
V. Влажно-тепловая обработка обуви
1. Режимы влажно-тепловой обработки обуви
Последние годы в обувной промышленности все более широкое применение находят формованные кожкартонные и кожаные задники, термопластичные задники и подноски, эластичные подноски, расплавы и латексные клеи, что приводит к резкому сокращению времени сушки и общей выдержки затянутой обуви на колодках. Для некоторых технологических процессов сушка упразднена, а время выдержки обуви на колодке уменьшено до 1-2 ч.
Упразднение сушки привело к ухудшению внешнего вида обуви, так как без сушки заготовка не плотно облегает колодку, а в затянутой заготовке сохраняются высокие напряжения, которые приводят к потере формоустойчивости обуви.
Для устранения указанного недостатка обувь, которая не нуждается в процессе производства в сушке при повышенных температурах, должна быть подвергнута после формования на колодке специальной влажно-тепловой обработке.
Исследования, проведенные в ЦНИИКП, дали возможность установить режимы влажно-тепловой обработки обуви.
Влажно-тепловая обработка состоит из последовательных процессов, представляющих собой воздействие на затянутую обувь воздухом: влажным теплым, сухим горячим и холодным.
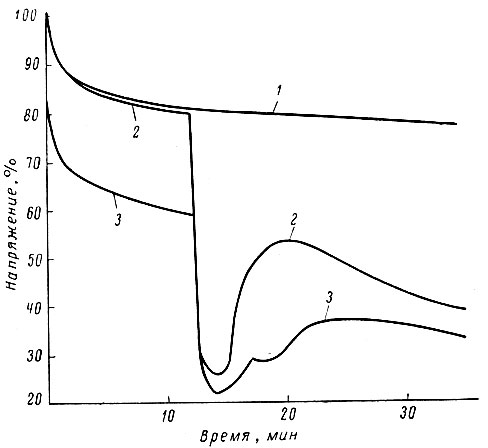
Рис. 112. Кривые изменения напряжения при влажно-тепловой обработке растянутых образцов выростка хромового дубления: 1 - контрольный (без обработки); 2 - воздушно-сухой; 3 - влажный
Изменения напряжения в затянутой обуви, происходящие при влажно-тепловой обработке, можно проследить на образцах (рис. 112). Опытные образцы (кривые 2 и 3) обрабатывали паром в течение 2 мин, нагревали инфракрасными лучами в течение 4 мин, охлаждали на воздухе.
Обработка растянутых образцов кожи влажным теплым воздухом при температуре 60-70° С и относительной влажности 100% вызывает резкое повышение скорости релаксации. За 30 сек обработки влажным воздухом напряжение в растянутых воздушно-сухих образцах падает на 50-60, а во влажных - на 20-30% от начального. За 2 мин обработки как воздушно-сухих, так и влажных образцов достигнуты минимальные напряжения - 21-23% от начального напряжения для растяжения воздушно-сухих образцов. Такие низкие напряжения гарантируют формоустойчивость обуви, затянутой при увлажненных и неувлажненных заготовках.
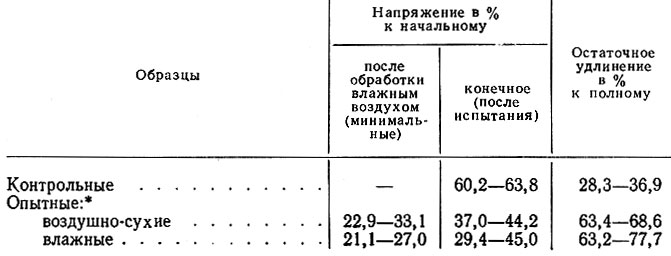
Изменение напряжения в растянутых образцах выростка хромового дубления при влажно-тепловой обработке и остаточного удлинения после 6 мес. хранения (по М. А. Файбишенко)
* (Обработка: влажным воздухом, нагревание инфракрасными лучами, охлаждение воздухом или без охлаждения.)
Нагрев инфракрасными лучами после влажной обработки повышает напряжение до 40-55% для образцов, растянутых в сухом состоянии, и до 30-45% - во влажном. Обработка горячим воздухом приводит к дополнительному равномерному формованию заготовки по колодке; мелкие складки и морщины разглаживаются тем интенсивнее, чем выше температура нагрева изделия. При этом удаляется влага, полученная как при увлажнении заготовок, так и при влажной обработке обуви.
Охлаждение образцов после влажно-тепловой обработки незначительно снижает напряжения; эти напряжения всегда выше достигнутого минимума при влажной обработке.
Величина остаточной деформации соответствует минимальным напряжениям.
Температура воздуха при влажной и тепловой обработке определяется качеством кожи и должна быть ниже ее температуры сваривания. При влажной обработке кож хромового дубления хорошие результаты получены при температуре 60-700 С. Время воздействия влажного воздуха определяется оптимальным спадом напряжения. В обуви обработке доступна только лицевая сторона кожи, поэтому время влажной обработки должно быть больше, чем для образцов кожи, и не менее 1,5 мин.
Температура воздуха при тепловой обработке определяется термостойкостью материалов, применяемых при изготовлении обуви: покрытия кожи (при повышенных температурах возможно выделение пластификаторов, появление пятен, изменение цвета, бронзирование); клеев для клеевой затяжки; внутренних деталей (термопластических задников, подносков); фурнитуры. Температура горячего воздуха в условиях производства должна регулироваться в пределах 80-130° С.
Время обработки обуви в горячей зоне сушилки зависит от температуры воздуха и влажности заготовки и колеблется в пределах 3-6 мин. Для сокращения времени тепловой обработки рекомендуется большая скорость движения воздуха (не менее 5 м/сек). Обувь охлаждается воздухом цеховой температуры при скоростях 3 м/сек и выше в течение 1-2 мин.
После охлаждения температура обуви должна быть такой, чтобы можно было производить дальнейшую ее обработку, а при термопластических покрытиях не возникало повреждения и загрязнения лицевой поверхности кожи.
Влажно-тепловая обработка должна производиться после обтяжно-затяжных операций до горячего формования следа или до взъерошивания затяжной кромки (для обуви клеевого метода крепления подошв).
Обувь может подвергаться только тепловой обработке (без влажной), но в этом случае формоустойчивость повышается меньше, чем при влажно-тепловой обработке.
Увлажнение заготовок перед обтяжно-затяжными операциями рекомендуется и при влажно-тепловой обработке обуви, так как оно способствует снижению усилий формования и уменьшению расхода материалов на пару обуви. В случае использования только тепловой обработки увлажнение заготовок необходимо.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"