
Задники
Задники одинарные из кожи и кожкартона
Нормативные требования к задникам одинарным (ОСТ 17-12-83) приведены в табл. 14.
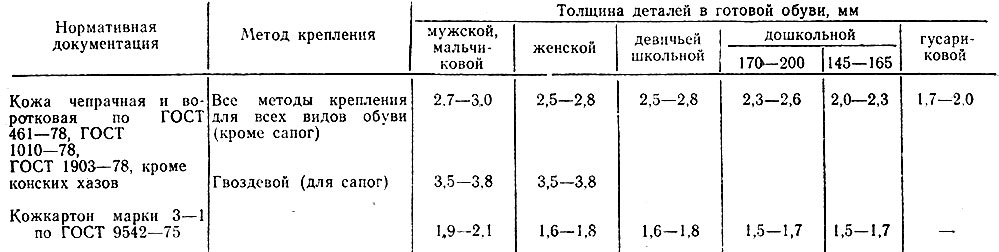
Таблица 14
- Выравнивание задника по толщине.
- Шлифование задника с лицевой поверхности, удаление пыли.
- Спускание краев задника.
- Шлифование задника с бахтармяноп поверхности, удаление пыли.
Примечание. Операции 1, 2, 4 выполняются для задника из натуральной кожи.
Технологические процесс
А. Задник выравнивают с бахтармяноп поверхности. Толщина задника в готовом виде должна соответствовать требованиям нормативно-технической документации, а припуск на дальней Шую обработку составлять 0,1-0,5 мм. Толщину задника замеряют в трех точках на расстоянии 1/3 высоты от подошвы полиции заднего шва и в крыльях по ГОСТ 9133-78.
В. Машина ДН-3-О, 05260/Р1, 05095/Р1 для выравнивания по толщине деталей низа обуви; толщиномер ТР 25-100 по ГОСТ 11358-74.
А. Задник шлифуют с лицевой поверхности так, чтобы не было выхватов. Обработанный задник очищают от пыли.
В. Полуавтомат 04163/Р
для шлифования плоских неприкрепленных деталей низа; шлифовальная шкурка № 20-63 по ГОСТ 5009 82, шлифовальные круги № 50, 60 по ГОСТ 2424-83, алмазный барабан ЛБ-1 марки АСРЭ1 КЮ0 по ТУ 037-107-75.
А. Задник равномерно спускают с бахтармяной поверхности по всему периметру. Ширина и толщина спущенного края должна кютветствовать нормативам, приведенным в табл. 15.
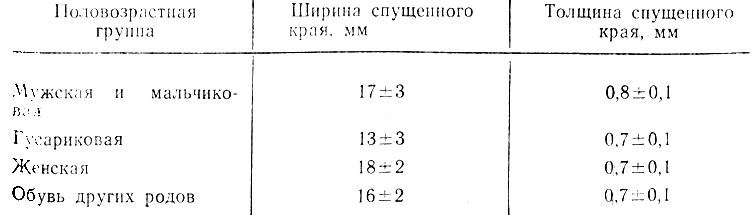
Таблица 15
При спуске краев задника одной матрицей на три размера ширина спуска в крыльях должна быть в пределах 10-20 мм.
В. Полуавтомат 05229/Р1 или 05167/Р3 для спускания краев задников, АСГ-12, линейка металлическая измерительная 0-150 по ГОСТ 427-75, толщиномер ТР 25-100 по ГОСТ 11358-74.
Примечание. Для сандальной и сандально-клеевой обуви всех родов ширина спуска нижнего края 10-12 мм.
А. Задник равномерно шлифуют с бахтармяной поверхности по всей поверхности так, чтобы не было выхватов и переход от неспущенной части к спущенной был плавным. Задники с нелицевой поверхности по всей площади должны быть прошкурены до нормативной толщины. Крылья задников по характеру обработки и толщине должны быть одинаковыми. С обработанной поверхности задника удаляют пыль.
В. Машина ШН-1-О, 04127/Р10 для шлифования деталей низа обуви, полуавтомат 04163/Р3, машина ХПП-3-О, толщиномер ТР 25-100 по ГОСТ 11358-74, шлифовальная шкурка № 32-63 по ГОСТ 5009-82, шлифовальные круги № 50, 60 по ГОСТ 2424-83, алмазный барабан АБ-1 марка АСРЭ1 по ТУ 037-107-75, волосяные щетки.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"