
Механизм стелечного упора и обоймы для нанесения клея
Механизм поднимает колодку с заготовкой верха обуви и стелькой до уровня затяжных пластин в момент обтяжки колодки заготовкой, удерживает их в этом положении при нанесении клея на стельку при движении затяжных пластин под обрабатываемую обувь и освобождает обрабатываемую обувь в момент горячего формования грани следа.
Механизм смонтирован на вертикальном ползуне 4 (рис. 30), имеющем направляющие 5, выполненные в виде ласточкина хвоста по форме вертикального направляющего паза 22 на задней стенке основания 16 (рис. 31) описанного ниже механизма пяточного прижима. В отверстие большого верхнего прилива ползуна 4 (рис. 30) помещена державка 6. Она удерживается от вращения шпонкой 8, прикрепленной винтами к ползуну 4. На оси 15 верхней части державки 6 установлен стелечный упор 17, удерживаемый 6 требуемом положении винтом 14.
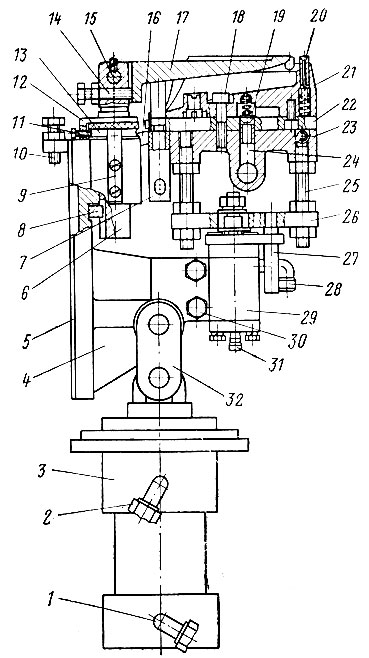
Рис. 30. Схема механизма стелечного упора и обоймы для нанесения клея машины ЗНК-2-О
На нарезанный хвостовик державки 6 навернута гайка 13 и надета скоба 12 с винтом 11. В кольцевую проточку гайки 13 входит конец пластинчатой пружины 9, привернутой к большому верхнему приливу ползуна 4 двумя винтами. В резьбовое отверстие малого верхнего прилива ползуна 4 ввернут болт 10 с контргайкой. Нижний прилив ползуна 4 соединен со штоком поршня гидроцилиндра 3 двумя серьгами 32, а к концу этого прилива болтами 30 привернут гидроцилиндр 29 обоймы 21 для нанесения клея. На штоке этого гидроцилиндра укреплена плита 26 с направляющим штырем 27. На двух шпильках 25 плиты 26 установлена плита 23. К плите 23 винтом 18 прижата обойма 21 для нанесения клея, скрепленная с основанием 22. В расположенные по периметру обоймы 21 отверстия вставлены подпружиненные сопла 20, сообщающиеся с центральной полостью обоймы 21 канавками. В центральной полости обоймы 21 смонтирован подпружиненный клапан 19, перекрывающий отверстие 24 в основании 22 обоймы и в плите 23, предназначенное для поступления к соплам 20 клея через обогреваемый трубопровод от механизма подачи клея. Верхняя поверхность обоймы 21 имеет наклонное углубление, по которому излишки клея-расплава стекают в привернутый к плите 23 клееприемник 7. Обойма 21 подогревается электронагревателем 16, вмонтированным в плиту 23.
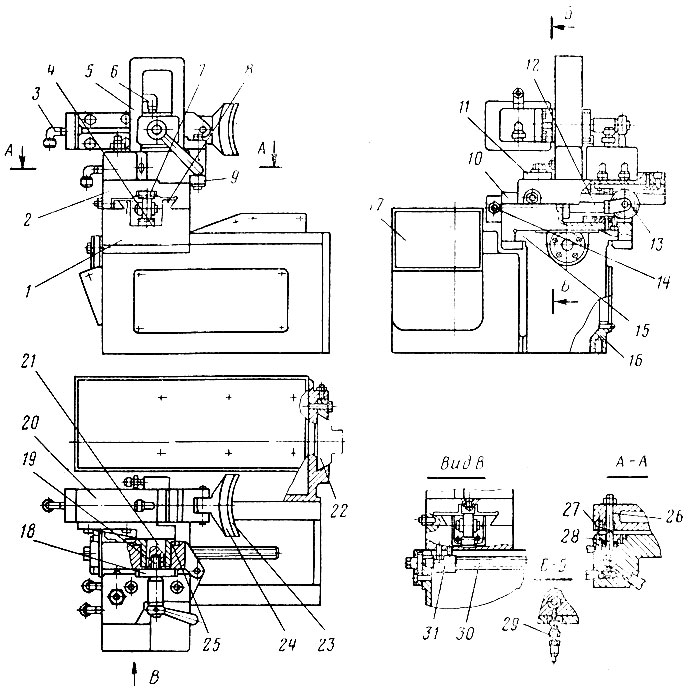
Рис. 31. Схема механизма пяточного прижима машины ЗНК-2-О
При подаче масла по штуцеру Г в бесштоковую полость гидроцилиндра 3 ползун 4, соединенный с его штоком двумя серьгами 32, а вместе с ним стелечный упор 17 и обойма 21 поднимутся. Поднимется и колодка с заготовкой верха обуви, опирающаяся стелькой на стелечный упор 17. Произойдет обтяжка заготовки верха обуви. Затем из штуцера 31 масло поступит в бесштоковую полость гидроцилиндра 29. Его шток, выдвигаясь, поднимет плиту 26, соединенную двумя шпильками 25 с плитой 23, основанием 22 и обоймой 21. При этом сопла 20 плотно прижмутся к стельке, утопятся в отверстия обоймы 21, сжимая установленные под ними пружины.
Клей, находящийся в центральной полости обоймы 21 и поступивший по обогреваемому трубопроводу от механизма подачи клея, через клапан 19 попадет на поверхность стельки. Излишки его стекут в клееприемник 7.
При поступлении масла по штуцеру 28 в штоковую полость гидроцилиндра 29 обойма 21 опустится, а сопла 20 поднимутся. При подаче масла в штуцер 2 штоковой полости гидроцилиндра 3 стелечный упор 17 и обойма 21 возвратятся в исходное положение (опустятся).
Нижнее положение ползуна 4 регулируется болтом 10.
Положение стелечного упора 17 по высоте регулируется гайкой 13 при освобожденном винте 11 скобы 12. Угол наклона стелечного упора регулируется винтом 14.
Установка по высоте обоймы 21 для нанесения клея осуществляется шпильками 25.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"