
1. Подготовительные операции
К операциям, предшествующим формованию, относятся:
- подготовка колодок;
- прикрепление стелек (или подошв);
- подготовка заготовок, включая увлажнение заготовок, вклеивание, подносков и задников, предварительное формование пяточной части.
Многие операции группы а являются общими для обуви разных методов формования, однако характер и последовательность выполнения операций могут меняться в связи с особенностями конструкции верха, а также применяемыми материалами.
Подготовка колодок
Подготовка колодок включает их подбор по фасону, размеру, полноте, чистку и намазку.
Чистка колодок. При чистке боковую поверхность колодки сначала протирают губкой, пропитанной смывочной жидкостью (рецепт № 46), затем очищают и полируют воском (рецепт 27) на машинах ХПП-1 или 04218/Р7 для холодного полирования подошв и чистки верха обуви; в качестве инструмента используют тупой нож. Деревянные колодки со щербинами, выбоинами, отколами должны быть предварительно отремонтированы.
Намазка колодок (рис. 132). Для намазки колодок необходимы щетка или губка, смазка (рецепт 45), парафин, тальк.
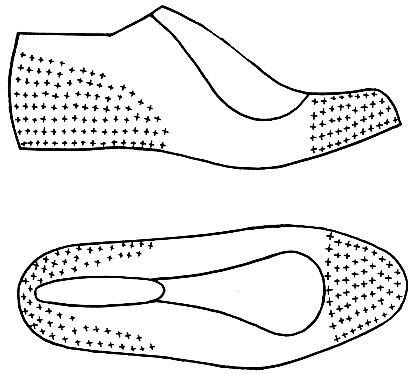
Рис. 132. Схема намазки колодок
Операцию не выполняют при изготовлении обуви без жестких задников и подносков (открытая летняя обувь, обувь выворотного метода крепления), домашней обуви с текстильным верхом и др. Допускается припудривание колодок тальком непосредственно перед обтяжкой заготовок.
Прикрепление стелек
Стельку накладывают лицевой поверхностью на след колодки (рис. 133) и прикрепляют в местах расположения пробок 3-5 скобками или тексами на машинах ППС-С, 04054/Р1 или № 5 фирмы БУСМК. Для прикрепления стелек используют скобочную проволоку 1,07×0,63 мм или текс машинный № 12-15. Стелька должна плотно и прочно прилегать к следу колодки, ее края по всему контуру должны совпадать с гранью следа.
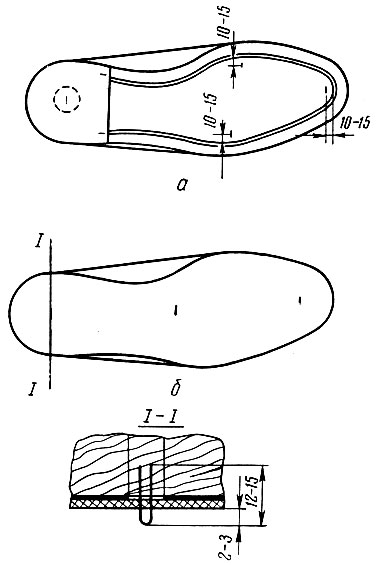
Рис. 133. Схема прикрепления стелек в обуви: а - рантового метода крепления; б - других методов крепления
При изготовлении детской обуви доппельного метода крепления допускается прикрепление стелек двумя скобками или тексами. При клеевой затяжке заготовок на полуавтоматических линиях ПЛК-О стельки накладывают на колодку и центрируют по металлическим крепителям, установленным в пяточной и пучковой частях следа колодки.
В обуви с клеевой затяжкой заготовок перед прикреплением стелек производят намазку клеем стелек по периметру и сушку. Клей наиритовый (рецепт 11 б, в, г, е, ж, и; 126, в) или латексный на базе ЛНТ-1 (рецепт 15а)* наносят на стельку с бахтармяной (или нелицевой) стороны на ширину 18-20 мм по всему периметру или на носочно-пучковую и геленочную части; затем клеевую пленку высушивают. При изготовлении обуви доппельным методом крепления применяют клей рецепта 16, 15а, б, в, гусариков - клей рецепта 1д; 15. Намазку клеем производят на машине НП-3 для намазки подошв по контуру, на машине ШИВ (линия ПЛК-О) или машине № 2 фирмы БУСМК.
* (Клей (рецепт 15 а) не пригоден для обуви с верхом из искусственных материалов.)
Намазку стелек расплавами на основе низкомолекулярного полиамида производят на машине фирмы Анвер (температура размягчения расплава 170-180° С).
Стельки с нанесенным расплавом должны иметь суточную пролежку*.
* (Суточная пролежка необходима при использовании клеев на основе наирита НТ при содержании кумароновой смолы свыше 30%, а также латексных клеев при активации клеевых пленок в момент затяжки.)
Для обуви сандального и выворотного методов крепления, не имеющей стелек, выполняют операцию "накладка подошв на колодки" на тех же машинах, что и прикрепление стелек. Подошвы в обуви выворотного метода крепления накладывают на след колодки лицевой стороной. Операция "прикрепление стелек" не выполняется при изготовлении обуви парко без стелек, обуви внутреннего формования, шнуровочного метода затяжки.
В случае необходимости выполняется операция "фрезерование пяточной части стелек".
Подготовка заготовок
Увлажнение. Увлажнение заготовок осуществляют в установках непрерывного или периодического действия паро-воздушной смесью при следующих режимах: температура влажного воздуха 35 ± 3° С*, относительная влажность воздуха 98 ± 1%, скорость движения 1-2 м/сек.
* (Заготовки из юфти увлажняют при температуре влажного воздуха 50- 55° С, скорости движения его 1,0-1,5 м/сек в течение 2,0-2,5 ч.)
Продолжительность увлажнения, ч
Для заготовок из искусственных материалов приняты следующие режимы увлажнения: продолжительность 0,5-1,5 ч; температура влажного воздуха 35-50° С, относительная влажность воздуха 98 ± 1%, скорость движения воздуха 1-2 м/сек.
Перспективными являются портативные термодиффузионные установки, в которых осуществляется ускоренное увлажнение заготовок паром в течение 1-3 сек, что дает возможность увлажнять заготовку непосредственно перед затяжкой или формованием отдельных узлов. Такие установки рекомендуются при формовании и контактной сушке пяточной части заготовок на машине ФЗП-О или другой машине аналогичного действия.
Увлажняют заготовки из всех видов материалов, кроме тканей и нетканых, лаковых кож, замши, велюра.
Затяжную кромку заготовок обуви с клеевой затяжкой намазывают клеем. Клей (рецепты те же, что и для стелек) наносят на верх заготовки с бахтармяной стороны и на подкладку или карман для задника бесподкладочной обуви с обеих сторон на ширину 12-14 мм на машине типа НК-О, 02112/Р2, машине № 2 БУСМК для намазки клеем деталей заготовки. Клеевую пленку высушивают. Операция не выполняется в случае применения клеев для односторонней намазки. Нанесение клеев-расплавов осуществляется в процессе затяжки заготовки.
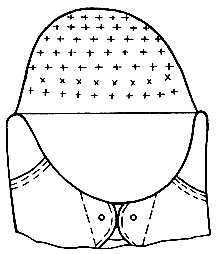
Рис. 134. Схема вклеивания подносков
Вклеивание подносков и задников. Особенность выполнения этих операции зависит от материала промежуточных деталей и конструкции заготовки. Кожаные подноски (рис. 134) и задник (рис. 135), за исключением формованных, перед вклеиванием в заготовку увлажняют и провяливают до содержания влаги 30 ± 5% по отношению к их весу в увлажненном состоянии. Подноски увлажняют под давлением 50 am в течение 10-20 сек, задники - 20-30 сек; время пролежки 10 мин. Для намазки кожаных подносков применяют клей (рецепты 13а, б; 15г, д, ж, 16; 17; 18; 19; 26).
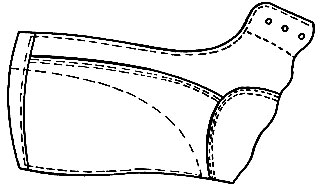
Рис. 135. Схема вклеивания задников
При вклеивании кожаных и формованных кожкартонных задников рекомендуется применять клей (рецепты 13а, б; 15г, д, ж; 16; 17; 18; 19; 20; 24; 256; 26).
При предварительном формовании пяточной части заготовок на машине № 1 фирмы БУСМК промазанные клеем задники сушат с обдувом воздухом в течение 3 мин при температуре 80° С.
Подноски и задники из гранитоля размягчают в растворителе (рецепт 8) в течение 10-20 сек, провяливают 0,5-2,0 мин. Подноски из мофорина размягчают в 5%-ном растворе хлористого аммония. Время размягчения 10-20 сек, время провяливания 2-3 мин.
Эластичные подноски намазывают клеем (рецепт 16, 17, 18, 19, 20) с двух сторон или для бесподкладочной обуви со стороны нанесения мастики.
В последнее время широкое применение получили термопластические задники, применение которых требует разогрева (температура 40-50° С, время 20 сек) непосредственно перед вклеиванием и формованием пяточной части заготовок. Применение термопластических задников значительно снижает (или исключает) время сушки отформованной заготовки и, кроме того, исключает применение вредных и дорогостоящих растворителей.
Жесткий задник вставляют между верхом и подкладкой заготовки, а в бесподкладочной обуви - в специальный карман. Край гранитолевого и термопластического задника не должен доходить до края затяжной кромки заготовки на 1-3 мм, грань формованного задника должна находиться на расстоянии 13-14 мм от нижнего края заготовки. При использовании рантовой стельки с круговой губой применяют формованные кожкартонные задники с отогнутым краем затяжной кромки.
Подносок вставляют между верхом и подкладкой так, чтобы к подкладке была обращена лицевая сторона кожаного подноска или большой слой двухслойного мофоринового или гранитолевого подноска на расстоянии 3-4 мм от края затяжной кромки. При использовании мофориновых подносков и недостаточно плотных текстильных материалов для верха обуви между подноском и верхом рекомендуется прокладывать бумагу. Эластичные подноски в бесподкладочной обуви наклеивают на бахтармяную сторону заготовки на расстоянии 10-12 мм, а в обуви шнуровочной затяжки - на 8-10 мм от края затяжной кромки.
Перед вклеиванием подноска рекомендуется производить приклеивание боковинок, концы которых должны находиться между подкладкой и подноском и заходить на подносок на 5 мм.
Вставку задников в сапоги из кож хромового дубления и юфтевую обувь с обязательным их пристрачиванием, вклеивание подносков и задников в обувь внутреннего формования и шнуровочной затяжки, наклеивание или пристрачивание эластичных подносков можно производить в заготовочном цехе.
Подноски и задники вставляются в обувь ровно, без перекосов, подкладка должна быть расправлена.
Эта группа операций заканчивается предварительным формованием пяточной части на машинах ПФП-О, ФЗП-О, 02031/Р1, а также на машинах фирм Анвер (Франция) или БУСМК (Англия), а для заготовок из юфти на машине ПИГ. Температура нагрева пуансона не выше 80-90° С. После вставки термопластических задников заготовку формуют на машине МФЗ при следующих режимах: температура пуансона 100-120° С, формующих пластин - 80° С, давление пуансона 3-4 кГ/см2, продолжительность формования 15-30 сек.
Перед формованием пяточной части на машине № 1 фирмы БУСМК производят активацию клеевой пленки на затяжной кромке при температуре 180- 200° С в течение 4-5 мин, для чего заготовку со вставленным задником помещают в одну из секций машины. Формование производят в другой секции машины при температуре 60-70° С в течение 30 сек. Заготовки с плоским носком рекомендуется предварительно формовать на машине 05143/Р1.
Для повышения формоустойчивости обуви заготовки из искусственных кож типа патора рекомендуется пропитывать фиксирующим составом по всей поверхности с изнанки, кроме затяжной кромки. Перед формованием к заготовке обуви метода "парко" пришивают рант, предварительно увлажненный и провяленный. Рант и заготовку сострачивают лицевыми сторонами хлопчатобумажными нитками № 00 на швейной машине 201 кл. Расстояние строчки от края деталей - 3-4 мм, длина стежков - 2,0-2,5 мм. Рант или шнурок пристрачивают к заготовкам обуви внешнего формования.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"