
Общий перечень операций обработки стельки для обуви рантового метода крепления
- Выравнивание стельки .по толщине.
- Шлифование стельки из кожи с лицевой и бахтармяной поверхности.
- Взъерошивание стельки с бахтармяной поверхности для скрепления с искусственной губой.
- Удаление волокон с бахтармяной поверхности стельки для скрепления с искусственной губой.
- Удаление пыли.
- Надсечка стельки в носочной и пяточной частях для поднятия губы.
- Подрезка губы рантовой стельки.
- Увлажнение и провяливание стельки.
- Отгибание губы стельки.
- Сушка стельки.
- Сшивание рулонов трехслойной кирзы.
- Односторонняя двухразовая пропитка трехслойной кирзы клеем.
- Снятие рулона трехслойной кирзы с валика агрегата и разматывание.
- Разрезание трехслойной кирзы на тесьму.
- Предварительное формование губы на ленте.
- Нанесение клея на стельку с отогнутой губой, сушка клея.
- Нанесение клея на полотно для обклейки рантовой стельки, сушка клея.
- Нанесение клея на слои комбинированной рантовой стельки, сушка клея.
- Нанесение клея по периметру стельки и сушка клея.
- Спускание подпяточника.
- Прикрепление подпяточника.
- Формование губы и склеивание слоев комбинированной рантовой стельки.
- Формование губы из тесьмы и оклеивание со стелькой.
- Формование губы рантовой стельки.
- Накладка полотна на стельку и разрезание его.
- Заправка полотна во внутренний угол губы стельки.
- Заправка полотна в наружный угол губы стельки.
- Обрезка излишков полотна или текстильного слоя стельки.
- Пропитывание губы стельки.
- Подправка губы в носочной части стельки.
- Удаление клея с лицевой поверхности стельки.
- Подправка полотна для оклейки рантовой стельки.
Стелька из кожи рантовая с натуральной губой для обуви рантового метода крепления
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхности.
5/3. Удаление пыли.
6/4. Надсечка стельки в носочной и пяточной частях для поднятия губы.
7/5. Подрезка губы рантовой стельки.
8/6. Увлажнение и провяливание стельки.
9/7. Отгибание губы стельки.
10/8. Сушка стельки.
16/9. Нанесение клея на стельку с отогнутой губой, сушка клея.
32/10. Подготовка полотна для оклейки рантовой стельки.
17/11. Нанесение клея на полотно для обклейки рантовой стельки, сушка клея.
25/12. Накладка полотна на стельки и разрезание его.
26/13. Заправка полотна во внутренний угол губы стельки.
27/14. Заправка полотна в наружный угол губы стельки.
28/15. Обрезка излишков полотна.
24/10. Формование губы рантовой стельки.
20/17. Спускание подпяточника.
31/18. Удаление клея с лицевой поверхности стельки.
21/19. Прикрепление подпяточника.
30/20. Подправка губы в носочной части стельки.
Стелька комбинированная рантовая с текстильной формованной губой (стелька РКС)
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхностей.
5/3. Удаление пыли.
18/4. Нанесение клея на слои комбинированной рантовой стельки, сушка клея.
22/5. Формование губы и склеивание слоев комбинированной рантовой стельки.
29/6. Пропитывание губы стельки.
28/7. Обрезка излишков полотна и текстильного слоя стельки.
20/8. Спускание подпяточника.
21/9. Прикрепление подпяточника.
Cтелька рантовая из натуральных и искусственных кож с формованной губой из тесьмы для обуви рантового метода крепления
1/1. Выравнивание стельки по толщине.
2/2. Шлифование стельки из кожи с лицевой и бахтармяной поверхности.
5/3. Удаление пыли.
3/4. Взъерошивание стельки с бахтармяной поверхности для скрепления с искусственной губой.
4/5. Удаление волокон с бахтармяной поверхности стельки.
31/6. Сшивание рулонов трехслойной кирзы.
12/7. Односторонняя двухразовая пропитка трехслойной кирзы клеем.
13/8. Снятие рулона трехслойной кирзы с валика агрегата и разматывание.
14/9. Разрезание трехслойной кирзы на тесьму.
15/10. Предварительное формование губы на ленте.
19/11. Нанесение клея по периметру стелек, сушка клея.
23/12. Формование губы из тесьмы и склеивание со стелькой.
20/13. Спускание подпяточника.
21/14. Прикрепление подпяточника.
Примечание. Операции 1, 2, 3, 4, 5 исключаются для стелек из искусственных кож.
Технологический процесс
А. Стельку выравнивают с бахтармяной поверхности. Толщина стельки в готовом виде должна соответствовать требованиям стандарта или технических условий на данный вид обуви, а припуск на дальнейшую обработку составлять 0,1-0,3 мм. Допускается разница в толщине отдельных стелек в партии не более 0,3 мм. Толщину стельки измеряют в середине пучковой части по оси.
В. Машина ДН-З-О, ДН-2-0 или 05260/Р1, 05095/Р1 для выравнивания по толщине деталей низа обуви, машина НДВ конструкции Московского объединения по производству деталей низа обуви "Пролетарий", линейка металлическая измерительная по ГОСТ 427-75; толщиномер по ГОСТ 11358-74.
А. Стельку шлифуют с лицевой и бахтармяной поверхности по всей площади равномерно, без выхватов и пропусков.
В. Полуавтомат 04163/Р3 для шлифования плоских неприкрепленных деталей низа обуви, абразивные круги ПП 125×180×50, 53 С63-НС2Б 25 м/с по ТУ 401-08-547-78, абразивный барабан А-Б-1 марки АСРЕ 1К 100 по ТУ 037-107-75, шлифовальная шкурка № 63-100 по ГОСТ 5009-82, абразивные камин ГОСТ 2424-83, толщиномер типа ТР 25-100 (ГОСТ 11358-74).
Примечание. Шлифование стельки с бахтармяной поверхности для прикрепления искусственной губы не производится.
А. Стельку взъерошивают с бахтармяной поверхности по всему периметру, или до пяточной части на ширину 20-25 мм, не допуская выхватов и пропусков.
В. Машина ВПН-2-0 для взъерошивания по контуру плоских неприкрепленных деталей низа обуви; машина конструкции Московского объединения по производству деталей низа обуви "Пролетарий", Машина № 2 фирмы "БУСМК", МЕЖ-1-0, 04152/Р1, металлические щетки, шарошки, торцевые фрезы, линейка металлическая измерительная по ГОСТ 427-75.
Примечание. Операция выполняется для кожаной стельки.
А. Со взъерошенной поверхности стельки тщательно удаляют волокна и пыль.
В. Машина ХПП-3-О, 04127/Р10.
А. Отшлифованную поверхность стельки очищают от пыли.
В. Машина ХПП-3-О, 04218/Р7, волосяные щетки.
Примечание. Операция рекомендуемая.
А. Стельку надсекают в носочной и пяточной частях с бахтармяной поверхности на половину ее толщины. В носочной части стельку надсекают в виде треугольника со сторонами 6-7 мм и основанием 3-5 мм.
В пяточной части длина надсечки 10-11 мм с каждой поверхности.
Надсечки располагают от края пяточной части стельки (по оси следа) на расстоянии, указанном в табл. 5.
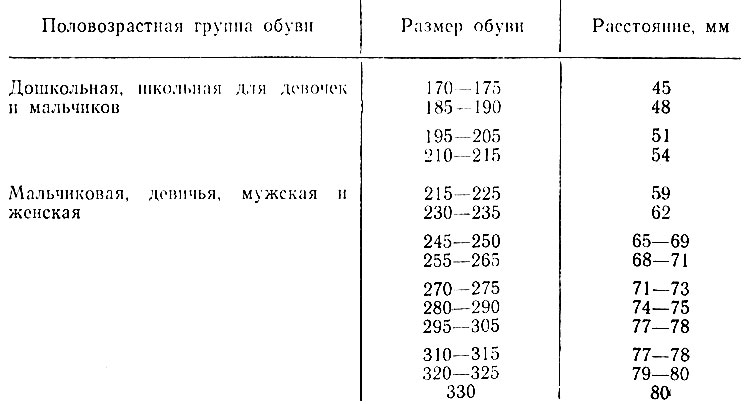
Таблица 5
В. Машина 05145/Р2 для надсечки стельки, линейка металлическая измерительная по ГОСТ 427-75.
А. Губу стельки подрезают с бахтармяной поверхности на ширину не менее 6,0±1 мм. Толщина губы должна быть равна примерно половине толщины стельки, но не менее 1,5 мм для всех половозрастных групп.
В. Машина 05022/Р1 для подрезки губы рантовой стельки; толщиномер ТР 25-100 по ГОСТ 11358-74; линейка металлическая измерительная по ГОСТ 427-75.
Примечание. Лаборатории фабрик имеют право изменять расстояние от основания губы до края стельки в пределах от 5,0 до 8,0 мм в зависимости от применяемых материалов, фасона стельки и конструкции ранта.
А. Стельку погружают в ванну с водой, нагретой до 20-26°С на 40-60 с. Увлажненные стельки укладывают для провяливания в герметически закрывающуюся камеру над ванной с водой. Продолжительность провяливания не менее 2 ч.
В. Ванна для воды, шкаф для провяливания, термометр ртутный ГОСТ 2823-73Е.
Примечание. При отсутствии камеры, стельки после увлажнения покрывают тканью типа мешковины, сложенной в несколько слоев.
А. Губу отгибают по всей надрезанной части стельки под прямым углом к ее плоскости. Высота губы с наружной поверхности должна быть не менее 5,0±0,5 мм.
В. Машина 05134/Р3 для отгибания губы рантовой стельки, линейка металлическая измерительная по ГОСТ 427-75.
Примечание. Допускается изготовление стельки с высотой губы 6,0 мм (опыт ЛПОО "Скороход").
А. Стельку высушивают при температуре 43±2 0C в течение 40-50 мин. Содержание влаги в высушенных стельках - не более 16%.
В. Сушило СОХ/38, термометр по ГОСТ 2823-73Е со шкалой °-100°С с ценой деления 1-2°С, психрометр бытовой универсальный ПБУ-1, часы электровторичные ГОСТ 22527-77. Для контроля влажности стелек рекомендуется применять метод контрольного взвешивания.
А. Концы рулонов трехслойной кирзы накладывают один на другой на ширину 35-40 мм и сострачивают двумя строчками. Боковые края кирзы должны совпадать. Количество стежков на 10 мм длины строчки 1-2.
Б. Нитки хлопчатобумажные № 0/0.
В. Швейная машина 83 кл.; игла 170-190; линейка металлическая измерительная по ГОСТ 427-75.
А. Кирза для искусственной губы рантовой стельки должна быть покрыта клеем только с одной поверхности ровным слоем без пропусков и наплывов. Первую намазку производят каучуко-перхлорвиниловым клеем 12-15%-ной концентрации и вторую намазку клеем 18-20%-ной концентрации. Сушат пленку после каждой намазки в течение 1 ч до полного исчезновения липкости при температуре 40-45°С. Перед выполнением последующих операций промазанная клеем кирза должна быть выдержана не менее 24 ч.
Б. Клей (рецепт 3 б, в).
В. Агрегат для намазки и сушки кирзы типа конструкции Ярославского производственного обувного объединения "Североход" или Московского объединения по производству обувных деталей низа обуви "Пролетарий", часы электровторичные. ГОСТ 22527-77.
Примечание. Допускается применение наиритовых клеев (рецепт 1 а, б, в, д, е). Первую намазку производят наиритовым клеем с концентрацией 10-12%, вторую и третью намазку - клеем с концентрацией 18-20%. Сушат после каждой промазки при температуре окружающей среды в течение 8-10 мин. После третьей промазки - пролежка 24 ч.
А. В месте сшивания двух рулонов трехслойной кирзы разрезают и разматывают, после чего выдерживают в течение суток.
В. Приспособление для разматывания трехслойной кирзы конструкции Ярославского производственного обувного объединения "Североход".
А. Кирза должна быть заправлена в машину проклеенной поверхностью вверх и разрезана по всей длине на полоски-ленты шириной 25+1 мм. Разрезанная на полоски-ленты двухслойная кирза должна быть смотана в рулон.
В. Машина для резки трехслойной кирзы конструкции Ярославского производственного обувного объединения "Североход", шинейка металлическая измерительная по ГОСТ 427-75.
А. При предварительном формировании губы на ленте должны быть определены контуры губы. Расположение губы на ленте должно быть симметричным. После формования лента должна быть смотана в рулоны.
В. Машина для предварительного формования губы конструкции Ярославского производственного обувного объединения "Североход" или Московского объединения по производству деталей низа обуви "Пролетарий".
А. На губу и на всю бахтармяную поверхность стельки, за исключением пяточной части, наносят клей из натурального каучука ровным слоем, без пропусков и сгустков.
Клеевую пленку высушивают при температуре окружающей среды в течение 15-45 мин.
Б. Клей (рецепт 12).
В. Сушило СОХ-38, сосуд для клея; щетинная кисть. ГОСТИ 10597-80 № 10, 14, 18; флицы 50, 75, часы электровторичный! по ГОСТ 22527-77.
А. Полотно для обклейки рантовых стелек промазывают клеем из натурального каучука с одной стороны по всей поверхности и высушивают при температуре окружающей среды в течение 15-45 мин.
Просушенное полотно промазывают так, чтобы не было складок и морщин. Поверхность, промазанная клеем, должна быть обращена вовнутрь намотки.
Б. Клей (рецепт 12а).
В. Аппарат для намазки полотна; сушило СОХ-38; часы электровторичные ГОСТ 22527-77.
А. На бахтармяную поверхность кожаного слоя стельки, за исключением пяточной части, и на одну поверхность текстильного слоя стельки наносят ровный слой клея. Клеевую пленку сушат при температуре окружающей среды в течение 30-45 мин.
Б. Клей (рецепт 1а, б, в, д, е, 9а).
В. Машина для намазки клеем деталей низа обуви; сушило СОХ-38, часы электровторичные ГОСТ 22527-77.
А. Для склеивания с формованной губой из тесьмы на взъерошенную по периметру (или до пяточной части) поверхность наносят два раза с промежуточной сушкой каучуко-перхлорвиниловый клей с концентрацией 18-20%. Клей должен быть нанесен на ширину 20-25 мм без пропусков, сгустков и подтеков. Сушить клей после каждой намазки 30-60 мин. при температуре 45-50°С до полного исчезновения липкости.
Б. Клей каучукоперхлорвиниловый (рецепт 3 б, в).
В. Машина для намазки стелек по контуру; сушило СОХ-38, СП-О, часы электровторичные по ГОСТ 22527-77, ИТУ и другие термометры любого типа, обеспечивающие необходимую точность измерения.
Примечание. Допускается применение наиритовых клеев (рецепт 1а О, в, д, е). Первую намазку производят клеем с концентрацией 10-12% вторую и третью намазки - клеем с концентрацией 23-25%. Клеевую пленку после первой промазки сушат при температуре окружающей среды и в течение 10-20 мин, а после второй и третьей намазки - в течение 10-15 ч с последующей пролежкой в течение 24 ч.
А. Передний край подпяточника должен быть спущен на ширину 10-12 мм.
В. Машины АСГ-12, 04211/Р6, 05185/Р2; линейка металлическая измерительная по ГОСТ 427-75.
А. Подпяточник накладывают на пяточную часть стельки так, чтобы контур подпяточника совпадал с контуром стельки, а прямой срез подпяточника упирался в концы губы. Допускается отклонение контура стельки и подпяточника до 1,5 мм, подпяточник не должен выступать за контур стелек.
Подпяточник прикрепляют тремя скобками или тексами, два из которых располагают на расстоянии 10-12 мм от прямого среза и один на расстоянии 5-7 мм от края пяточного закругления стельки.
В. Машина ПДН-О, 04040/Р1 или М-32-2, линейка металлическая измерительная по ГОСТ 427-75.
Примечание. Операция исключается для рантовой стельки с формованной губой, наклеенной по всему периметру.
А. Текстильный и кожаный слои стельки должны соответствовать шаблонам. Текстильный слой стельки укладывают в гнездо кассеты промазанной стороной вверх и формуют губу в течение 3-5 с. Затем кожаный слой стельки укладывают промазанной стороной вверх в гнездо пресс-формы и склеивают стек-стильным слоем.
Режим формования губы и склеивания слоев стелек: температура на матрице 110±10°С; давление в сети 3,2; 0,2 МПа, продолжительность прессования при склеивании слоев не менее 30 с.
Готовая стелька должна соответствовать утвержденному образцу. Текстильный слой стельки должен покрывать всю бахтармяную поверхность кожаной стельки, кроме пяточной части, и заходить за концы губы на 5-7 мм, а также за край кожаной стельки на 0,5 мм или не доходить до него на 1,0 мм. При изготовлении стельки с круговой текстильной губой, текстильный слой стельки должен покрывать всю бахтармяную поверхность кожаной стельки. Высота губы 5,0±0,5 мм. Концы губы должны отстоять от края пяточной части по оси следа в стельках разных размеров на расстоянии, указанном в табл. 6.
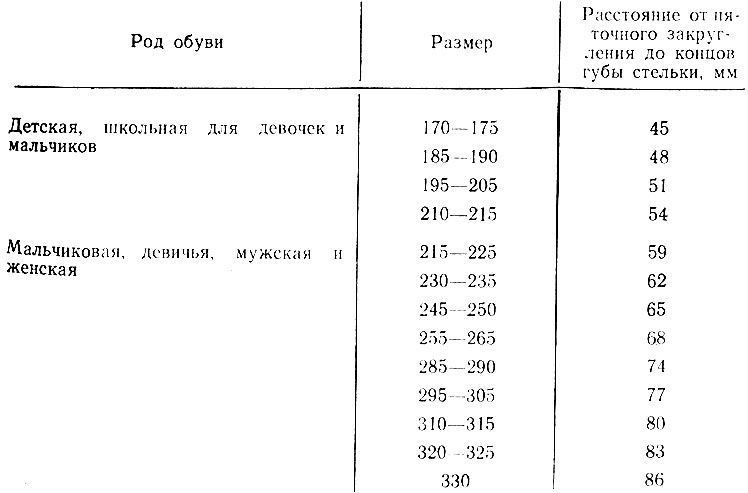
Таблица 6
При изготовлении обуви на среднем каблуке расстояние от пяточного закругления стельки до концов губы может быть изменено в зависимости от фасона и размера каблуков.
В. Пресс ПРС-1М для изготовления рантовой комбинированной стельки с текстильной формованной губой, линейка металлическая измерительная по ГОСТ 427-75, шаблоны, секундомер ко ГОСТ 5072-79Е, ИТУ и др. термометры технические любого типа, обеспечивающие необходимую точность измерения.
Примечания:
- При работе на смежных (на два номера) прессформах допускается для стелек смежных размеров отклонения от основания губы до края стельки не более ±1,0 мм (кроме носочной части, где допуск остается равным ±0,5 мм).
- Лаборатория фабрики имеет право изменить расстояние от основания губы до края стельки в пределах от 3,5 до 8,0 мм в зависимости от фасона я конструкции стельки, материалов верха, конструкции и толщины ранта.
А. Промазанную клеем текстильную ленту формуют с образованием губы и склеивают с промазанной клеем поверхностью стелек при температуре 250-260°С. Губа должна быть приклеена к стельке по всему периметру или до пяточной части плотно, без заворачивания тесьмы, бугров и сожженных мест. Наружный край приклеенной текстильной ленты должен совпадать с краем стельки или не доходить до него на 1-3 мм. Расстояние губы от края стельки 5±1,0 мм. Высота губы 5±1,0мм. Излишки текстильной губы стелек обрезают вручную.
Б. Нитки капроновые 50К, х/б № 6, 3, 1, иглы № 120.
В. Машина ПГИ-0 для изготовления рантовой комбинированной стельки, машина конструкции Московского объединения по производству деталей низа обуви "Пролетарий"; линейка металлическая измерительная по ГОСТ 427-75, ИТУ и др. термометры технические любого типа, обеспечивающие необходимую точность измерения, швейная машина 224 кл., швейная машина фирмы "Пфафф" (ФРГ) 141/5/1.
Примечания:
- При применении стельки из искусственных материалов (СЦМ и тексона) для лучшей транспортировки стельки в рабочем органе машины рекомендуется стельки протирать с лицевой поверхности по периметру сухим мылом или воском.
- Допускается пристрачивание формованной губы к стельке из искусственных материалов одной строчкой по основанию губы с внутренней стороны.
А. Губу формуют под прямым углом к плоскости стельки. Отформованная луба не должна иметь завалов.
В. Машина ПГИ-0 для изготовления рантовой комбинированной стельки; машина конструкции Московского объединения по производству деталей низа обуви "Пролетарий", машина 05038/Р3 для формования губы рантовой стельки.
А. Полотно накладывают намазанной поверхностью на бахтармяную сторону стельки от концов поднятой губы в пяточной части до носочного закругления и отрезают. Полотно должно выступать за края стельки на 15-20 мм.
В. Ножницы, дисковый нож; линейка металлическая измерительная по ГОСТ 427-75.
А. Полотно прижимают по всему периметру губы к внутренней поверхности ее так, чтобы не было складок и морщин.
В. Машина для заправки полотна конструкции Ленинградского производственного обувного объединения "Скороход", машина типа конструкции Московского объединения по производству деталей низа обуви "Пролетарий".
А. Полотно должно плотно облегать губу и край стельки с наружной стороны без складок и утолщений.
В. Машина для заправки полотна в наружный угол губы.
А. Излишки текстильного слоя стельки обрезают точно по грани кожаной стельки.
В. Машина для обрезки излишков ткани конструкции Московского объединения по производству деталей низа обуви "Пролетарий".
Примечание. Допускается операции 27, 28 проводить одновременно на машине конструкции Ленинградского производственного обувного объединения "Скороход" для одновременной заправки полотна в наружный угол губы стелек и обрезки излишков полотна.
А. Всю поверхность отформованной губы стельки пропитывают клеем и просушивают в течение 40-60 мин при температуре окружающей среды. Допускается пропитывание поверхности отформованной губы парафино-канифольной смесью вручную Щеткой. Температура смеси 90±5°С.
Б. Клей (рецепт 5 а, б, в), парафино-канифольная смесь в составе:
- канифоль - 10 в. ч.
- парафин - 90 в ч.
В. машина для пропитывания губы рантовой стельки конструкции Московского производственного обувного объединения "Буревестник" и Московского производственного обувного объединения "Заря", часы электровторичные ГОСТ 22527-77.
А. В носочной части стельки губа должна быть подправлена по форме носочной части стельки.
В. Машина 05134/Р3 для отгибания губы стельки.
Примечание. Операция рекомендуемая.
А. Лицевую поверхность стельки очищают от загрязнений клеем.
В. Машина ШН-1-0 или 04127/Р10 для шлифования деталей, с наборным валиком.
А. Из полотна составляют многослойный настил (7-10 слоев). Настил полотна разрезают в соответствии с шаблонами на полосы и сматывают в рулоны.
В. Нож, шаблоны.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"