
§ 2. Обмер шаблонов
Площадь шаблонов деталей обуви измеряют полярными планиметрами или фотоэлектронной измерительной машиной ФЭИ-О, разработанной Специальным конструкторским бюро по проектированию кожевенных и обувных машин (СКВ КОМ).
Площадь шаблонов деталей измеряют по оригиналам из бумаги или по моделям из тонкого картона (толщиной 0,5 - 1,0 мм), вырезанным по соответствующим окантованным шаблонам или же вырубленным резаками.
Полярные планиметры. При использовании планиметра с одним счетным механизмом обмеряют тонкий шаблон. При наличии двух счетных механизмов обмеряют не шаблон, а сделанную с него точную зарисовку. Непосредственному обмеру тонкого шаблона мешает в этом случае колесо второго механизма, которое заходит на шаблон.
Планиметр с одним счетным механизмом и обводным рычагом со шпилем (рис. 97) состоит из следующих основных частей: обводного рычага 1 (рис. 97, а), полюсного рычага 2 и счетного механизма 3.
На одном конце полюсного рычага 2 (рис. 97, б) находится металлический цилиндр 4, в нижней части которого расположена игла 5 для фиксации положения цилиндра.
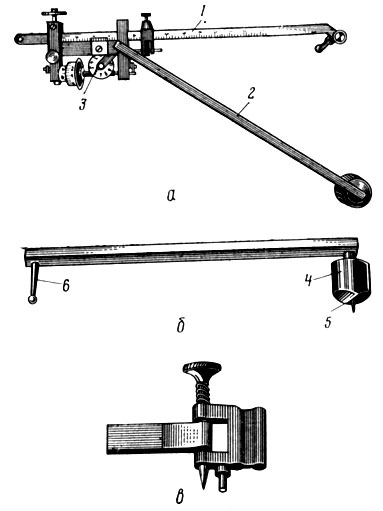
Рис. 97. Планиметр с одним счетным механизмом и обводным рычагом со шпилем: а - общий вид планиметра; б - полюсной рычаг; в - счетный механизм
На противоположном конце рычага имеется стальной отросток 6 конической формы с шариком на конце. При соединении полюсного и обводного рычагов отросток вкладывают в гнездо, находящееся на раме счетного механизма.
На изогнутом конце свободного рычага 1 закреплен шпиль с небольшой пружиной и ручка-гриф (рис. 97, б), которую держат пальцами при обведении контура модели. В нижнюю часть грифа ввинчена подставка так, чтобы шпиль лишь слегка касался бумаги.
На поверхности свободного рычага нанесены деления, необходимые для установления рычага на определенную длину. На противоположном конце рычага расположен счетный механизм планиметра (рис. 98), который помещен на раме между ее двумя выступами. Он состоит из циферблата счетного колеса 2 и неподвижного верньера 3. Счетное колесо наглухо скреплено с осью, в середине которой находится винт 4. Концы оси имеют коническую форму и входят в углубления подшипников, находящихся на выступах.
Счетное колесо цилиндрической формы изготовляют с металлическим ободком. Поверхность счетного колеса разделена на 100 равных частей и занумерована через каждые десять делений цифрами от 0 до 9. Рядом с колесом прикреплен верньер, деления которого имеют нумерацию от 0 до 10, причем деление составляет 1,1 часть большого (между цифрами) деления счетного колеса.
С винтом 4 оси посредством зубчатого колеса соединен диск циферблата, верхняя поверхность которого разделена на десять равных частей, отмеченных цифрами от 0 до 9. Сверху, через центр циферблата, проходит отросток 5, оканчивающийся острием - указателем.
Полному обороту счетного колеса соответствует 0,1 полного оборота циферблата. Полные обороты счетного колеса отсчитывают по циферблату, десятые и сотые доли - на счетном колесе и тысячные доли оборота - по верньеру.
Каждое деление диска циферблата соответствует площади 1 дм2. На счетном колесе отсчитывают десятые и сотые доли 1 дм2, на шкале верньера - тысячные.
Выступ счетного механизма имеет опорное колесо 6. Таким образом, вся тяжесть планиметра распределяется на четыре точки опоры: полюсный рычаг, обводной рычаг, ободок счетного колеса и опорное колесо.
Счетный механизм надевают на обводной рычаг с помощью двух муфт И закрепляют на нем винтами 7 и 8.
Для более точной установки длины обводного рычага предназначена третья муфта с микрометрическим винтом 9, посредством которого муфту соединяют с выступом 10 корпуса.
На верхней грани обводного рычага нанесена шкала с делениями, а сверху рамы счетного механизма имеется верньер 11. Для регулирования длины обводного рычага ослабляют винты 7 и 8 и перемещают рычаг сначала грубо на требуемую длину и затем, закрепив винт 7, при помощи гайки 12 устанавливают рычаг точно по нулевой черте верньера 11. После этого закрепляют винт 8.
Планиметр ПП-2К с двумя счетными механизмами (основным и дополнительным) на обводном рычаге вместо шпиля имеет обводное стекло с точкой. В углубление основного счетного механизма вкладывают шариковый наконечник полюсного рычага.
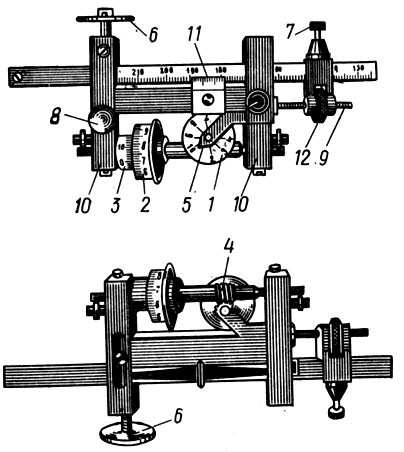
Рис. 98. Счетный механизм планиметра: общий вид и шкалы счетного механизма
Использование планиметра ПП-2К дает возможность без снижения точности сократить количество обводов, что способствует снижению трудоемкости обмера. Применение дополнительного счетного механизма позволяет избежать многих ошибок. С помощью второго механизма контролируют точность обвода.
Проверка и регулировка планиметров. Перед началом обмера проверяют правильность работы механизмов планиметра. Счетное колесо должно свободно вращаться на своей оси и не задевать верньер. Барабан счетного колеса расположен достаточно близко к верньеру, но не касается его. Ось счетного колеса, не имея заметных колебаний, должна свободно вращаться без трения.
Приложенная к планиметру контрольная линейка дает возможность образовать круг с радиусом, равным расстоянию от центра иглы линейки до центра гнезда (углубления для вставки шпиля обводного рычага). При радиусе, равном 56,43 мм, площадь круга (5 = πr2), образованного им, составит 3,14 · 56,432 = 10000 мм2 = 1 дм2. Однако практически не все контрольные линейки планиметров имеют радиус 56,43 мм. Обычно встречаются линейки с радиусом, имеющим отклонение от этой величины на ±0,1 мм. Площадь круга, образованного радиусом 56,53 мм или 56,33 мм, соответственно больше или меньше 1,0 дм2 на 0,003 дм2 (на 0,3%). Поэтому перед началом работы планиметр необходимо проверить и отрегулировать, для чего на ватмане (или полуватмане) проводят круг радиусом 100 мм. Затем располагают планиметр таким образом, чтобы счетное колесо находилось слева от полюсного рычага, и по часовой стрелке три раза обводят круг, записывая показания после каждого обвода (в планиметре с двумя счетными механизмами обводное стекло заменяют котировочным диском, иглу вставляют в углубление контрольной линейки и описанным выше способом обводят круг).
Площадь круга теоретически должна быть равна:
Допустим, что фактически измеренная площадь оказалась в среднем равной (по показаниям трех обводов):

В таком случае отклонение составит около 0,1%; следовательно, планиметр работает правильно.
Если же разница в показаниях планиметра вместо 3140 составит, например, 3146 или 3148, тогда следует несколько изменить длину обводного рычага. При этом, если планиметр показывает завышенную площадь, рычаг нужно удлинить, т. е. с помощью винтов 9 подвинуть влево, если же меньшую, то укоротить (подвинуть вправо).
Такую регулировку выполняют лишь один раз. В дальнейшем планиметр устанавливают только по показаниям контрольной линейки, проверив площадь круга, образованного ее радиусом.
Планиметр регулируют следующим образом. Острие контрольной линейки вставляют в бумагу, а острие шпиля обводного рычага - в углубление линейки. На бумаге штрихом отмечают начало обвода; штрих должен точно совпадать с насечкой на конце линейки. Допустим, что площадь равна не 1000 делениям, соответствующим 1 дм2, а 996 делениям. Это показание и будет для контрольной линейки данного планиметра нормальным. Пока оно будет оставаться неизменным, работу планиметра можно считать правильной. Если при одной из таких проверок этот планиметр начнет показывать, например, 992 деления вместо установленных ранее 996, то нужно передвинуть рычаг таким образом, чтобы вновь получилось 996 (в данном примере длину рычага следует уменьшить).
Запись показаний планиметров. При работе с планиметром, имеющим один счетный механизм и обводной рычаг со шпилем, показания счетного механизма устанавливают следующим образом: с циферблата берут меньшую цифру из тех, между которыми расположена стрелка, - получают целые единицы. Со счетного колеса записывают меньшую цифру из тех, между которыми находится нулевой штрих верньера, - определяют десятые доли. От записанной цифры на счетном колесе отсчитывают количество черточек до нулевого штриха верньера - получают сотые доли. По верньеру отсчитывают деления от нулевого штриха до штриха, который полностью совпадает с одним из делений счетного колеса, - определяют тысячные доли. Иногда указатель на циферблате находится очень близко к какой-либо цифре и трудно сразу установить результат обмера. В этом случае необходимо ориентироваться на положение нулевого штриха верньера по отношению к делениям счетного колеса. Если нулевой штрих верньера находится между цифрами 0 и 1 счетного колеса, то с циферблата записывают цифру, у которой стоит указатель. Если же нулевое деление верньера находится между цифрами 0 и 9 счетного колеса, то с циферблата записывают меньшую цифру.
Приводим пример записи цифр счетного механизма по данным рис. 98, б. Как видно, на циферблате указатель стоит между цифрами 5 и 6, следовательно, берут наименьшую цифру - 5 (целые единицы). Со счетного колеса записывают цифру 7, так как нулевой штрих верньера расположен по отношению к счетному колесу между цифрами 7 и 8 (получают десятые доли). Количество черточек по счетному колесу от цифры 7 до нулевого штриха верньера - пять (определяют сотые доли). На верньере, считая от нулевого штриха, шестая черточка совпадает с делением на счетном колесе. Записывают цифру 6 (получают тысячные доли). Таким образом, результат записи - 5,756.
Так как при обмере отдельные планиметры дают небольшие отклонения от фактической площади детали, то каждым планиметром производят контрольный обмер, на основе которого для планиметра устанавливают поправочный коэффициент (цену деления).
В дальнейшем полученную площадь детали умножают на поправочный коэффициент, получая уточненную площадь детали.
Цену деления определяют с помощью металлической линейки, приложенной к планиметру.
При обмере площади планиметром ПП-2К возможны расхождения между показаниями основного и дополнительного счетных механизмов, возникающие из-за различия радиусов счетных роликов механизмов и зависящие от величины измеряемого шаблона.
При наличии расхождений, установленных для каждого планиметра, и дополнительных расхождений, допускаемых в пределах ±2%, площадь зарисовки записывают по показаниям основного счетного механизма.
Таким образом, при работе с тщательно отрегулированным планиметром ПП-2К достаточно одного обвода контура измеряемой зарисовки, если разница в показаниях обоих счетных механизмов не выходит за пределы допустимой.
Техника обмера деталей. На столе или чертежной доске кнопками закрепляют чистый лист ватмана. Рабочая поверхность стола или доски должна быть горизонтальной, ровной и гладкой.
Точность измерения деталей зависит от характера поверхности бумаги. Рекомендуется бумагу прикреплять к доске во влажном состоянии с тем, чтобы после высыхания поверхность ее была ровной. Периодически необходимо менять бумагу, на которой измеряют шаблоны, так как при движении счетного механизма на ней накатывается дорожка, что может привести к проскальзыванию механизма. Не следует применять глянцевую бумагу или загрязненную - это влияет на точность обмера.
В средней части листа проводят две взаимно перпендикулярные линии. Приблизительно в середину обмеряемой детали вкалывают кнопку и вместе с деталью прикрепляют к листу в точке пересечения проведенных линий. Планиметр устанавливают на бумаге так, чтобы при обводе деталей между обоими рычагами не было очень больших тупых или малых острых углов и счетное колесо не заходило на деталь.
При измерении деталей, имеющих удлиненную форму (подошв, язычков и т. п.), планиметр устанавливают в исходном положении по отношению к детали таким образом, чтобы обводной рычаг был расположен под углом 45° к длиннотной оси детали, а полюсной рычаг - под углом 90° к обводному рычагу. При этом закрепленный на бумаге конец полюсного рычага должен быть обращен в сторону меньшей оси детали. При обмере остальных деталей обводную иглу следует располагать в центре детали, а между рычагами установить угол 90°.
После установки планиметра производят пробный обмер для выявления правильности расположения детали. Если в процессе пробного обмера установят, что углы, образованные рычагами, получаются слишком острые, деталь поворачивают вокруг своей оси так, чтобы при обводе ее были соблюдены указанные правила. После окончательной установки детали контур ее аккуратно зарисовывают остро отточенным карандашом.
При предварительном обводе детали нужно также определить точку начала обмера. Ее устанавливают на детали в том месте, где при обводе счетное колесо совершенно не вращается или вращается очень медленно.
Для обмера шпиль планиметра устанавливают точно на отмеченном штрихе и записывают показания счетного механизма.
Выше описан метод обмера моделей по зарисовкам, однако в отдельных случаях можно обмерять по контуру самой детали. Для этого деталь должна быть вырезана из плотного тонкого картона (толщиной не более 0,5 мм).
Не допускается обмер деталей, выкроенных из толстого картона или окантованных, так как шпиль, имеющий коническую форму, будет отходить от контура детали и полученная при обмере площадь будет больше фактической.
Большие детали (например, при конструировании сапог), длина и ширина которых превышает 240 мм, обмеряют по частям, полученные результаты суммируют и заносят в таблицу.
Фотоэлектронная измерительная машина. Эта машина автоматически измеряет шаблоны деталей обуви следующих максимальных размеров, мм: длина - 500, ширина - 400. Наибольший ход каретки - 620 мм, скорость перемещения - 23,5 мм/с.
Устройство машины. Движение фотоэлектронной измерительной машины ФЭИ-1-О передается от электродвигателя через клиноременную передачу и две конические шестерни турели, а через две цилиндрические шестерни - ходовому винту привода каретки.
Для устранения отрицательного влияния на точность измерения напряжения сети в машину введен стабилизатор напряжения, питающий электронные блоки и люминесцентные лампы подсвечивания.
Порядок выполнения работы на машине. С пульта управления последовательно включают пакетный выключатель, подсвечивание и электронику. Затем прогревают аппаратуру машины в течение 30 - 40 мин. Нажатием кнопок "вправо" или "влево" устанавливают каретку в крайнее положение. Проверяют правильность работы машины и точность измерения с помощью прилагаемых заводом контрольных шаблонов из металла в виде круга площадью 1 дм2 и прямоугольной формы площадью 15 дм2. Проведя пятикратные измерения площадей шаблонов, результаты которых зависят от направления перемещения каретки (правого и левого хода каретки), определяют среднеарифметическое результатов. Естественно, такие измерения снижают производительность труда.
На рабочую стеклянную поверхность каретки кладут измеряемый шаблон, выполненный из плотного непрозрачного материала (картона или металла) и, прижав его сверху органическим стеклом и включив кнопку "вправо" или "влево", производят замер шаблона. После каждого измерения сбрасывают показания на счетчике и снимают с каретки шаблон.
При сбрасывании показаний на счетчике следят, чтобы светящиеся точки декатронов находились на цифре 0.
Правила техники безопасности. При эксплуатации машины необходимо соблюдать правила техники безопасности. Следует работать только с закрытыми дверцами машины. Работа должна выполняться лишь при условии надежного заземления (в блоке питания и в фотоумножителе напряжение 200 В, в счетном устройстве - 450 В).
Рабочие, обслуживающие машину, должны быть знакомы с принципом работы машины и радиоэлектроникой.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"