
Стельки для рантового метода крепления
Нормативные требования к стелькам рантового метода крепления приведены в табл. 4.
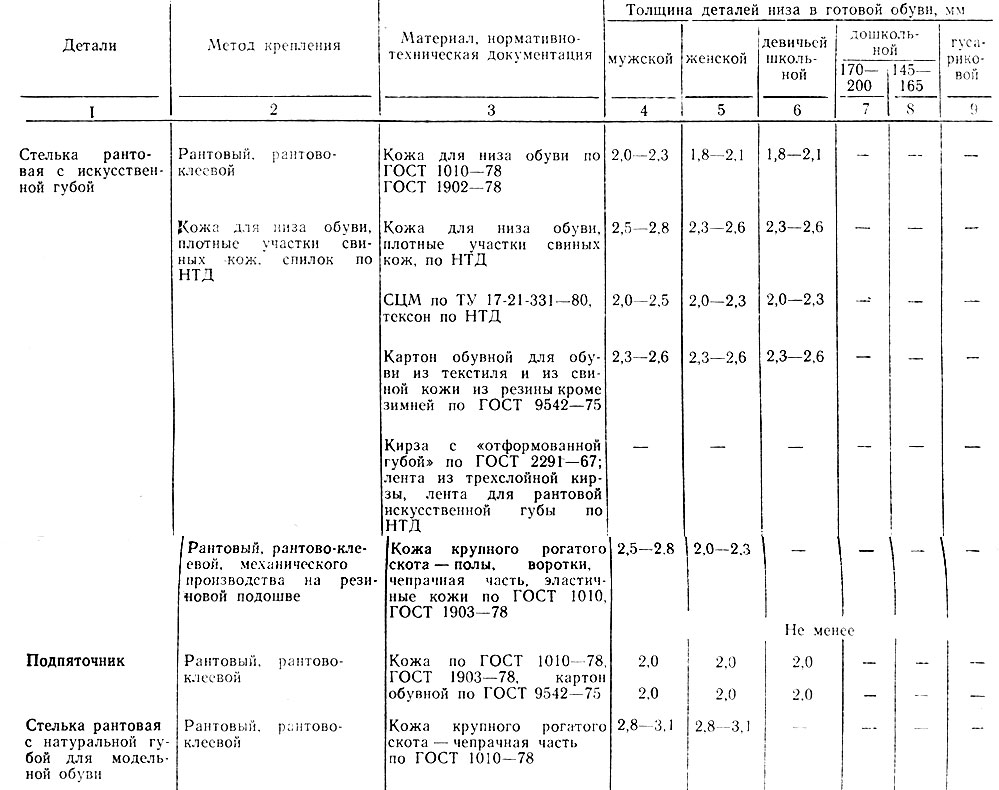
Таблица 4
А. Стельку обтягивают по всему периметру. Обтяжка должна плотно облегать стельку с торца и с обеих сторон на ширину 10-15 мм от края.
В. Машина 235 фирмы "БУСМК" или машина RP 66/ТА фирмы "Сагитта" (Италия), RP-80 фирмы "Сагитта", Com 33A, Com 4S для окантовки стелек на клей расплав., линейка металлическая измерительная по ГОСТ 427-75.
А. Стельку обтягивают со стороны прокладки из поролона. Обтяжка должна облегать след стельки без морщин и складок и заходить на противоположную сторону на ширину 10-15 мм.
В. Линейка металлическая измерительная по ГОСТ 427-75.
А. Слои стельки накладывают так, чтобы края их совпадали. Сдвиг не должен превышать 1 мм. Стельки сострачивают одной строчкой по всему контуру со стороны войлока. Строчка должна быть на расстоянии 8-10 мм от края стельки. Число стежков на длине 10 мм - 2,5-3,0.
Б. Нитки № 00; иглы 4 Д № 190-210.
В. Машина 23 кл. ПО Подольскшвеймаш; ножницы, нож, линейка металлическая измерительная по ГОСТ 427-75.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"