и рантово-клеевого метода крепления на полуавтомате ФКП имеет специфические особенности.
Для изготовления обуви рантово-клеевого метода крепления применяется объемная заготовка, ширина затяжной кромки которой, кроме пяточной части, 6-8 мм, ширина затяжной кромки пяточной части 14 мм. В этой обуви применяется рант особой конструкции, в желобок которого укладывается край заготовки лицевой стороной. Рант пристрачивают к заготовке хлопчатобумажными нитками № 00 на швейной машине 23А кл. Заготовку с пристроченным рантом, промазанную по затяжной кромке быстросхватывающим клеем, надевают на обычную колодку, на след которой прикреплена плоская стелька, также промазанная клеем, и загружают в пресс-точку ФКП.
Вытяжка заготовки на полу-автомате осуществляется колодкой, которая опускается под давлением пуансонов наружного и внутреннего; заготовка прижимается к боковой поверхности колодки посредством затяжных пластин, подведенных под рант. Под действием пластин рант с затяжной кромкой заготовки загибается на стельку после подъема наружного пуансона. При давлении пуансонов происходит прессование и приклеивание затяжной кромки заготовки к стельке. В рантово-клеевой обуви пяточная часть затягивается при помощи пластин. После подъема пуансонов производят простилание следа и накладку подошв, приклеивание которых осуществляется посредством резиновой подушки. Таким образом, на полуавтомате производится формование заготовок, подготовка к креплению, приклеивание подошв и т. д. Всего объединено 23 операции. Применение полуавтомата ФКП позволяет исключить все обтяжно-затяжное оборудование, машины для обработки следа обуви (для обрезки излишков затяжной кромки, для выравнивания и формования следа, для околотки ранта), клеевые прессы и др.
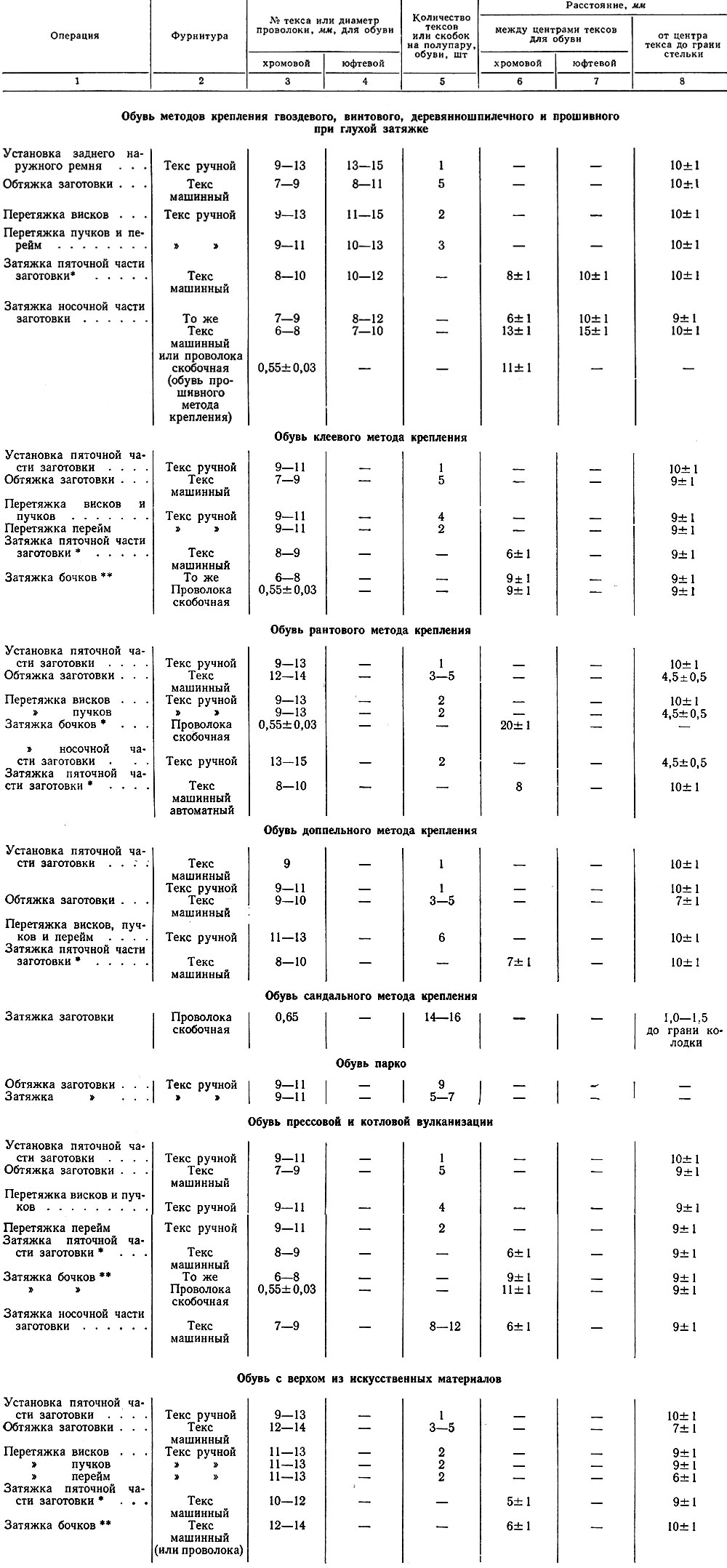
Нормативы обтяжно-затяжных операций при текстовой и скобочной затяжке
Примечание.
* (Количество тексов или скобок за полупару обуви зависит от рода и размера обуви.)
** (Номера и количества тексов, в пределах указанных, уточняет лаборатория фабрики, исходя из толщины применяемых деталей и вида обуви.)
Экономический эффект от внедрения этих полуавтоматов выражается в повышении производительности труда, экономии материалов верха и подошвы.
В обуви рантового метода крепления к заготовке с затяжной кромкой шириной 5-6 мм пристрачивают рант двумя строчками на швейной машине 201 кл. Рант шириной 12-13 мм, толщиной 3 мм.
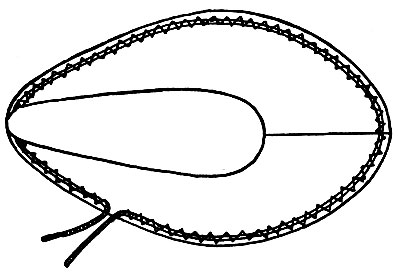
Рис. 143. Схема пристрачивания льняной нитки к заготовке
Для домашней обуви с текстильным верхом применяют шнуровочный метод затяжки. Метод целесообразен и для затяжки заготовок гусариков, а также заготовок из искусственных кож. Сущность этого метода формования заключается в следующем:
нижний край заготовки обстрачивают по всему периметру переметочным швом на швейной машине 26 кл. с приспособлением для одновременного укладывания льняной нитки (рис. 143) № 9,5/5 или 9,5/6 в торец затяжной кромки. Свободные концы нитки должны быть длиной 20-30 см. Начало и конец строчки должны быть закреплены 3-4 дополнительными стежками. Ширина переметочного шва 2-3 мм, длина стежков 2,0-2,5 мм.
Операции формования включают:
- Надевание заготовки на колодку, предварительное формование и установку пяточной части.
- Шнуровочную затяжку заготовки (рис. 144).
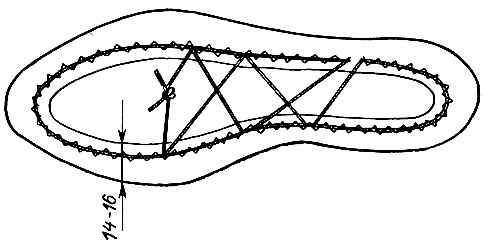
Рис. 144. Схема шнуровочной затяжки заготовки
Перед формованием в заготовку вклеивают жесткий задник, а на бахтармяную сторону затяжной кромки в пяточной части и на задник наносят равномерный тонкий слой клея (рецепты № 13 а, б; 15 г, д, ж). При надевании заготовки на колодку для центрирования ее прикрепляют к колодке гвоздем, проходящим через задний шов. Расстояние от гвоздя до верхнего края заготовки 15-20 мм, до грани стельки - 10 ± 1 мм. Возможно закрепление носочной части заготовки текстом так, чтобы ширина затяжной кромки была 12-14 мм. После затяжки шнуром установочный гвоздь должен быть удален.
Затяжку заготовки производят стягиванием шнура, свободные концы которого пропускают с помощью специального крючка через шнур в пучковой и геле-ночной частях, образуя крестообразное переплетение. Вытянутые концы шнура завязывают плотным узлом и обрезают, оставляя концы длиной 25 мм. Ширина затяжной кромки обуви должна быть 14-16 мм. Возможна комбинация шнуровочной затяжки с текстовой в пяточной части. Затяжную кромку заготовок утепленных сапожек с верхом из искусственных кож после шнуровочной затяжки дополнительно закрепляют по всему периметру скобками (или тексами). Расстояние между центрами скобок 10-12 мм.
Внутреннее формование заготовок
Основной особенностью внутреннего формования является применение объемной заготовки, скрепленной с мягким или жестким основанием (стелькой или подложкой).
Формующим механизмом при внутреннем формовании являются колодки: раздвижные, разъемные, сочлененные (для обуви строчечно-прессовой и строчечно-котловой вулканизации), с выпиленным клином (для летней обуви). При сборке обуви из формованных деталей и узлов разъемными колодками осуществляется окончательное формование заготовки.
Обувь, изготавливаемая методом внутреннего формования, по методу крепления низа разделяется на строчечно-клеевую, сандальную, клеевую, горячей вулканизации, рантовую.
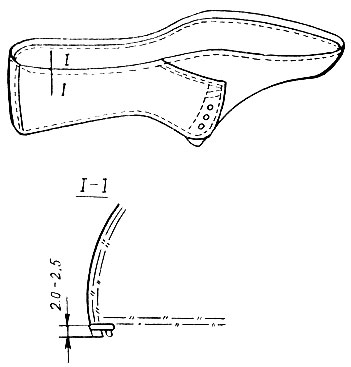
Рис. 145. Схема пристрачивания мягких стелек к заготовке
Операции внутреннего формования заготовки без предварительно формованных деталей и узлов:
- центрирование и пристрачивание мягких стелек (рис. 145);
- пристрачивание обтяжки (рис. 146);
- надевание заготовки на колодку и формование (рис. 147).
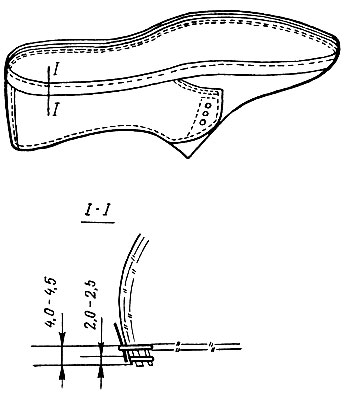
Рис. 146. Схема пристрачивания обтяжки к заготовке
Эти операции показаны на примере обуви строчечно-клеевого метода крепления. Для обуви горячей вулканизации с платформой на низких и средних деревянных каблуках выполнение операций аналогично. Для выполнения этих операций необходимо приспособление для раздвигания колодок, штуцер, молоток, металлический рожок, клещи, электрический утюг, нож. Операции, предшествующие формованию, выполняют так же, как и при обтяжно-затяжном методе. При вставке жестких задников и подносков последние должны совпадать с краем затяжной кромки. При сборке заготовок открытой летней обуви обтяжку к заготовке и стельке пристрачивают со стороны стельки. Для заготовок закрытой обуви с жесткими задниками и подносками рекомендуется производить предварительное их формование на специальных станках, которое обязательно для заготовок с плоскими союзками и выполняется перед пристрачиванием мягких стелек. При формовании верха обуви типа "пантолеты" заготовку закрепляют на колодке в пучках тексами по одному с внутренней и наружной сторон.
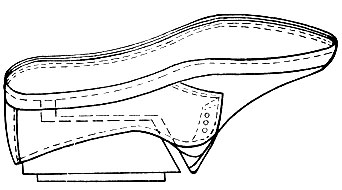
Рис. 147. Надевания заготовки на колодку и формование
При изготовлении обуви сандального метода крепления внутренним формованием перед пристрачиванием мягких стелек производят:
- надрезание затяжной кромки в пяточной части заготовки (4-5 надрезов длиной 6-7 мм с расстоянием между ними по 10-15 мм);
- формование пяточной части заготовки, при котором затяжная кромка шириной 12-14 мм отгибается перпендикулярно высоте задника.
Качество внутреннего формования определяется рядом условий:
- При моделировании обуви внутреннего формования необходимо полное совпадение периметров заготовки и стельки и точный расчет моделей по заданной деформации, обеспечивающей формоустойчивость верха в процессе эксплуатации.
- Стелька должна быть менее тягучей, чем материал верха. Только при этом условии возможна вытяжка заготовки.
- Строгое соблюдение технологической дисциплины.
На некоторых обувных фабриках при изготовлении домашней текстильной обуви заготовку проектируют с таким припуском, чтобы после сострачивания ее по нижнему краю образовался "чулок". В этом случае отпадает необходимость в пристрачивании мягких стелек. Сборку объемных заготовок такого типа производят на заготовочном участке, формование осуществляют раздвижными колодками. Низ обуви прикрепляют клеевым методом.
В таблице приведены нормативы и оборудование для сборки объемных заготовок обуви внутреннего формования.
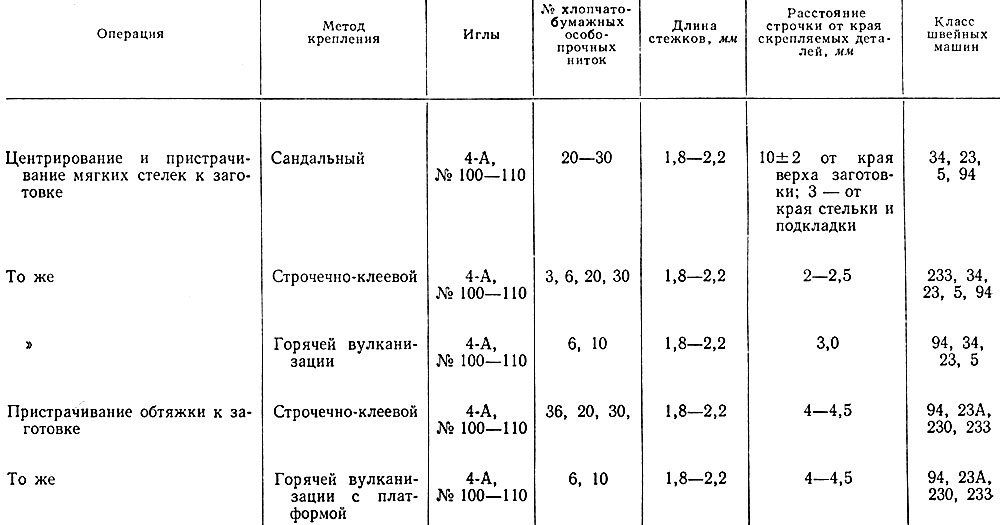
Нормативы и оборудование для сборки объемных заготовок обуви внутреннего формования
Сборка обуви из формованных узлов и деталей
Технология сборки обуви рантового метода крепления предусматривает использование формованных деталей (рантовых комбинированных стелек с круговой губой*), задников с круговым выступом* и узлов (пяточного и носочно-пучкового). После увлажнения заготовки и вклеивания задника производят пред-варительное формование пяточной части заготовки, а затем окончательное формование (рис. 148) и сушку.
* (При изготовлении обуви с круговым рантом.)
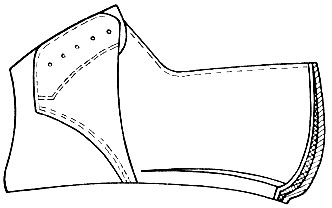
Рис. 148. Схема формования пяточной части заготовки
Предварительное формование пяточной части производят на специальной машине при температуре формующего пуансона 85 ± 5° С, давлении 3,5 ± 0,5 am, время формования 0,5-1,0 мин. Режимы окончательного формования и сушки пяточной части заготовок на полуавтомате ФПЧ - те же, что и предварительного формования, продолжительность 1,5-2,0 мин.
После вклеивания подносков и прессования передней части заготовки на машине 05143/Р1 выполняют формование и сушку носочно-пучковой части (рис. 149) на машине ФП-3К при температуре формующего пуансона 135 ± 5° С, давлении 3,5 ± 0,5 am, продолжительность формования 1,5-2,0 мин.
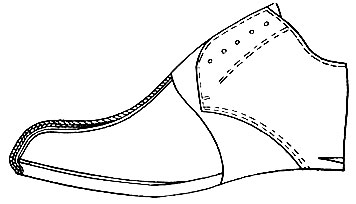
Рис. 149. Схема формования носочно-пучковой части заготовки
Предварительно отформованную заготовку с увлажненной пучково-геленочной частью скрепляют скобками по всему периметру с губой, отформованной по следу рантовой стельки на машине 02087/Р1 (со специальным приспособлением) вначале даются установочные скобки по три в носочной и пяточной частях (для обуви с круговым рантом) и по одной-две с каждой стороны геленочной части, а затем осуществляется крепление по всему периметру. Скобки располагают на расстоянии 1,5 ± 0,3 мм от основания губы, считая по внутренней ее стороне, расстояние между центрами скобок 12±2 мм. Концы скобок должны проходить через всю толщину скрепляемых материалов и быть загнутыми на внутренней стороне стельки параллельно ее поверхности.
Допускается скрепление кромки формованной заготовки со стелькой по участкам: сначала в пяточной и носочной частях, а затем, после вставки раздвижной колодки, в переменной части. Заканчивается формование заготовки обуви операцией "запрессовка колодок в заготовку и формование ее геленочной части" (рис. 150), выполняемой на специальной машине. Геленочную часть заготовки доформовывают в течение 0,5-1,0 мин пуансонами, температура которых 60° С. При таком формовании из-за уменьшения ширины затяжной кромки сокращается расход материала на 6-8%, повышается производительность труда на 25% и в результате устранения длительной сушки сокращается производственный цикл с 10-12 до 4-5 ч.
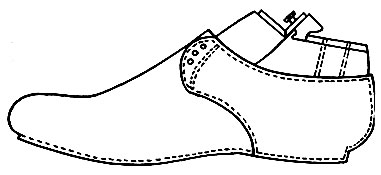
Рис. 150. Схема запрессовки колодки в за-готовку и формование ее геленочной части
Затянутая заготовка должна отвечать следующим требованиям:
- Должна быть хорошо вытянута, симметрично расположена на колодке и плотно ее облегать.
- Продольная линия носка должна быть перпендикулярна продольной оси колодки.
- Задний наружный ремень или шов должен располагаться посередине пяточной части колодки.
- Носки и союзки в паре должны быть одинаковыми по длине, ширине и положению на колодке.
- Высота берцев, задинок и задников в паре должна быть одинаковой.
- Подносок должен быть расположен симметрично относительно носка, и задник - симметрично относительно заднего наружного ремня или шва.
- Подкладка должна быть тщательно вытянута, на ней не должно быть складок и морщин.
- Ширина затяжной кромки заготовки* должна составлять для верха из кож хромового дубления и текстильных материалов 15 ± 1 мм, из юфти 16-18 мм, для обуви доппельного и сандального методов крепления 12-14 мм, для гусариков не менее 10 мм.
* (Кроме обуви парко и рантового методов крепления.)
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"