
Общий перечень операций обработки стельки для обуви клеевого, литьевого, прошивного, доппельного, гвоздевого методов крепления и метода прессовой вулканизации
- Выравнивание стельки по толщине.
- Шлифование стельки из кожи с лицевой и бахтармяной поверхности.
- Пробивка отверстий для протяжки союзочных ремней.
- Удаление пыли.
- Надсечка пучковой части стельки.
- Спускание прямого края носочной накладки.
- Спускание края полустельки и подпяточника.
- Вырезание желоба в полустельке под металлический геленок.
- Вырезание желоба в полустельке склеенной со стелькой.
- Пробивание паза и отверстий для прикрепления металлического геленка к полустельке.
- Прикрепление кармана для геленка.
- Снятие фаски стельки.
- Предварительное формование полустельки.
- Прикрепление металлического геленка к полустельке.
- Прикрепление металлического геленка к стельке.
- Нанесение клея на стельку, полустельку с металлическим теленком, фигурную стельку, носочную накладку, простилку, сушка клея и склеивание слоев стельки.
- Крепление стельки с полустелькой с помощью текса.
- Прикрепление подпяточника.
- Выравнивание по периметру сдублированных слоев стельки, стельки с полустелькой или с подпяточником.
- Снятие фаски в пяточно-геленочной части стельки с полустелькой.
- Формование стельки.
- Пробивание центрирующих отверстий в пяточной части стельки.
- Формование стельки с одновременным пробиванием отверстий в носочной и пяточной частях.
- Клеймение размера и фасона на ленте тексона, вырубка стельки с одновременным пробиванием установочного отверстия.
- Центрирование стельки, пробивка отверстии под литник.
- Продольное разрезание стельки в пяточно-геленочной части, комплектовка стелек и укладка их в накопительные стеллажи.
- Установка стельки в преесформу и заливка пластмассового геленка с одновременным формованием стельки.
- Обрезка литника и снятие заусениц.
- Нанесение клея на стельку и склеивание с прокладкой из поролона.
- Нанесение клея по периметру стельки, на обтяжки, сушка клея.
- Обтяжка стельки по периметру.
- Обтяжка стельки по площади.
- Сострачивание слоев вкладной стельки по периметру.
Стелька одинарная из натуральной кожи для обуви клеевого, гвоздевого, ниточных методов крепления и метода прессовой вулканизации
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной
поверхностей.
5/3. Надсечка пучковой части стельки.
12/4. Снятие фаски по периметру.
4/5. Удаление пыли.
11/6. Прикрепление кармана для геленка.
21/7. Формование стельки.
22/8. Пробивание центрирующих отверстий в пяточной части стельки.
3/9. Пробивание, отверстий для протяжки союзочных ремней.
Примечания:
- В операции 2 допускается шлифование кожаной стельки только с лицевой поверхности для зимней! обуви с вкладной стелькой из картона, сдублированного с утеплявшими материалами.
- Операция 3 выполняется для стельки, прикрепляемой в обуви клеевого, доппельного, прошивного, бортового, "Парко" методов крепления.
- Операция 6 рекомендуется для обуви клеевого метода крепления с подошвой из резины и обуви метода прессовой вулканизации.
- Операция 8 выполняется для обуви метода прессовой вулканизации и обуви, изготовляемой на линиях ПЛК-О.
- Операция 4 - рекомендуемая.
Стелька одинарная из натуральной кожи с подпяточником из кожи и картона для обуви клеевого метода крепления
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
5/3. Надсечка пучковой части стельки.
7/4. Спускание прямого края подпяточника.
12/5. Снятие фаски стельки по периметру.
4/6. Удаление пыли.
18/7. Прикрепление подпяточника.
21/8. Формование стельки.
Примечание. Операция 5 - рекомендуемая.
Стелька из натуральной и искусственной кожи с картонной полустелькой для обуви клеевого, литьевого, ниточных методов крепления и прессовой вулканизации
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/3. Удаление пыли.
5/4. Надсечка пучковой части стельки.
7/5. Спускание краев полустельки.
16/6. Нанесение клея на стельку и полустельку, сушка клея и склеивание частей стельки.
20/7. Снятие фаски в пяточно-геленочной части стельки с полустелькой.
9/8. Вырезание желоба в полустельке, склеенной со стелькой.
22/9. Пробивание центрирующих отверстий в пяточной части стельки.
21/10. Формование стельки.
Примечания:
- Операции 1, 2, 3 исключаются для стельки из искусственной кожи.
- Операция 8 выполняется для обуви метода прессовой вулканизации.
- При использовании кожаной стельки с полустелькой для обуви прессовой вулканизации применяется дополнительная резиновая прокладка, наклеиваемая на пучковую часть стельки.
- Допускается скрепление стельки с полустелькой с помощью текса для детской обуви.
Стелька из натуральной и искусственной кожи с картонной полустелькой и металлическим теленком, вклеенным между ними, с носочной накладкой и без нее для обуви клеевого, литьевого методов крепления и метода прессовой вулканизации на низком и среднем каблуках
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/3. Удаление пыли.
5/4. Надсечка пучковой части стельки.
7/5. Спускание края полустельки.
6/6. Спускание прямого края носочной накладки.
8/7. Вырезание желоба в полустельке под металлический геленок.
16/8. Нанесение клея на стельку, полустельку, носочную накладку, сушка клея и склеивание слоев стельки.
20/9. Снятие фаски в пяточно-геленочной части стельки с полустелькой.
22/10. Пробивание центрирующих отверстий в пяточной части стельки.
22/11. Формование стельки.
Примечания:
- Операции 1, 2, 3 исключаются для стельки из искусственной кожи.
- Операция 6 выполняется для стельки с носочной накладкой.
- Операция 10 выполняется для стельки, предназначенной для обуви прессовой вулканизации.
- Для обуви на клиновидном каблуке клеевого метода крепления допускается применение стельки с полустелькой без металлического геленка.
Стелька из натуральной и искусственной кожи с картонной полустелькой с закрепленным на ней металлическим теленком на блочки для обуви клеевого, литьевого методов крепления и метода прессовой вулканизации на высоком и особо высоком каблуках
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной
поверхностей.
5/3. Надсечка пучковой части стельки.
7/4. Спускание края полустельки.
8/5. Вырезание желоба в полустельке под металлический геленок.
13/6. Предварительное формование полустельки.
14/7. Прикрепление металлического теленка к полустельке.
16/8. Нанесение клея на стельку, полустельку с металлическим теленком, сушка клея и склеивание слоев стельки.
20/9. Снятие фаски в пяточно-геленочной части стельки с полустелькой.
21/10. Формование стельки.
Примечания:
- Операции 1, 2, 3 выполняются для стельки из кожи.
- Операция 5 может быть заменена операцией пробивание паза и отверстий для прикрепления металлического теленка.
- Операция 6 рекомендуется для полустельки из картона повышенной жесткости.
- Операция 7 исключается при применении металлического теленка с шипами.
Стелька из искусственных кож с пластмассовым теленком для обуви клеевого метода крепления
24/1. Клеймение размера и фасона на ленте тексона, вырубка стельки с одновременным пробиванием установочного отверстия.
25/2. Центрирование стельки, пробивка отверстий под литник.
26/3. Продольное разрезание стельки в пяточно-геленочной части.
27/4. Установка стельки в прессформу и заливка пластмассового геленка с одновременным формованием стельки.
28/5. Обрезка литника и снятие заусениц.
Примечание. Операции 2, 5 выполняются при использовании оборудования конструкции Ворошиловградского ПОО.
Стелька из натуральных и искусственных кож с полустелькой из картона и металлическим теленком между ними для обуви, изготовляемой на линиях ПЛК-1-0, ПЛК-2-0
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/3. Удаление пыли.
5/4. Надсечка пучковой части стельки.
7/5. Спускание края полустельки.
8/6. Вырезание желоба в полустельке под металлический геленок.
16/7. Нанесение клея на стельку, полустельку, сушка клея и склеивание слоев стельки.
20/8. Снятие фаски в пяточно-геленочной части стельки с полустелькой.
23/9. Формование стельки с одновременным пробиванием отверстий в носочной и пяточной частях.
Примечание. Операции 1, 2, 3 исключаются для стельки из искусственных кож.
Стелька из натуральных и искусственных кож с фигурной простилкой, металлическим теленком и полустелькой из картона с обтяжкой и без нее для летней открытой обуви клеевого, литьевого методов крепления на низком, среднем, высоком и особо высоком каблуках
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
7/3. Спускание края полустельки.
8/4. Вырезание желоба в полустельке под металлический геленок.
16/5. Нанесение клея на слои комбинированной стельки, полустельку и склеивание слоев стельки.
19/6. Выравнивание по периметру сдублированных слоев стельки с полустелькой.
30/7. Нанесение клея по периметру стельки, на обтяжки, сушка клея.
31/8. Обтяжка стельки по периметру.
Примечания:
- Операция 4 может быть заменена операцией "пробивание паза и отверстии для прикрепления супинатора." с введением операции "прикрепление металлического геленка к полустельке с помощью блочки.
- В открытой обуви на высоком и особо высоком каблуках полустельку рекомендуется изготовлять из картона повышенной жесткости.
- Операции 7, 8 могут быть заменены операцией "обжиг по периметру видимого края стельки" или исключены при применении подошвы с декоративным рантом.
- Операция 7 исключается при обтяжке стельки с применением клея-расплава.
- Операции 7, 8 могут выполняться на пошивочном потоке.
- Фигурная простилка из картона должна иметь вырубленные края для ремешков в соответствии с моделью заготовки.
Стелька основная (вкладная) из искусственных кож с обтяжкой по всей площади для обуви клеевого и выворотного методов крепления
2/1. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/2. Удаление пыли.
29/3. Нанесение клея на стельку и склеивание с прокладкой из поролона.
30/4. Нанесение клея по периметру стельки, на обтяжки, сушка клея.
32/5. Обтяжка стельки по площади.
Примечание. Операции 1, 2 выполняются для стельки из картона марки С-1.
Cтелька двуслойная из натуральных кож для обуви гвоздевого метода крепления
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/3. Удаление пыли.
16/4. Нанесение клея на стельку, сушка клея и склеивание слоев стельки.
19/5. Выравнивание по периметру сдублированных слоев стельки.
12/6. Снятие фаски стельки.
21/7. Формование стельки.
Примечание. Операция 5 - рекомендуемая.
Стелька комбинированная из кожи и картона с металлическим теленком и простилкой для обуви метода прессовой вулканизации
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/3. Удаление пыли.
16/4. Нанесение клея на стельку, сушка клея и склеивание слоев комбинированной стельки.
15/5. Прикрепление металлического геленка к стельке.
16/6. Нанесение клея на простилку и склеивание со стелькой и металлическим теленком.
22/7. Пробивание центрирующего отверстия в пяточной части стельки.
21/8. Формование стельки.
Примечания:
- Стельку рекомендуется применять для производственной обуви.
- Операция 6 может выполняться на пошивочном потоке.
Стелька комбинированная из натуральной кожи и картона для обуви клеевого, литьевого, ниточных методов крепления и горячей вулканизации на низком и среднем каблуках
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
4/3. Удаление пыли.
16/4. Нанесение клея на стельку, сушка клея и склеивание слоев стельки.
9/5. Выравнивание по периметру сдублированных слоев.
5/0. Надсечка пучковой части стельки.
2/7. Пробивание центрирующих отверстии в пяточной части стельки.
21/8. Формование стельки.
Примечание. Операция 7 выполняется для стельки в обуви метода прессовой вулканизации.
Стелька из картона комбинированная для обуви метода прессовой вулканизации
1/1. Прикрепление кармана для геленка.
22/2. Пробивание центрирующих отверстий в пяточной части стельки.
21/3. Формование стельки.
Стелька вкладная из картона и утепляющих материалов
Перечень операций
33/1. Сострачивание слоев вкладной стельки по периметру.
Технологический процесс
А. Стелька или кожаный слой стельки выравнивается с бахтармяной поверхности. Толщина стельки после выравнивания должна соответствовать требованиям нормативно-технической документации, с учетом припуска на дальнейшую обработку. Допускается разница в толщине отдельных деталей в партии не более 0,3 мм. Толщину стельки измеряют по ГОСТ 9133-78 по оси в середине пучковой части.
В. Машина ДН-3-0, 05260/Р1, 05332/Р1, 05095/Р1, СПК-0 для выравнивания по толщине деталей низа обуви, толщиномер ТР 25-100 по ГОСТ 11358-74.
Примечания:
- Для снижения веса и повышения гибкости обуви рекомендуется использовать нижние пределы толщин, указанные в нормативно-технической документации.
- Операция исключается при использовании стельки из искусственных кож.
А. Кожаную стельку шлифуют с лицевой и бахтармяной поверхностей равномерно, без выхватов и пропусков. Отшлифованную поверхность очищают от пыли.
В. Полуавтомат 04163/РЗ, ШН-1, ВОП-0 для шлифования плоских неприкрепленных деталей низа обуви; абразивный "руг № 50, 60 по ГОСТ 2424-83, абразивный барабан А-Б-1 марки АСРЕ1К 100 по ТУ 037-107-75, шлифовальная шкурка № 63-100 по ГОСТ 5009-82, толщиномер типа ТР 25-100 (ГОСТ 11358-74).
Примечание. Допускается шлифование кожаной стельки только с бахтармяной поверхности для зимней обуви с вкладной стелькой из картона, сдублированной с утепляющими материалами.
А. Кожаную стельку пробивают по одной полупаре. Длина и ширина отверстий в кожаной стельке для протяжки союзочных ремней определяется в зависимости от ширины ремней заготовки верха.
В. Машина типа конструкции Днепропетровского производственного обувного объединения для пробивки отверстий в стельке, набор пуансонов и матриц.
А. Отшлифованные поверхности стельки очищают от пыли.
В. Машина ХПП-3-О, 04218/Р7, волосяные щетки, ВОП-О.
Примечание. Операция исключается при шлифовании стельки на оборудовании с одновременной очисткой поверхности от пыли.
А. Стельку надсекают с неходовой поверхности прерывающимися линиями параллельно линии пучков. Надрезы должны; быть расположены симметрично по отношению к линии пучков. Параметры надсечки и расстояние между линиями надрезов устанавливаются лабораторией фабрики.
В. Машина для надсечки стелек типа конструкции Ленинградского производственного обувного объединения "Скороход", машина НП-С-О, линейка металлическая измерительная по ГОСТ 427-75.
Примечание. Операция выполняется для стельки из кожи.
А. Края носочной накладки плавно спускают по линии прямого среза на ширину 10-12 мм. Толщина спущенного края 1±0,2 мм.
В. Машина АСГ-12 или 04211/Р6 для спускания краев деталей низа обуви; линейка металлическая измерительная по ГОСТ 427-75, толщиномер ТР 25-100 по ГОСТ 11358-74.
А. Края полустельки плавно спускают по всему периметру или по переднему краю, а подпяточник - по переднему краю. Толщина спуска по переднему краю 0,8-1,0 мм, а в геленочной части в направлении к пяточной части увеличивается до 2,0 мм. Ширина спуска по переднему краю 12-17 мм, пяточно-геленочному краю 8-14 мм для полустельки, для подпяточника по линии прямого среза, ширина спуска 10-12 мм.
В. Машина АСГ-12 или 04211/Р6, 05185/Р2 для спускания Фаев деталей низа обуви, СПК-6 для выравнивания, спускания, порезирования ПЛСКБ КОМ, машина мод. А-33 фирмы "Коголо" (Италия) для спускания краев с автоматической Загрузки, машина S3T фирмы "Бруджи" (Италия), линейка металлическая ГОСТ 427-75, толщиномер типа ТР 25-100 (ГОСТ 11358-74).
А. Желобление под геленок производят с неспущенной стороны полустельки. Желоб на полустельке должен быть расположен по центру условной оси симметрии пяточной части. Глубина желоба 0,8±0,2 мм, ширина вынутого желобка - '15 мм.
В. Машина модели NFM13A фирмы "Морбах" (ФРГ), машина модели АУ-26 фирмы "Анвер" (Франция) для вырезания желоба, фрезы с пластинами "видиа" шириной 12,5 и 14,5 мм, линейка измерительная ГОСТ 427-75, штангенциркуль ШН-1/0125.01 ГОСТ 2291-77.
Примечание. Операция исключается при применении полустельки с пазом и отверстиями для укладки и крепления теленка.
А. Желобление под геленок производится на полустельке, склеенной со стелькой. Желоб на полустельке должен быть расположен по центру условной оси симметрии пяточной части стельки. Глубина желоба 2,0±0,5 мм. Расстояние между линией пяточного закругления и краем желоба представлена в табл. 2.
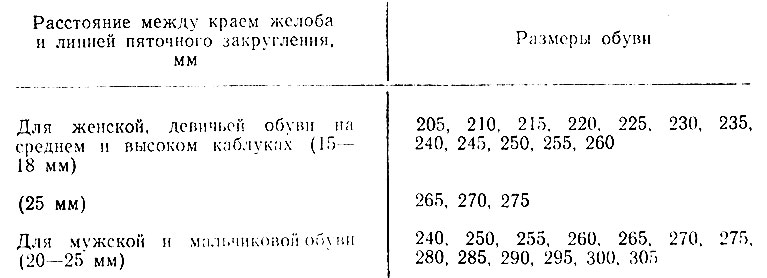
Таблица 2
В. Машина МЖС-О, машина мод. NFM-13A фирмы "Морбах" для вырезания желоба, фрезы с пластинами "видиа" шириной 10,0±1,0 мм, линейка измерительная по ГОСТ 427-75, штангенциркуль ШН 1/0125.01. по ГОСТ 2291-77.
А. Для прикрепления и укладки металлического геленка в полустельке пробивают два отверстия и продольный паз. Диаметр отверстий 3 мм, размеры паза определяют формой и размером геленка. Отверстия и паз для укладки металлического геленка должны быть расположены строго по условной оси симметрии стельки.
Для пробивания отверстий полустельку вкладывают в спешальные кассеты, подобранные в соответствии с размером стелек и устанавливаемые на столике машины. Пробивка отверстий в полустельке производится с внутренней стороны.
В. Машина типа конструкции Московского объединения по производству деталей низа "Пролетарий" для пробивки отверстий и паза в полустельке для крепления металлического геленка кассеты.
А. Карман из футора накладывают на стельку симметрично ее боковым сторонам так, чтобы закругленная часть кармана доходила до гофр-ориентира линии расположения кармана для геленка. Карман прикрепляют к стельке со стороны картонного слон двумя скобками, расположенными по его середине на расстоянии 5 мм от боковых сторон кармана.
Б. Проволока сечением 1,07×0,63 мм.
В. Машина 04040/Р1 для скрепления деталей низа скобками; линейка металлическая измерительная по ГОСТ 427-75.
А. Стельку спускают с нелицевой стороны по всему периметру. В стельках, предназначенных для склеивания с полустелькой, спуск производят по пяточно-геленочной части. Ширина и толщина спущенного края для одинарных и "комбинированных стелек 1,0-1,5 мм, для стелек с полустельками спуск в пяточно-геленочной части должен составлять от 1,5 до 4 мм.
В. Машина модели BGF-8 фирмы "Морбах" для подфрезерования стелек в геленочной и пяточной частях, машина А-16 фирмы "Анвер" для снятия фаски по грани, полуавтомат 2 фирмы "БУСМК" (Англия), линейка металлическая измерительная по ГОСТ U358-74.
Примечание. Допускается спускать одинарные стельки только по пяточно-геленочной части.
А. Полустельку формуют по одной полупаре. Профиль следа слустелькн после формования должен совпадать с профилем еталлического геленка.
Режим формования полустельки устанавливается лабораторией фабрики.
В. Прессы 05020/Р2, 05020/Р4 для формования подошвы и стельки, машина типа Р-55 фирмы "Анвер" машина модели 52 ES фирмы "Шен" (ФРГ), проходное приспособление для изгибания полустельки конструкции ЦНИИКП представлено на рисунке, пресс модели ПФГ-1-0.
Примечание. Операция рекомендуется для предварительного формования полустельки из картона повышенной жесткости ТУ 17-21-321--80.
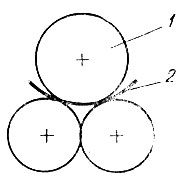
Рисунок: 1 - транспортирующие валки; 2 - полустелька
А. Металлический геленок вкладывают в желоб или паз полустельки выпуклой стороной в соответствии с гофрой, указывающей расстояние между концом металлического геленка и линией пяточного закругления полустельки, и прикрепляют одной или двумя блочками, заклепками или хольнитенами. Параметры расположения металлических геленков на полустельках устанавливаются в соответствии с утвержденной рабочей документацией на геленки металлические. В табл. 3 приведены параметры расположения геленков на полустельках для обуви с различной высотой каблука.
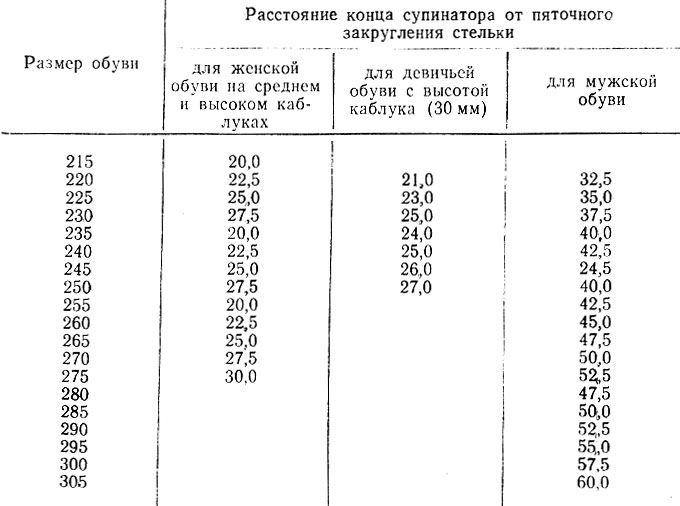
Таблица 3
Б. Блочки Б-24 ОСТ 17-192-78, закрепки ЗП-54 по ОСТ 17-600-81 "Закрепки и гвозди для изделий легкой промышленности" для прикрепления геленка, проволока сечением 1,07×0,6 мм.
В. Машина МКС-С-О, машина модели НА фирмы "Альбеко" (ФРГ), модели 375 фирмы "Сигма" (Италия), машина мод. 97 фирмы "Морбах", машина типа конструкции Московского объединения по производству деталей низа "Пролетарий", микрометр МК 0-25 мм.
Примечания:
- Допускается крепление металлического геленка к полустелькам без желобления. При применении металлического геленка без желобления его накладывают по условной оси симметрии полустелек.
- Операция крепление металлического геленка на блочки исключается при применении металлического геленка с шипами.
- При применении подошвы с клиновидным каблуком металлический теленок не применяется.
А. Металлический геленок накладывают вдоль стельки по условной оси симметрии выпуклой стороной так, чтобы конец с отверстиями доходил до гофр-ориентира конца металлического геленка в пяточной части и прибивают двумя тексами или блочками. Прикрепление металлических геленков к стелькам из СЦМ или тексона для обуви на высоком каблуке производят после их формования. Металлический геленок вкладывают в желоб стельки выпуклой стороной так, чтобы отверстия металлического геленка совпали с отверстиями на стельке и прикрепляют его блочками.
Б. Блочки по ОСТ 17-192-78 стальные никелированные типа Б-24, заклепки ЗП-54 по ОСТ 17-600-81.
В. Машина МКС-С-О, машина модели НА фирмы "Альбеко", машина модели 375 фирмы "Сигма", машина мод. 97 фирмы "Морбах".
А. На склеиваемые поверхности стельки, полустельки, полустельки с металлическими геленками, накладки, простилки, фигурные стельки наносят ровный слой клея и подсушивают при температуре окружающей среды в течение 5-7 мин. Промазанные клеем слои стельки складывают так, чтобы они совпадали по контуру и дублируют пропусканием между рабочими валками машины. Слон стельки должны быть прочно без зазоров склеены, а их края должны совпадать.
Склеивание стельки с полустелькой, накладкой или подпяточником может производиться и без предварительной подсушки клея. На детали стельки наносят клей по всей склеиваемой поверхности, после чего производят сборку стельки с полустелькой, накладкой и другими деталями с укладкой их в кассеты. Уложенные в кассеты 10-15 полупар стелек прессуют. Режим прессования определяется видом используемого клея и устанавливается лабораторией.
Б. Для оклеивания с подсушкой - наиритовые клеи (рецепт 1а, б, в, д, е) с концентрацией 23-25%, клеи из натурального каучука (рецепт 12в, г). Для склеивания с сушкой в процессе прессования - латексные клеи на основе хлоропреновых латексов (рецепт 9а, б), казеиновый клей (рецепт 15), поливинил-ацетатный клей (рецепт 11).
В. Машина для намазки клеем плоских деталей низа обуви типа конструкции Московского объединения по производству деталей низа обуви "Пролетарий", машина модели 1016 L фирмы "Гестика" (ФРГ); машина модели В фирмы "БУСМК";, пневматический пресс типа конструкции ЛПОО "Скороход" для склеивания стелек с полустельками, машина S 1906 (Италия) для нанесения клея на полустельки с прикрепленным металлическим теленком; кисти по ГОСТ 10597-80, сушило СП-О, сушило СОХ-38, ES фирмы "Бруджи", часы электровторичные по ГОСТ 22527-77.
А. Полустельку накладывают на стельку так, чтобы контуры их совпадали и со стороны полустельки крепят на 2 текса. Один текс крепится в пяточной части на расстояние 20-25 мм от линии пяточного закругления, а другой на расстоянии 10-15 мм от конца спущенного дсрая полустельки.
Б. Текс № 7 автоматный.
В. Машина 3В-1, линейка металлическая измерительная по ГОСТ 427-75.
А. Подпяточник накладывают на пяточную часть стельки так, чтобы контур подпяточника совпадал с контуром стельки и прикрепляют тремя скобками или тексами. Два текса (или скобки) располагают на расстоянии 10-12 мм от прямого среза, один на расстоянии 5-7 мм от края пяточного закругления стельки.
Б. Текс машинный № 12-15, проволока скобочная сечением 1,07×0,63 мм или 1,1×0,65 мм.
В. Машина ППС-С, 04054/Р1, машина модели 5 фирмы "БУСМК", машина ПДН-1-0, молоток, скобковытаскиватель линейка металлическая измерительная, по ГОСТ 427-75.
Примечание. Допускается клеевое крепление подпяточников.
А. Образовавшиеся в процессе склеивания сдвиг слоев стельки, стельки с полустелькой или с подпяточником -удаляют путем шлифования под прямым углом к их плоскости, не повреждая кожаного слоя стельки. Заусенцы, образовавшиеся в процессе выравнивания, снимают.
В. Машина ШН-1-0 или 04127/Р10 для шлифования низа обуви абразивный круг № 50, 60 по ГОСТ 2424-83, шлифовальная шкурка № 63-100 по ГОСТ 5009-82.
А. Стельку с торца равномерно шлифуют или спускают со, стороны, обращенной к подошве, по периметру пяточно-геленочной части. Шлифование или спускание производят таким образом, чтобы угол наклона поверхности торца стельки составлял продолжение боковой поверхности колодки. Ширина и толщина спущенного края 1,5-4,0 мм. Контур пяточной части стелек не должен быть поврежден.
В. Машина модели BGF-8 фирмы "Морбах" для подфрезеровки стельки в пяточно-геленочной части, машина А-16 фирмы "Анвер", полуавтомат 2 фирмы "БУСМК", линейка металлическая измерительная ГОСТ 427-75, толщиномер.
Примечание. Снятие фаски в носочно-пучковой части кожаных стелек производится на машине ШН-1-0,04127/Р10.
А. Стельку формуют по одной полупаре. Профиль следа стельки после формования должен соответствовать профилю следа колодки и соответствовать высоте (каблука. Режим формования стелек в зависимости от их конструкций, материала и вида используемого оборудования, устанавливается лабораторией фабрики. Допускается формование стелек и без подогрева прессформ.
В. Пресс модели 52 ЕС фирмы "Шен" для формования стелек и подошв, пресс 05020/Р2 и 5020/Р4 для формования подошв и стелек, машина типа Р-55 фирмы "Анвер", секундомер СМ-60 ГОСТ 5072-79Е.
А. Центрирующие отверстия пробивают в стельках, предназначаемых для изготовления обуви методом прессовой вулканизации, и обуви, формование и клеевая затяжка пяточной части которой производятся на пуансонах. Центрирующие отверстия пробивают в стельке с поверхности, обращенной к колодке. В стельке для обуви, изготовляемой методом прессовой вулканизации, пробивают одно центрирующее отверстие диаметром 7 мм. Расстояние центра отверстия от закругления пяточной части стельки в зависимости от размера и фасона стельки составляет 20-45 мм. Центр отверстия в пяточной части стельки должен находиться на одинаковом расстоянии от боковых сторон стельки. Правильность расположения центрирующего отверстия проверяется специальным шаблоном. Смещение центра отверстия относительно боковых сторон стелек допускается не более чем на 0,8 мм.
В стельке, предназначенной для обуви, клеевая затяжка пяточной части которой производится на пуансонах, пробивается два отверстия в пяточной части. Диаметр отверстия 3 мм. Расстояние центра первого отверстия от закругленного края пяточной части стельки 25 мм. Размер между отверстиями должен соответствовать расстоянию между штифтами машины для клеевой затяжки пяточной части. Смещение центра отверстий относительно боковой стороны стельки допускается не более чем на 0,7 мм.
В. Машина конструкции Ленинградского производственного обувного объединения "Скороход", машина РР-401 фирмы "Анвер" для пробивания центрирующих отверстий; шаблоны, линейка металлическая измерительная по ГОСТ 427-75, штангенциркуль ГОСТ 2291-77.
А. Операция выполняется для обуви, изготовляемой на линиях ПЛК-О. Стелька по одной полупаре формуется и одновременно в ней пробивают отверстия в пяточной и носочной частях.
Профиль следа стельки после формования должен соответствовать профилю следа колодки.
Размеры, форма и место пробиваемых отверстий должно соответствовать металлическим крепителям на колодке.
Смещение центра отверстий относительно боковой стороны стельки допускается не более чем на 0,7 мм.
В. Пресс марки ПФГ-1-0 для формования стелек и пробивания отверстий в них, линейка металлическая измерительная ГОСТ 427-75.
А. Операция выполняется последовательно в автоматическом режиме на машине Преинсоле фирмы "Пластак" (Италия).
При прохождении ленты тексона через штемпелевальный валик на ней клеймится размер и фасон в листах, соответствующих середине геленочной части каждой полупары стельки с ходовой поверхности. Оттиск клейма должен быть четким.
Разруб стельки одновременно на правую и левую полупары производится спаренными двойными резаками. Одновременно с разрубом с ходовой стороны стельки в пяточной части в заранее установленном месте пробивается несквозное технологическое отверстие, которое в дальнейшем используется для установки стельки в литьевую машину и для заливки пластмассового теленка. Для пробивания несквозного отверстия в пяточной части стельки на резаках установлены пробойники диаметром 3,8 мм.
Вырубленные стельки должны соответствовать лекалам. Допускаемые отклонения по контуру от лекал не должны превышать ±0,5 мм. В пяточной части допускается отклонение ± 1,5 мм.
Для разруба стелек применяется тексом 437 или другой материал в рулонах шириной от 26 до 32 см, толщиной 1,8-2,0 мм.
В. Машина фирмы "Преинсоле"; линейка измерительная металлическая по ГОСТ 427-75; толщиномер ТР 25-100 по ГОСТ 11358-74.
А. Пробивка отверстий осуществляется с ходовой поверхности стельки. Расстояние от закругления пяточной части до отверстия 25 мм, отверстие диаметром 10-11 мм пробивается по центру на половину толщины основной стельки.
В. Машина конструкции Ворошиловградского производственного обувного объединения линейка измерительная металлическая по ГОСТ 427-75; толщиномер ТР 25-100 по ГОСТ 11358-74.
А. Два непрерывно действующих ленточных транспортера подают вырубленные стельки правой и левой полупар к устройству для продольного их разрезания в пяточно-геленочной части в продольном направлении. Разрезание производится на расстоянии, соответствующем 0,62 длины стельки от пяточного закругления, с допускаемым отклонением ±2 мм. Разрезание необходимо производить так, чтобы неходовая верхняя часть разрезанной стельки составляла 2/3 ее толщины, а нижняя часть стельки (с отверстием в пяточной части) 1/3 толщины.
Вырубленные стельки комплектуются по размерам и фасонам и раскладываются в накопительные стеллажи для пролежки и сушки.
В. Машина Преинсоле; машина А-470; машина С-480, толщиномер ТР 25-100 по ГОСТ 11358-74, линейка металлическая измерительная ГОСТ 427-75.
А. Из накопительных стеллажей стельки раскладываются в ячейки транспортирующего конвейера и подвозятся к карусели каждой машины МС-12 Инсолематик фирмы "Пластак". Помер ячейки карусели строго соответствует номеру пресс-формы литьевой машины.
Точное расположение левой и правой полупар стельки в пресс-формах фиксируется головкой сопла, являющегося одновременно литником, и двумя установочными пластинами, расположенными в носочной части пресс-формы. После установки стельки в пресс-форму автоматически опускается предохранительный экран и через литник ляточно-геленочная часть стельки заливается пластической массой. Заливка производится на расстоянии, соответствующем 0,62 длины стельки от пяточного закругления, с допускаемым отклонением ±2 мм.
На пресс-формах имеется оттиск размера и фасона, который в процессе формования переходит на готовые стельки. После формования стельки с помощью выталкивателя сталкиваются на транспортеры, переносящие их в соответствующие контейнеры карусели. Скорость формования литьевой машины: одна пара стелек за 14-16 с, максимальное давление в смеси 96 МПа. Допускается формование стельки с укладкой металлического теленка и заливкой слоя полимерным материалом.
Стельку вручную закладывают в прессформу, между слоями стельки укладывается металлический геленок так, чтобы не закрывать литниковое отверстие.

Б. В качестве заливочной смеси применяется сополимер этилена с пропиленом марки "Моплен"; полипропилен стабилизированный гранулированный светлый, марки 21060 ТУ 6-05-1756-78 полиэтилен НД, ВД, пропилен 21030-15 (черный) ГОСТ 6-09-1756-78.
В. Машина фирмы "Инсолематик", пресс для литья конструкции Ворошиловградского производственного обувного объединения.
Примечание. Допускается применение других гвоздимых заливочных масс, по физико-механическим показателям не уступающим выше перечисленным. При этом режимы работы на машине устанавливаются лабораториями предприятий.
А. Снятие заусениц осуществляется по контуру стельки, без выхватов и пропусков. Литник обрезают со стороны впрыска массы.
В. Стол, нож, машина GR 13 фирмы "Колли" (Италия).
А. На отшлифованную поверхность стельки наносят ровный слой клея из натурального каучука и склеивают с прокладкой из поролона толщиной 1,5-2,0 мм.
Б. Клей (рецепт 12а).
В. Машина для намазки клеем плоских деталей низа обуви конструкции Московского объединения по производству деталей низа обуви "Пролетарий", машина модели 1016 L фирмы "Гестика" (ФРГ); машина КНО; машина модели SP-80 фирмы "Бомбелли" (Италия).
А. На стельку, предназначенную для обтяжки по всей площади с неходовой поверхности по контуру наносят клей на ширину 11-15 мм и с торца. На стельку, предназначенную для обтяжки по периметру в зависимости от модели заготовок наносят клей по контуру и с торца на пяточную и носочную части стельки с двух сторон на ширину 10-15 мм. Обтяжки (окантовочные полоски) с нелицевой стороны промазывают по всей поверхности ровным слоем клея. Клеевую пленку высушивают при температуре окружающей среды в течение 15-30 мин.
Б. Клей (рецепт 12а).
В. Машина НП-3 для намазки клеем деталей по контуру, машина 02122/Р2; машина для нанесения клея по контуру подошв фирмы "Шефер" (ФРГ); машина модели 1016 L фирмы "Гести-ка", машина модели В фирмы "БУСМК", сушило СП-О, СОХ-38, ES фирмы "Бруджи". Сосуд для клея, кисти по ГОСТ 10597-80; линейка металлическая измерительная по ГОСТ 427-75, часы электровторичные по ГОСТ 22527-77.
Примечание. Операция исключается при применении оборудования для обтяжки стелек на клей-расплав.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"