
1. Обработка деталей перед соединением их между собой и с подкладкой
Выравнивание и клеймение деталей верха. Детали верха выравнивают на машине 06020/Р4.
Клеймо ставят на текстильной или кожаной подкладке в верхней части левого берца полупары ботинок, полуботинок или туфель. Клеймо должно содержать все реквизиты, указанные в ГОСТ или технических условиях: размер, полноту, артикул, фасон обуви, дату выпуска, номер ГОСТ или технических условий. Клеймо должно быть поставлено несмывающейся краской, четкой аккуратно. Операцию выполняют на машинах КДВ или 06049/Р3.
Фабричную марку ставят на вкладных стельках. Для улучшения внешнего вида обуви применяют многоцветное клеймение, в состав краски для клеймения особо изящной обуви входит натуральное золото.
Операцию выполняют на машинах CER-35-TPR, КТ3, 05054/Р1, Р2, Р5 (реконструированные).
Спускание краев деталей. Спускание деталей производят для утонения края под строчку, загибку, выворотку и обжиг. Детали спускают по краю с оахтармы, а в отдельных случаях и с лицевой стороны. Толщина спущенного края зависит от толщины деталей, ширина спуска определяется его назначением.
Ширина спущенных краев различных деталей заготовки верха ботинок приведена на рис. 58.
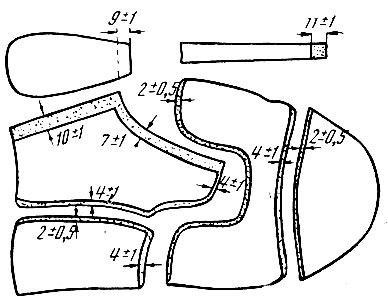
Рис. 58. Ширина спущенных краев различных деталей заготовки верха ботинка
Толщина и ширина спуска должны быть равномерными по всему периметру спущенного края и соответствовать утвержденным нормативам.
При толщине деталей из шевро и шеврета менее 1 мм выравнивание под обжиг не производят.
Для бесподкладочной обуви спускание верхнего канта производят на ширину 10-12 мм.
В местах закруглений делают надсечки, форма и глубина которых зависят от модели заготовки.
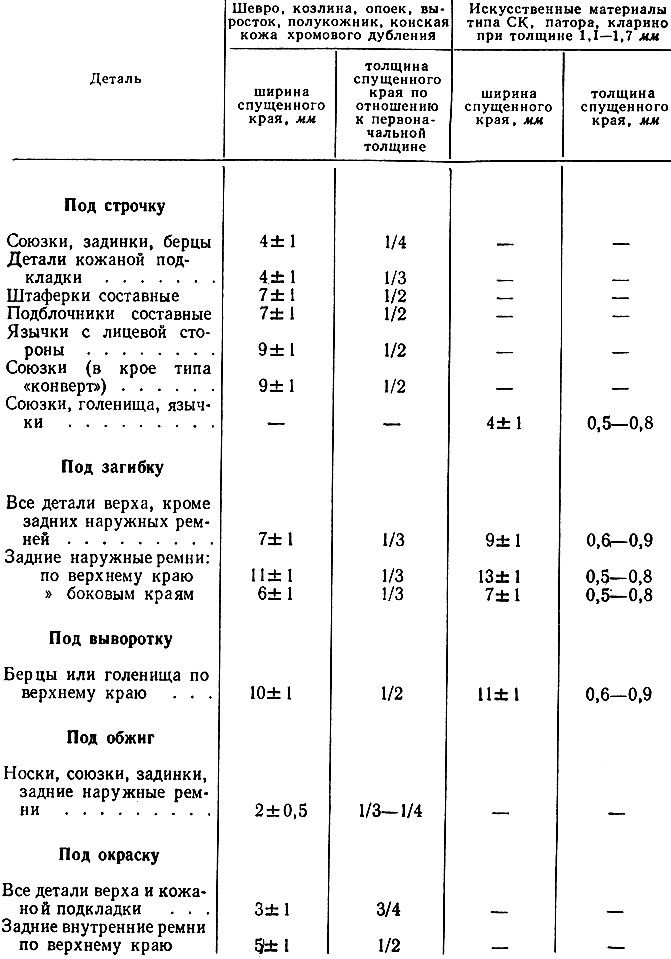
Нормативы спускания краев деталей верха обуви и кожаной подкладки
При обработке деталей из искусственных кож должны быть предусмотрены следующие особенности:
- для сохранения прочности толщина спущенных краев деталей из искусственных кож должна быть несколько больше, чем соответствующих деталей из кожи;
- спуск деталей из материалов на волокнистой и комбинированной основе (с внутренним слоем из ткани) проводится с изнанки;
- спуск деталей на тканевой основе повышенных толщин следует производить со стороны лица;
- при толщинах искусственных кож 1 мм и менее спуск краев деталей не производится.
Операцию выполняют на машинах АСГ-13, 01146/Р5, 01291/Р1, 159АВ-3 фирмы Сигма.
Наклеивание межподкладки. Наклеенная на деталь межподкладка служит для повышения стойкости и уменьшения тягучести деталей верха, выкроенных из тонких кожевенных материалов с повышенным удлинением.
Детали из шевро, шеврета, замши и велюра должны быть укреплены межподкладкой независимо от их толщины. На детали из кож других видов наклеивание межподкладки обязательно при толщине кож, мм, менее:
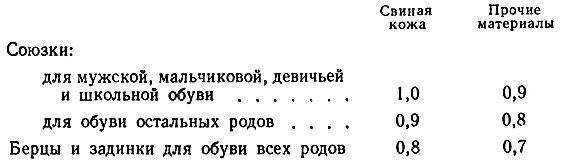
Детали из искусственных кож толщиной более 1,2 мм межподкладкой не укрепляются, за исключением деталей из искусственных кож на нетканой основе типа кларино: межподкладку наклеивают на носок и толщины.
Межподкладку наклеивают без складок и морщин; края подклеиваемых деталей и межподкладки должны быть параллельны. Применяют клей каучуковый НК или синтетический, образующий эластичную пленку. Клей наносят ровным слоем по всей поверхности межподкладки полосами шириной 2-3 мм, расстояние между полосами 5-6 мм.
Операцию выполняют на машине 01230/Р2 или с помощью специального приспособления.
Расстояние от краев меж-подкладки до краев подклеиваемых деталей определяется следующими требованиями:
- межподкладка служит также для упрочнения заготовочного шва, поэтому края ее должны быть захвачены одной строчкой при сборке заготовки;
- края межподкладки не должны быть видны в готовой обуви; межподкладка не должна попадать под загибку;
- межподкладка должна попадать под затяжку.
В зависимости от способа обработки видимых краев деталей и вида скрепляющего их шва расстояние от краев деталей до межподкладки различно (рис. 59):
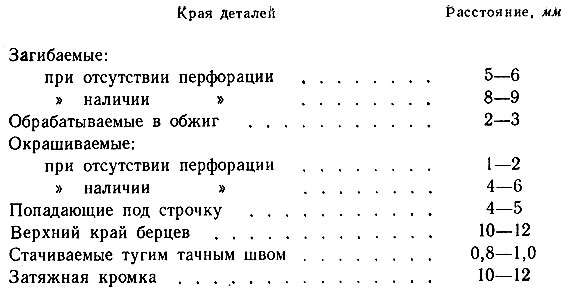
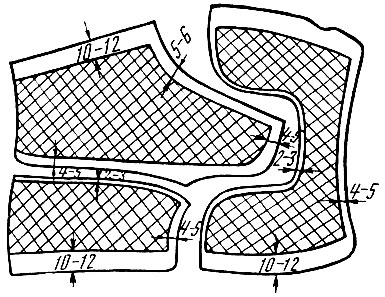
Рис. 59. Детали верха с наклеенной межподкладкой
Кроме межподкладки, на передние края берцев наклеивают межподблочники и подкрючечники для укрепления переднего края берцев и создания прочной основы для блочков и крючков. Передние края этих деталей должны находиться на расстоянии 3-4 мм от края берцев, а их средние линии совпадать с линией расположения крючков и блочков, верхний край подкрючечника или меж-подблочника не должен доходить до края берцев на 10-11 мм.
На кожаный язычок наклеивают ткань для придания стойкости. Эта операция обязательна для язычков из шевро и других кож, толщина которых менее 0,5 мм.
Распиливание краев деталей верха по торцу. Для придания бесподкладочной обуви вида подкладочной обуви верхний край берцев подрезают на специальных машинах "Фортуна" на определенную толщину и глубину не менее 10 мм. Затем наружный слой берцев загибают и прострачивают по канту, одновременно обрезая выступающий край внутреннего слоя кожи.
Значительное распространение имеет метод, при котором производят подрезку материала в пяточной и носочной частях для вставки подноска и задника.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"