
3. Тепловая обработка обуви с верхом из искусственных кож
Искусственные кожи находят все более широкое применение для верха не только летней открытой, но и закрытой обуви (туфли, сапожки). Технологические особенности изготовления обуви из искусственных кож определяются свойствами последних и в первую очередь их физико-механическими показателями. Искусственные кожи на тканевой основе и синтетические кожи на волокнистой основе с тканевым слоем имеют низкие удлинения, особенно вдоль основы, малый коэффициент поперечного сокращения, большие упругие деформации. Все это приводит при формовании к большим растяжениям плоских заготовок из искусственных кож и низкой формоустойчивости готовой обуви.
Для лучшего формования по колодке, устранения морщин, повышения формоустойчивости и сохранения размеров обувь из всех видов искусственных кож должна подвергаться тепловой обработке. Режим обработки зависит от вида кожи и термопластичности ее покрытия.
Влияние тепловой обработки на изменение температуры и упруго-пластических свойств искусственной кожи с увеличением температуры показано в таблице и на рис. 114. Контрольные образцы, выдержанные в естественных условиях в растянутом состоянии в течение 2 ч, сохранили через месяц только 6,3% удлинения; нагрев в течение 10 мин опытных растянутых образцов инфракрасными лучами до 80° С резко снизил напряжения с 59,9 до 23,6% к начальному; при этом остаточная деформация увеличилась до 59,4%.
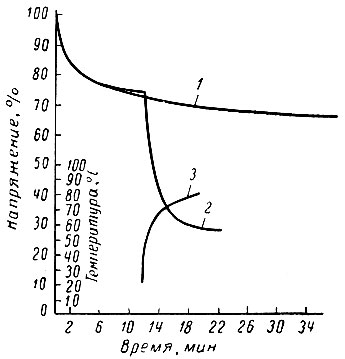
Рис. 114. Кривые изменения напряжения и температуры образцов искусственной кожи: 1 - напряжение растянутых образцов в естественных условиях; 2 - напряжение растянутых образцов, нагретых инфракрасными лучами; 3 - температура образцов, нагретых инфракрасными лучами
Остаточное удлинение в образцах искусственных кож возрастает с увеличением температуры и времени обработки, однако решающим фактором является температура.
В таблице показано изменение остаточного удлинения в образцах совинола в зависимости от режима обработки.
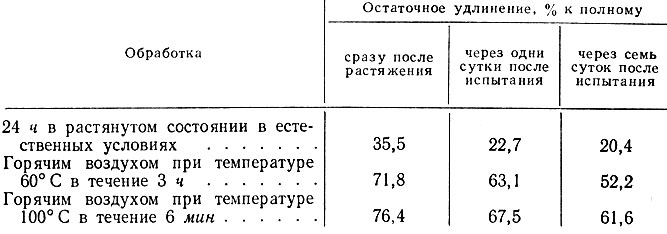
Изменение остаточного удлинения в образцах совинола в зависимости от режима обработки (по М. А. Файбишенко)
Тепловую обработку воздухом температуры 80-90° С можно рекомендовать для искусственных кож с поливинилхлоридным покрытием и температуры 100-120° С для полиуретанового покрытия. Время обработки в зависимости от свойств материала и температуры воздуха может колебаться в пределах 5-20 мин. Во избежание повреждения термопластического покрытия искусственных кож обувь после тепловой обработки должна быть охлаждена до температуры цеха.
Для обуви с верхом из искусственных кож тепловую обработку инфракрасным излучением производить не рекомендуется, так как при этом поверхность обуви обогревается неравномерно.
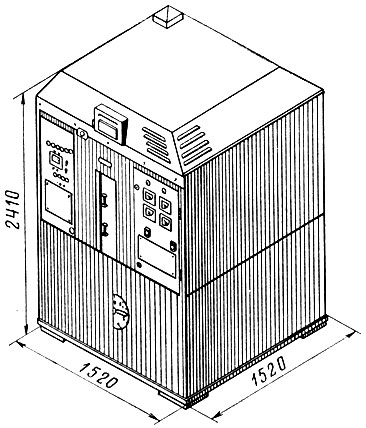
Рис. 115. Общий вид установки УТОИК для тепловой обработки обуви с верхом из искусственных кож
В ЛПКТБ МЛП сконструирована и изготовлена установка УТОИК (рис. 115) для тепловой обработки обуви с верхом из искусственных кож. Установка карусельного типа. Внутри прямоугольного каркаса находится цилиндрический кожух с вращающейся этажеркой, разделенной на 24 секции. В каждой секции на штуцерах (вертикально) следом к наружной окружности кожуха располагается одна пара обуви. След обуви при вращении прижимается дверцей секции, что повышает прочность склеивания затяжной кромки со стелькой при клеевом методе крепления. При вращении этажерка с обувью последовательно проходит четыре зоны (рис. 116): зона тепловой обработки вмещает 18 секций, охлаждения - четыре секции, загрузки-выгрузки - одну секцию и одну секцию нейтральную - для уменьшения теплопотерь и предотвращения выбивания горячего воздуха на работающего. Зоны обработки отделены друг от друга перегородками, уплотненными резиновыми прокладками.
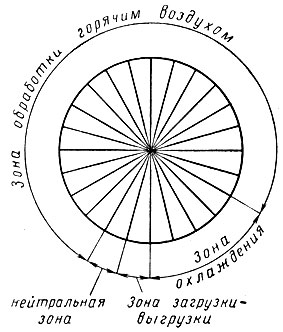
Рис. 116. Схема расположения секций по зонам тепловой обработки в УТОИК
Воздух нагревается электронагревателями и последовательно продувается вентилятором через все секции зоны тепловой обработки. Установка работает с рециркуляцией и выбросом части отработавшего воздуха. Скорость движения воздуха в зоне тепловой обработки 5 м/сек. Температура нагрева воздуха регулируется терморегулятором в пределах 70-130° С. Обувь охлаждается воздухом из цеха, который продувается через секции зоны охлаждения со скоростью 10 м/сек. Время обработки в установке регулируется реле времени в пределах 5-20 мин.
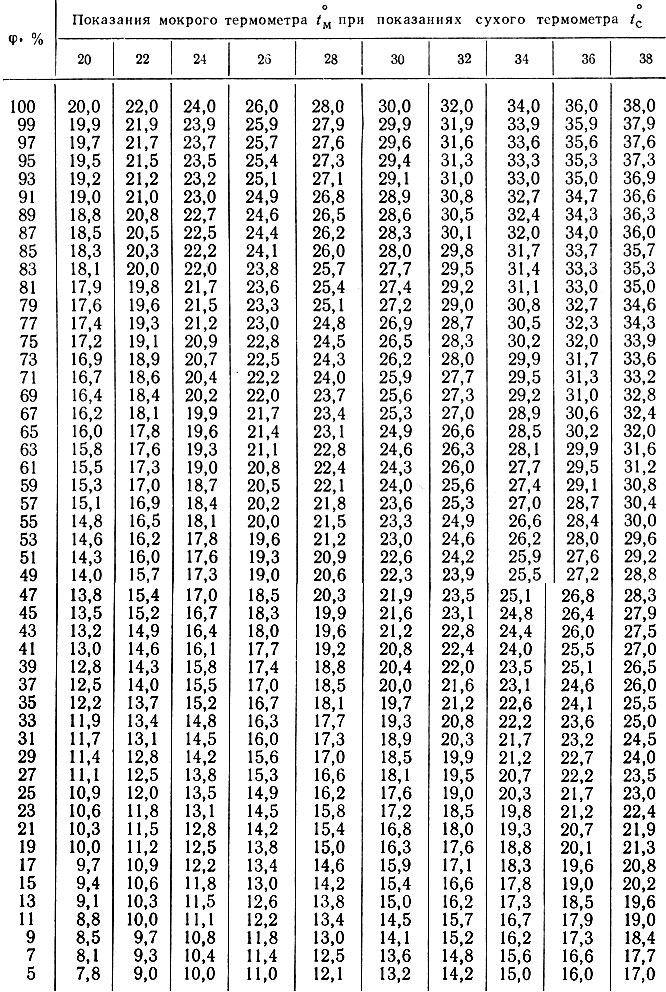
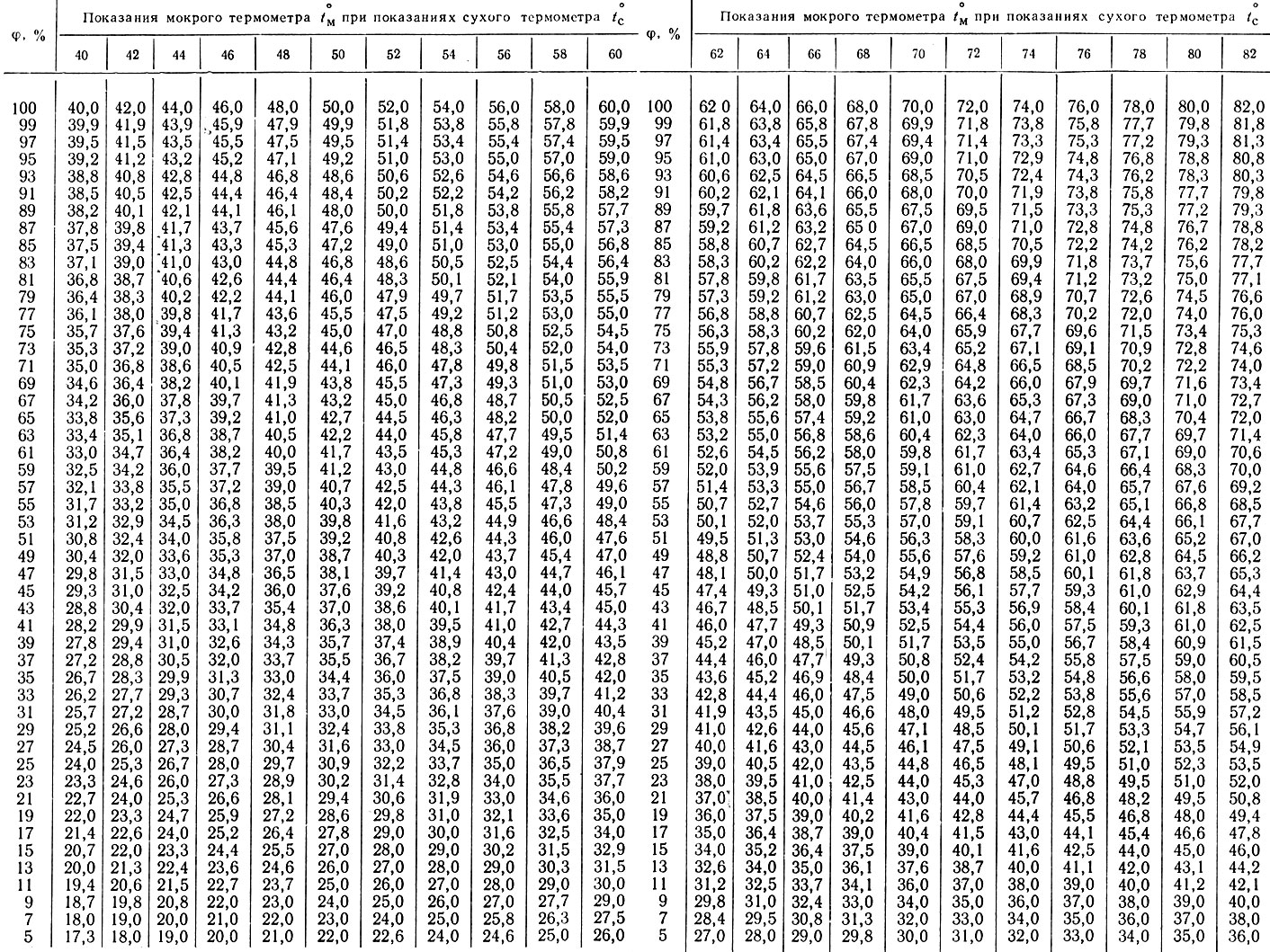
Приложение 1. Психрометрическая таблица для воздуха, движущегося со скоростью 0,5 м/сек
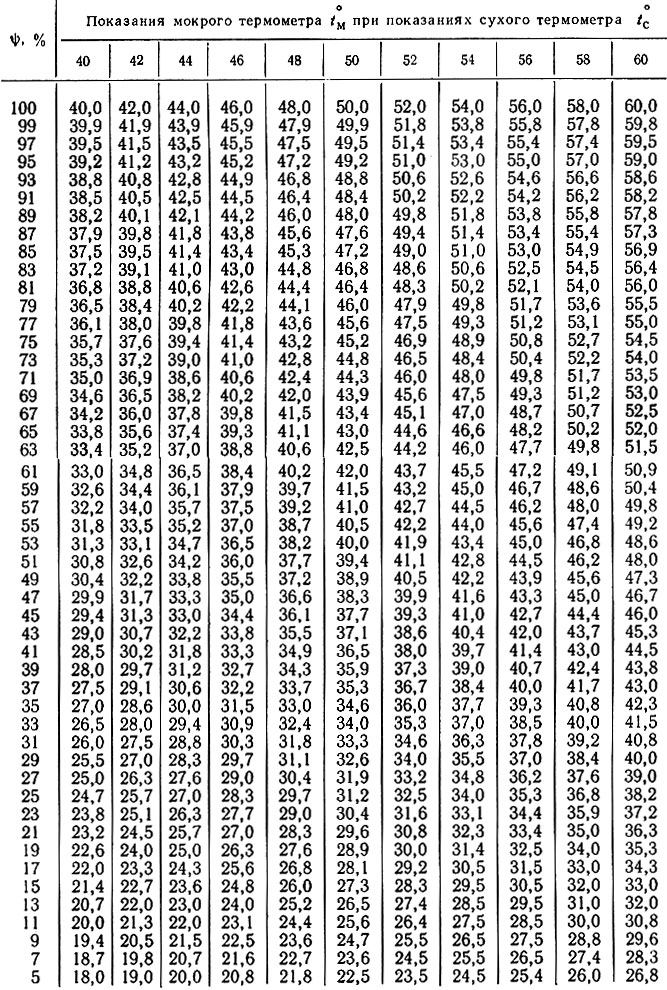
Приложение 1. Продолжение
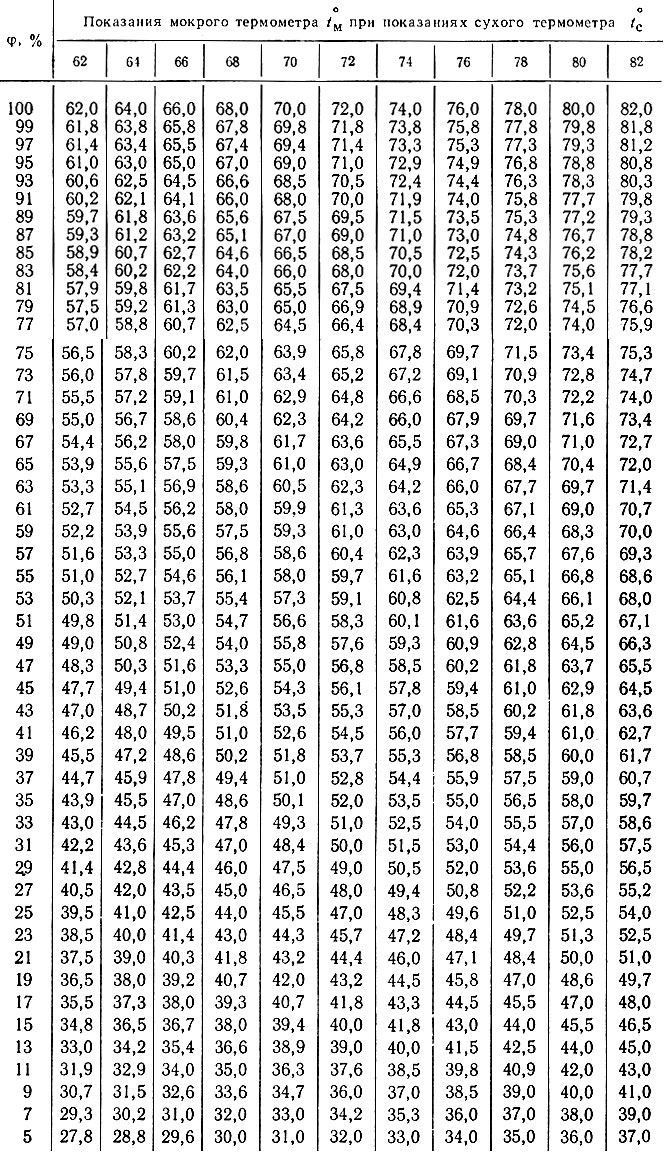
Приложение 1. Продолжение
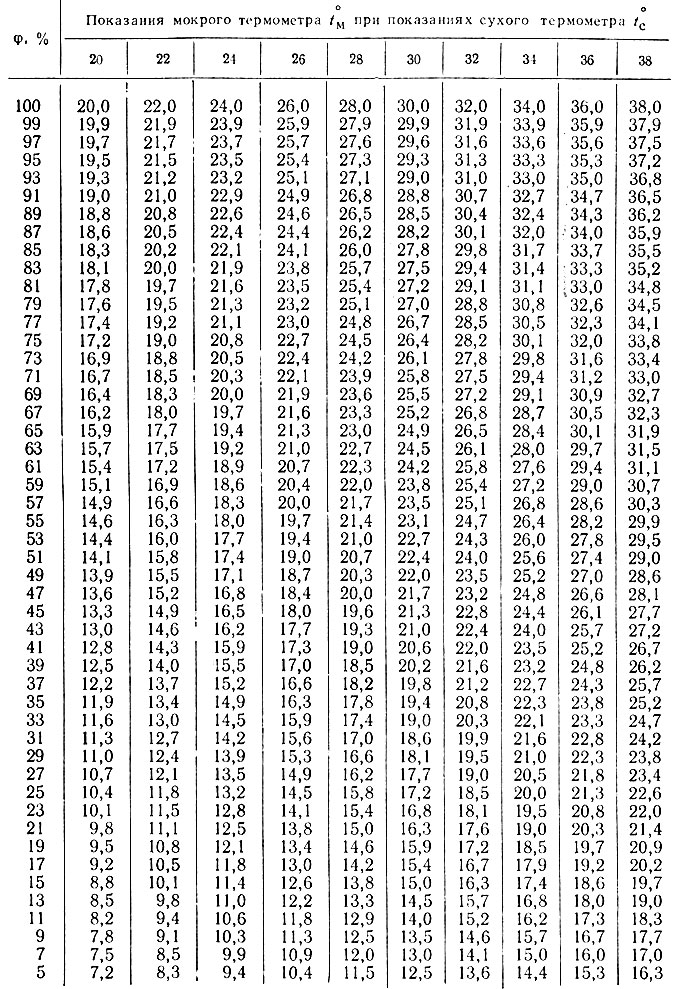
Приложение 2. Психрометрическая таблица для воздуха, движущегося со скоростью 1,0 м/сек
Приложение 2. Продолжение
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"