
Раздел XIII. Построение схемы сборки заготовки
Цель работы: изучить последовательность сборки заготовки с помощью бумажных шаблонов деталей и освоить методику построения схемы сборки заготовок различного типа.
Содержание работы.
1. Изучение последовательности сборки заготовки по литературным источникам.
2. Составление узлов построения схемы сборки заготовки.
3. Сборка бумажных шаблонов деталей в заготовку.
Пособия и инструменты: шаблоны деталей верха обуви, подкладки и межподкладки, полученные в работах VIII.2-VIII.5, ножи, клей НК, заготовка данной конструкции.
Литература. Островитянов Э. М., Зыбин Ю. П. Методика проектирования технологического процесса изготовления заготовок, "Известия вузов. Технология легкой промышленности", 1962, № 5.
1. Изучение последовательности сборки заготовки по литературным источникам
Приступая к выполнению данной работы, необходимо получить исходные данные из ГОСТ на обувь и материалы, применяемые в данной конструкции, и ознакомиться с методикой сборки аналогичных заготовок по типовой методике.
На основании этих документов и имеющихся у студентов практических и теоретических знаний выбирают материалы, которые предполагается использовать в заготовке данной конструкции, способы обработки видимых краев деталей и конструкции швов для их скрепления. Определяются также операции, характеризующие последовательность присоединения деталей. Подготовительные и вспомогательные операции, такие как спускание краев деталей, намазка клеем, вставка блочков, не указываются.
2. Составление узлов деталей и построение схемы сборки заготовки
На контрольном чертеже заготовки нужно пронумеровать все детали, входящие в заготовку. Затем ее нужно расчленить на составные части: группы, узлы и детали.
Для такого расчленения можно воспользоваться готовой заготовкой данной конструкции.
Отдельные группы и узлы состоят из различного количества деталей. Сначала отделяют узел, имеющий наименьшее число точек соприкосновения с другими узлами заготовки. Например, в заготовке полуботинка "конверт" это будет передний узел (союзка, язычок, боковинка, подкладка под союзку и язычок и межподкладка под союзку), который соединяется со вторым узлом по линии соединения с берцами.
Вторым узлом будут берцы с кожаной подкладкой и межподкладкой.
Наименование деталей узла и их порядковые номера заносят в лабораторную тетрадь. При этом сначала указывают порядковый номер детали, затем наименование и количество деталей на пару или полупару заготовок.
Для приведенного выше примера запись о первом узле будет иметь следующий вид:
Узел I (или передний узел)1. Союзка . . . . . . . . . . 2 2. Язычок . . . . . . . . . . 2 3. Подкладка под союзку . . . 2 4. Подкладка под язычок . . . 2 5. Боковинка . . . . . . . . 2
Во избежание потери отдельных мелких деталей в первую очередь рекомендуется собирать узел, в который входит наибольшее количество деталей малых размеров (особенно при конвейерной системе работы и многопарном запуске).
Соединять детали в узел, группу и изделие нужно в такой последовательности, чтобы присоединение одной детали облегчало выполнение последующих операций и повышало качество изделия в целом.
Установив таким образом последовательность присоединения деталей, нужно составить схему сборки заготовки и занести ее в лабораторную тетрадь, учитывая следующие принятые условные обозначения.
Деталь изображают в виде малого прямоугольника, разделенного на три части. Слева в нем записывают порядковый номер детали, который должен соответствовать нумерации на чертеже и в узлах, справа записывают количество данных деталей в паре или полупаре заготовок, в средней части - наименование детали (см. схему).
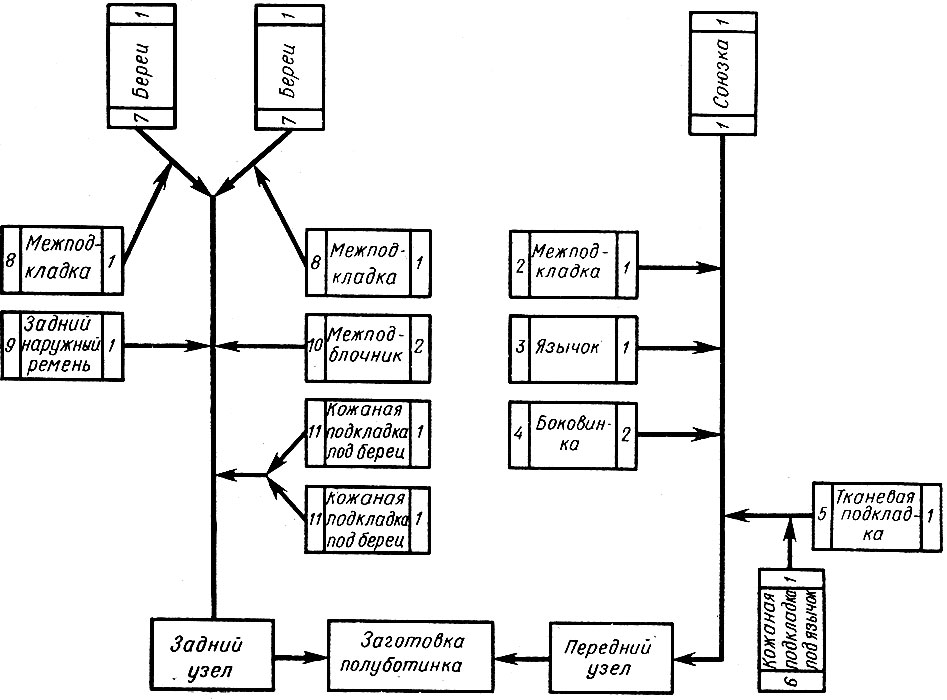
Схема сборки заготовки полуботинка 'конверт'
Узел изображают в виде большого прямоугольника, в котором указывают номер узла и его наименование; группу - в виде большого прямоугольника, обведенного толстой линией, изделие - в виде круга.
3. Сборка бумажных шаблонов деталей в заготовку
На основании построенной схемы сборки бумажные шаблоны деталей верха собирают с помощью клея НК в заготовку.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"