
§ 3. Совмещение шаблонов
Укладываемость деталей. При совмещении деталей неизбежно появляются так называемые межмодельные отходы. Основные (нормальные) межмодельные отходы возникают от несовпадения контуров одноименных деталей при их совмещении, а дополнительные- от несовпадения контуров деталей различной конфигурации.
Суммарная величина межмодельных отходов - наибольшая из всех отходов - непосредственно зависит от формы деталей, входящих в комплект модели. При разработке конструкции обуви необходимо стремиться к тому, чтобы при определенной взаимоукладываемости деталей межмодельные отходы были наименьшими.
Модели обуви имеют сложную форму и их коэффициент взаимоукладываемости устанавливают графически путем построения так называемых модельных шкал, представляющих собой площадь параллелограмма, построенного на деталях. Отношение площадей деталей, вошедших в параллелограмм, к площади построенного на них параллелограмма характеризует укладываемость моделей и выражается в долях единицы или в процентах.
Таблица 11
| Деталь верха основного кроя | Количество деталей в комплекте, шт. | Площадь, дм2 | Укладываемость, % | ||||
| одной детали | двух деталей, входящих в параллелограмм | деталей входящих в комплект | параллелограмма на две детали | параллелограмма на все детали комплекта | |||
| Союзка | 2 | 1,80 | 3,60 | 3,60 | 3,76 | 3,76 | 95,7 |
| Носок | 2 | 1,01 | 2,02 | 2,02 | 2,17 | 2,17 | 93,2 |
| Задний наружный ремень | 2 | 0,21 | 0,42 | 0,42 | 0,43 | 0,43 | 97,7 |
| Берец | 4 | 1,67 | 3,34 | 6,68 | 3,62 | 7,24 | 92,3 |
| Задинка | 4 | 0,87 | 1,74 | 3,48 | 1,83 | 3,66 | 95,1 |
| Язычок | 2 | 0,56 | 1,12 | 1,12 | 1,20 | 1,20 | 93,3 |
| Итого | 16 | - | - | 17,32 | - | 18,46 | 93,8 |
Оценку укладываемости деталей всего комплекта в целом производят по средневзвешенной укладываемости Ук делением суммы чистых площадей деталей комплекта на сумму площадей параллелограммов, построенных в отдельности на оцениваемых деталях.
Пример вычисления укладываемости модели верха мужского ботинка приведен в табл. 11.
Коэффициент средневзвешенной укладываемости равен 93,8%
а соответствующие межмодельные основные отходы составляют 100 - 93,8 = 6,2%.
Для большинства моделей верха наиболее распространенных видов обуви средневзвешенная укладываемость находится в пределах 90 - 94% , т. е. основные межмодельные отходы составляют 6 - 10% (в среднем 8%). Эти отходы представляют собой лишь часть (около одной трети) общего количества отходов, получаемых при раскрое материала небольшой площади и в условиях одновременного применения нескольких моделей.
Для определения процента межмодельных отходов каждую деталь укладывают в определенном порядке в нескольких вариантах. Вариант, обеспечивающий получение наименьших отходов, будет оптимальным для данной детали.
Варианты совмещения деталей. В настоящее время применяют пять вариантов совмещения деталей.
Вариант I. При этом варианте совмещения последующую деталь одного ряда располагают в противоположном направлении к предыдущей детали (рис. 99).
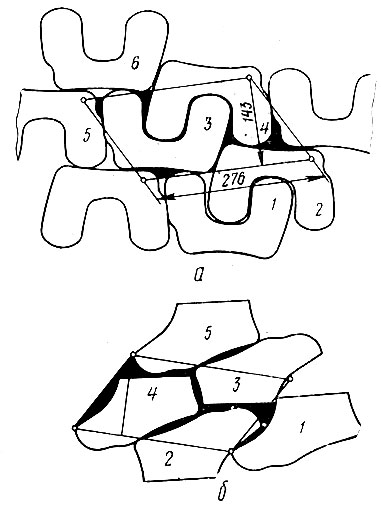
Рис. 99. Совмещение деталей по варианту I: а - совмещение союзок; б - совмещение берцев; 1, 2, 3, 4, 5, 6 - положения деталей
На примере этого варианта рассмотрим технику построения модельных шкал.
Деталь укладывают посередине листа бумаги таким образом, чтобы она опиралась на рейсшину двумя точками. Деталь обводят карандашом, закрепив ее в положении 1. Для очерчивания в положении 2 деталь поворачивают на 180° к первой и располагают по отношению к ней так, чтобы детали соприкасались наибольшим количеством точек и количество просветов между ними было наименьшим. Деталь должна быть расположена без перекосов, т. е. должна касаться рейсшины теми же точками, что и в положении 1. Уложенную таким образом деталь очерчивают.
Укладка детали в положение 3 должна быть такой же, как и в положении 1. Деталь должна наиболее плотно соприкасаться (без перекосов) с линиями очерченных двух деталей.
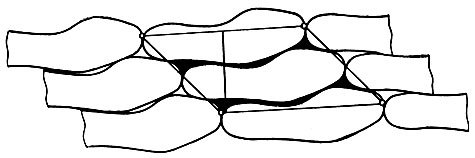
Рис. 102. Совмещение деталей по варианту IV
Положение 4 укладки детали должно быть аналогично положению 2, т. е. с поворотом на 180° по отношению к положению 3 и с соблюдением требований наиболее плотной укладки без перекоса детали. Таким же образом очерчивают деталь в положениях 5 и 6. Затем находят деталь, которая очерчена четыре раза в одном положении. На этих зарисовках устанавливают одноименные точки, соединяют их прямыми и получают параллелограмм. В него включены полностью площади двух деталей и расположенные между ними отходы. Проводят линию высоты параллелограмма и подсчитывают его площадь, умножив длину основания на высоту.
По такому варианту укладывают детали моделей с отрезной союзкой, типа "конверт" с отрезным носком, союзки для туфель типа сандалет, берцы ботинок и полуботинок и другие детали.
Вариант II. При этом варианте совмещения (рис. 100) детали одного ряда укладывают в определенном направлении, а смежного ряда - в противоположном.
По такому принципу размещают цельные союзки ботинок различной конструкции, полуботинок типа "конверт", туфель "лодочка" с отрезными деталями, берцы, задники и т. д.
Вариант III. При этом варианте совмещения (рис. 101) детали моделей обуви во всех рядах направлены в одну сторону.
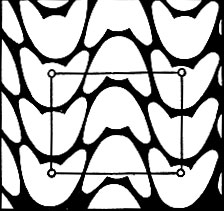
Рис. 101. Совмещение по варианту III
Данный вариант совмещения применяют при укладке некоторых деталей туфель "полулодочка", вкладных стелек, задних внутренних ремней, некоторых моделей кожподкладки и др.
Вариант IV. При таком варианте совмещения (рис. 102) детали расположены между собой под углом 50 - 60°.
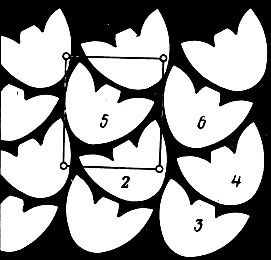
Рис. 100. Совмещение деталей по варианту II: 1, 2, 3, 4, 5, 6 - положения деталей
Этим способом укладывают детали моделей союзок, полуботинок типа "конверт" с сильно закругленной блочковой частью берцев.
Вариант V. При данном варианте совмещения (рис. 103) несколько деталей комплекта образуют так называемое гнездо, которое совмещают с другим гнездом по любому из перечисленных вариантов.
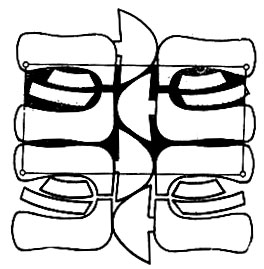
Рис. 103. Совмещение деталей по варианту V
По такому варианту укладывают союзки со вставками, язычки декоративного назначения, союзки туфель, разрезанные по сложным линиям, и др.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"