
2. Установки для влажно-тепловой обработки обуви
Установки для влажно-тепловой обработки обуви, использующиеся в мировой практике, можно разделить по конструкции на 4 типа:
- ротационные (или карусельные) с вращающейся этажеркой или лопастным колесом типа установок фирмы Сатра;
- проходные - туннельные типа установок фирмы БУСМК или Анвер;
- элеваторные с люлькой для обуви типа установок фирмы Си-Ай-Си или Меканика;
- камерные типа установок фирмы Ринальди.
Все установки используются самостоятельно, а проходные могут быть также встроены в конвейерную линию, в этом случае отпадает необходимость перегружать обувь с конвейера в установку и обратно, но затруднена перестановка оборудования на потоке.
Большинство установок имеет зоны обработки влажным и сухим горячим воздухом, некоторые имеют специальную зону охлаждения обуви, а отдельные установки не имеют влажной зоны, т. е. обрабатывают обувь только горячим воздухом.
Во влажной зоне воздух увлажняется и нагревается при подводе пара или испарении воды в водонагревателе установки. Сухой воздух нагревается преимущественно электрическим способом, реже газовым. В отдельных установках обувь нагревается инфракрасными излучателями.
В отечественной промышленности испытана экспериментальная установка для влажно-тепловой обработки обуви ВТОО (конструкция ЦНИИКП и ГПИ-2).
Установка ВТОО состоит из круглого каркаса 1 (рис. 113), внутри которого на полой трубе 5 вращается этажерка 3. Этажерка разбита на 12 секций с тремя полками в каждой. На полке помещается одна пара обуви. Обувь ставится на прижимы следа 4, которые обеспечивают прочное скрепление затяжной кромки со стелькой при клеевой затяжке. Этажерка с обувью вращается и последовательно проходит зону влажной обработки, которая вмещает три секции, горячей обработки - семь секций, охлаждения - одна секция и загрузки-выгрузки - одна секция. В зону влажной обработки подается пар из бачка с водой 13, подогреваемой электронагревателем 7. Избыток пара из зоны удаляется через вытяжную трубу 10. В зону горячей обработки воздух, нагретый электронагревателями 6 в полой трубе, подается вентилятором 16 через коллектор 8, а отсасывается тем же вентилятором в нижней части горячей зоны установки. Отработавший воздух может удаляться через трубу 9, в зону охлаждения воздух подается вентилятором из цеха.
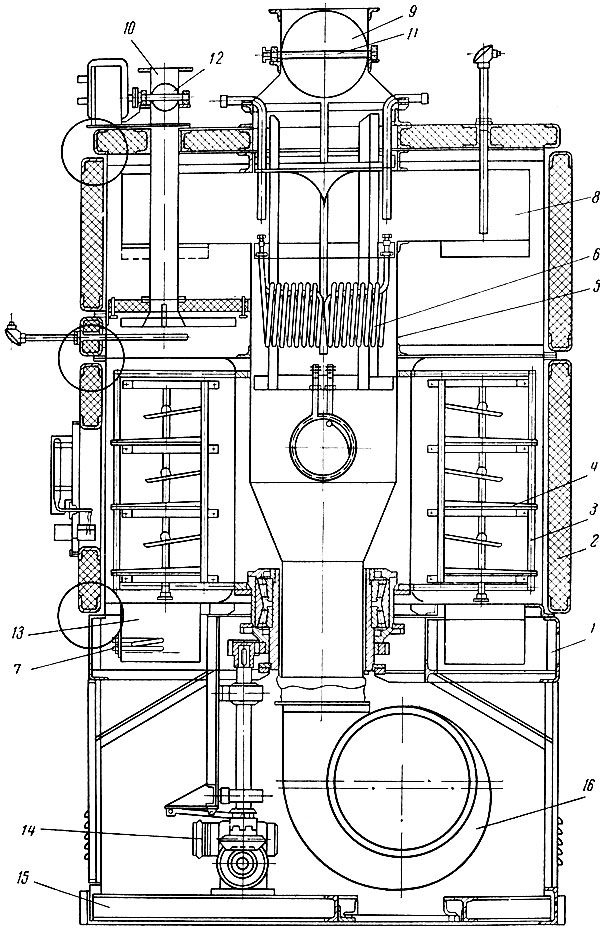
Рис. 113. Установка для влажно-тепловой обработки обуви В ТОО: 1 - каркас; 2 - теплоизоляция; 3 - этажерка; 4 - прижимы следа обуви; 5 - полая труба; 6, 7 - электронагреватели; 8 - коллектор (распределение горячего воздуха); 9, 10 - вытяжная труба; 11, 12 - шибер; 13 - бачок с водой; 14 - привод; 15 - поддон; 16 - вентилятор
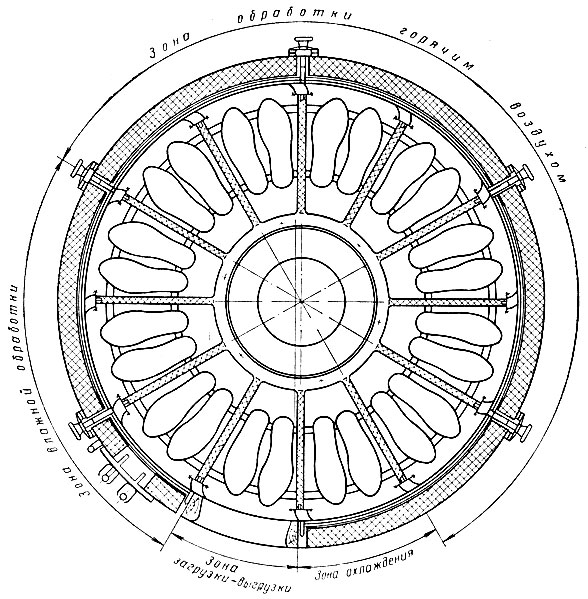
Рис. 113
Температура воздуха в зоне горячей обработки регулируется терморегулятором в пределах 80-140° С; время обработки в заданных пределах регулируется реле времени.
При испытании установки в производственных условиях было показано, что для обработки обуви в зависимости от свойств материалов, входящих в ее конструкцию, могут быть рекомендованы три примерных режима.
Для обуви из кож с натуральным лицом, окрашенным красителями, не меняющими оттенка при нагревании, может быть применен режим интенсивной обработки 1; для обуви из кож с искусственным и облагороженным лицом, с термопластическими элементами в конструкции обуви могут быть рекомендованы менее интенсивные режимы обработки 2 и 3. Обувь, обработанная по рекомендованным режимам, хорошо сохраняет форму.
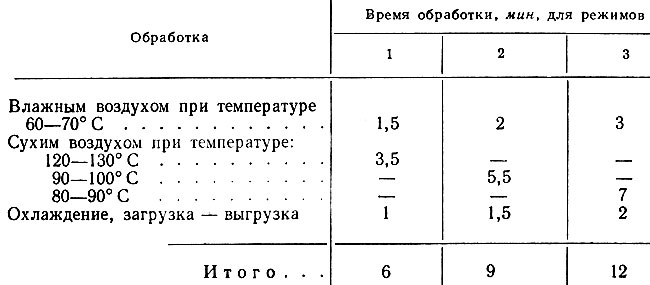
Примерные режимы влажно-тепловой обработки обуви из кож хромового дубления
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"