
Механизм затяжных пластин и носочной обжимной формы
Механизм осуществляет подвод носочной обжимной формы и затяжных пластин к колодке с надетой на нее заготовкой верха обуви; обжим носочной части заготовки по периметру для предотвращения ее сползания вверх по колодке после открывания клещей и появления морщин около ребра следа в процессе образования складок на затяжной кромке, а также оглаживание и горячее формование следа обуви до линии пучков.
Механизм состоит из корпуса 12 (рис. 29) с двумя направляющими пазами 27, имеющими в передней части накладки 38 и бобышки 2 с упорными винтами 1. В пазах 27 помещена подвижная составная обойма для пластинодержателей 33 затяжных пластин 19. Обойма состоит из нижней 3 и верхней 4 плит, соединенных четырьмя винтами 18, пропущенными через распорные втулки 17. К заднему торцу обоймы винтами 32 прикреплена плита 31, в нижней части которой смонтирован на болтах 16 гидроцилиндр 13, а в верхней части болтами 15 привернут гидроцилиндр 14. Шток 11 гидроцилиндра 13 закреплен в-задней стенке корпуса 12. На передний конец штока гидроцилиндра 14 надета поперечина 29, к концам которой шарнирно прикреплены серьги 30, соединенные с пластинодержателями 33 затяжных пластин 19. В пластинодержатели 33 затяжных пластин запрессовано по два пальца 22 с надетыми на них роликами 21, находящимися в криволинейных пазах верхней плиты 4 обоймы.
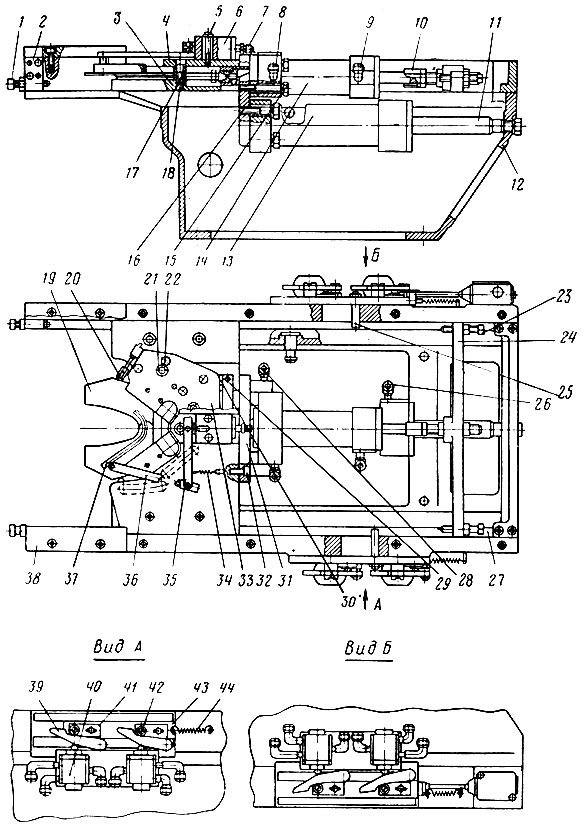
Рис. 29. Схема механизма затяжных пластин и носочной обжимной формы машины ЗНК-2-О
В резьбовые отверстия торцов пластинодержателей 33 ввернуты упоры 20 для затяжных пластин 19. Каждый пластинодержатель 33 изготовлен из двух плоских соединенных винтами деталей, образующих гнезда для затяжных пластин и их нагревателей. На задний конец штока гидроцилиндра 14 навернута упорная гайка 10 с контргайкой, а немного дальше гайками прикреплена траверса с двумя винтами 23 на концах. На боковых поверхностях корпуса 12 в направляющих установлены ползуны 43, снабженные штырями 25, входящими через продолговатые отверстия внутрь корпуса 12. Ползуны 43 имеют возвратные пружины 44. На каждом ползуне 43 прикреплено по две переставных державки 41 с роликами 42, опирающимися на. поворотные рычаги 39, взаимодействующие с золотниками управления 40. На верхней плите 4 обоймы укреплен гидроцилиндр 6, шток которого шарнирно соединен с коромыслом 35. К концам коромысла 35 шарнирно присоединены две серьги 36, другие концы которых пальцами связаны с бобышками несущей металлической ленты обжимной формы 37, изготовленной из пластмассы.
Действует механизм следующим образом: масло через штуцер 28 подается в бесштоковую полость гидроцилиндра 13, который вместе с гидроцилиндрами 14 и 6, затяжными пластинами 19 и обжимной формой 37 перемещается к колодке с заготовкой верха обуви (на рис. 29 справа налево) до тех пор, пока торцы нижней пластины 3 обоймы не упрутся в концы винтов 1. После этого масло через штуцер 7 подается в бесштоковую полость гидроцилиндра 6. Его шток выдвигается, перемещая коромысло 35 и серьги 36 с обжимной формой 37 к колодке с заготовкой верха обуви. При этом обжимная форма 37 плотно охватывает ее носочную часть.
Затем масло через штуцер 9 подается в заднюю полость гидроцилиндра 14 и передний конец его штока с помощью поперечины 29 и серег 30 перемещает пластинодержатели 33 затяжных пластин так, что их ролики 21, следуя по криволинейным пазам верхней плиты 4 обоймы, заставляют пластинодержатели 33 вместе с затяжными пластинами 19 совершать сложное плоское движение.
Сложное плоское движение пластинодержателей 33 затяжных пластин может быть расчленено на переносное поступательное движение совместно с обоймой и относительное вращательное движение вокруг некоторой вертикальной оси, движущейся, в свою очередь, поступательно с той же обоймой.
Затяжные пластины 19, двигаясь под колодку с заготовкой верха обуви и стелькой (на чертеже справа налево), оглаживают затяжную кромку в носочной части заготовки и останавливаются, когда гайка 10 упирается в заднюю крышку гидроцилиндра 14.
Одновременно с затяжными пластинами 19 движется траверса 24. Винты 23 траверсы упираются ,в штыри 25 ползунов 43, которые, перемещаясь вдоль направляющих планок, четырьмя роликами 42 (по два на каждом из двух ползунов 43) последовательно воздействуют на четыре рычага 39 (по два с каждой стороны корпуса 12), приводящие в действие четыре золотника управления 40. Последние поочередно раскрывают все клещи, опускают стелечный упор и вызывают повышение давления масла в бесштоковой полости гидроцилиндра 8 механизма носочного прижима (см. рис. 28).
В исходное положение ползуны 43 приходят под действием пружин 44.
Затяжные пластины 19 в обратном направлении движутся при подаче масла в переднюю полость гидроцилиндра 14 через штуцер 8. Носочная обжимная форма 37 возвращается назад под действием двух пружин 34, соединенных передними концами с коромыслом 35, а задними - с крючками, ввернутыми в верхнюю плиту 4 обоймы.
В это время бесштоковая полость гидроцилиндра 6 должна быть подключена к сливной магистрали.
Весь механизм возвращается в исходное положение при подаче масла через штуцер 26 в штоковую полость гидроцилиндра 13.
Ход гидроцилиндра 13, т. е. выдвижение обоймы с затяжными пластинами в рабочее положение, регулируют винтами 1. Рабочий ход затяжных пластин под обрабатываемую обувь (поступательное движение и поворот) регулируют гайкой 10. Положение затяжных пластин 19 в пластинодержателях 33 регулируют упорами 20. Положение обжимной формы 37 по отношению к затяжным пластинам 19 и к обуви регулируют путем перестановки гидроцилиндра 6, освобождая винты 5. Изменением положения винтов 23 на траверсе 24 и перестановкой державок 41 с роликами 42 на ползунах 43 регулируют время и последовательность срабатывания золотников управления 40.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"