
2. Отделка видимых краев деталей верха обуви
Обработка видимых краев деталей. Видимые края деталей заготовки обрабатывают для улучшения внешнего вида обуви. В зависимости от вида обуви, ее назначения/ материала применяют различные способы обработки краев деталей заготовки: окраску, обжиг, окантовку или загибку.
Окрашивание краев деталей. Торцевую поверхность видимых краев деталей заготовки окрашивают в тон кожи верха обуви.
Окрашивают преимущественно детали заготовок из плотных кож хромового дубления (выростка, полукожника, конины) толщиной более 1,5 мм и детали из искусственных кож. Детали окрашивают в пачках, нанося вручную или распылительным пистолетом казеиновую краску на торец деталей или прижимая торцовую сторону пачки деталей к вращающемуся валику, погруженному в ванну с краской.
Окрашенные детали высушивают в вытяжном шкафу в течение 10-15 мин при температуре 18-20° С.
Окрашиванием устраняется неоднородность цветов торца детали и лицевого слоя, однако, существенного улучшения внешнего вида заготовки не происходит. Поэтому таким способом допускается отделывать детали только рядовой обуви.
Обжиг, горячая загибка и формование края деталей. Для отделки краев деталей из плотных кож (выросток, полукожник) применяют обжиг, а из менее плотных (опоек, шевро, шеврет) - горячую загибку.
Операцию выполняют на специальных машинах различных конструкций: ПМЗ 333 кл., ОКВ, № 01048/Р1.
Температура нагрева скобы в машине зависит от обрабатываемого материала. Для шевро черного цвета, шеврета, опойка и выростка она должна быть 900-1000, для шевро цветного 700-900, для шевро белого 400-500° С. Скорость транспортирования деталей 2-4 м/мин, она должна уменьшаться на участках, имеющих малый радиус кривизны, и увеличиваться на прямых краях.
После обжига край детали бывает загнут на 90°, при горячей загибке - на 180°. Ширина загнутой кромки должна быть не более 0,5 мм.
Обжигу не подвергают детали верха из замши и велюра, а также верхние и передние края берцев ботинок и полуботинок всех родов обуви. Не допускается обжиг краев деталей из искусственных кож.
Разрешается комбинированная обработка деталей, т. е. одни детали в обжиг, а другие - взагибку.
Отделка края деталей формованием является разновидностью обжига, но в первом случае исключается операция спускания края деталей. Формованием отделывают края мягких кож (шевро, шеврета, опойка).
Перфорация по краю деталей. Открытые, наружные края деталей заготовки могут быть отделаны перфорацией.
Краевой перфорацией обычно отделывают берцы, носки, задинки и другие детали. Этот способ отделки целесообразно применять при изготовлении мужской и женской обуви повседневной носки из плотных кож хромового дубления (выростка, полукожника), а также из свиных кож толщиной 1,2-1,5 мм.
Операцию выполняют на специальных машинах фирмы Альбеко или швейных машинах 5 кл.
Применением различных перфораторов (просечек) могут быть получены разнообразные узоры (рис. 60).
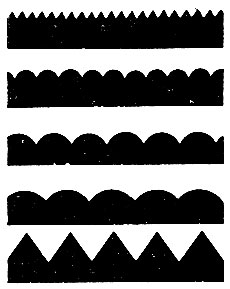
Рис. 60. Наиболее распространенные рисунки для отделки края деталей перфорацией
Намазка деталей клеем под загибку. Края деталей, подлежащие загибке, предварительно промазывают быстросхватывающим клеем из натурального каучука концентрации 7-8%. Клей наносят на специальных машинах ровным слоем с бахтармяной стороны (со стороны спуска) загибаемого края на ширину 9-12 мм.
Продолжительность сушки клеевой пленки под вытяжкой при температуре 18 ± 2° С 15-20 мин.
Загибку деталей из искусственных кож в связи с повышенной упругостью лицевого покрытия следует производить с помощью клея повышенной концентрации.
Загибка краев деталей. Видимые края деталей загибают для улучшения внешнего вида обуви, повышения их прочности и сопротивления растяжению на операциях строчки заготовки и в процессе носки обуви.
На детали, подлежащие загибке, на расстоянии 4-5 мм от края наклеивается тесьма для укрепления спущенного края. Загибание осуществляют вручную или на машинах по загибочным шаблонам, размеры которых меньше деталей на величину загибочного припуска.
Загнутые края должны быть ровными и совпадать с контурами соответствующих шаблонов. Ширина загнутой кромки для всех видов кож и ткани 3-4 мм, для дублированных тканей 4-5 мм.
Текстильные детали загибают без спуска. Вогнутые края деталей перед загибкой надсекают на глубину 2-2,5 мм с интервалами между надрезами 2,5-3,0 мм. Загнутый край должен быть прочно скреплен с бахтармяной стороной загибаемой детали.
При использовании машин 01280/Р2 и КР-64 фирмы Сигмаимпекс загибка краев производится с одновременным наклеиванием капроновой нити, предварительно промазанной клеем.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"