
Работа IX.6. Проектирование объемной заготовки верха обуви строчечно-клеевого метода крепления
Цель работы. Освоить методику проектирования объемной заготовки полуботинка, формуемого на раздвижной колодке.
Пособия: раздвижные колодки и то же, что в предыдущих работах данного раздела.
Литература. Та же, что в предыдущих работах данного раздела.
Объемные заготовки отличаются от обычных тем, что в них до формования на колодке верх сшивается по нижнему краю с тканевой стелькой, и в таком "объемном" виде заготовка формуется на раздвижной колодке. Поэтому получение условной развертки такой заготовки имеет свои особенности.
Во-первых, для снятия жесткой оболочки к колодке не прикрепляют стельку, а наклеивают только промежуточные и подкладочные детали.
Во-вторых, после нанесения на жесткую оболочку рисунка полуботинка измеряют расстояние между точками А, Б (между уголками берцев или закрепками, рис. IX.11, а).
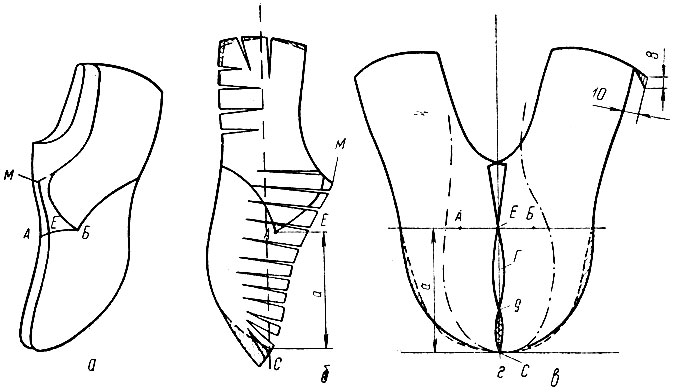
Рис. IX.11. Схема построения чертежа заготовки для обуви строчечно-клеевого метода крепления
В-третьих, на макете удлиняют линию верхних кантов берцев для того, чтобы наметить точку М верхнего разреза союзки.
Макет разрезают сначала сзади, потом спереди по продольной линии союзки от точки М до конца носочной части и обрезают по верхнему канту берцев до точки М.
Каждую полученную половинку макета распластывают отдельно. В пяточной части надрезы делают обычным способом, а в носочной только сверху. Боковое ребро от середины переймы до носочной части оставляют без надрезов, чтобы сохранить длину контура заготовки, сшиваемого со стелькой. Надрезы, как это показано на рис. IX.11, б, делают глубоко, оставляя опорную полосу шириной примерно 10-15 мм.
Затем вносят поправку на вытачки по длине линии разреза союзки, для чего суммируют вытачки и наложения по этому контуру в носочной части и шейке союзки и срезают участок, площадь которого равна носочной части условной развертки до точки С (заштрихованная часть). Пяточную часть корректируют обычным способом. Затем, обведя контуры условных разверток плавными линиями, вырезают их из бумаги.
На отдельном листе бумаги совмещают две половинки условной развертки.
На листе бумаги проводят вертикальную линию (рис. IX.11, в). Через точку Е, находящуюся на расстоянии а от носочной части условной развертки, проводят перпендикуляр, на котором откладывают отрезки АЕ и ЕБ, величины которых равны половине расстояния АБ, уменьшенному на 3%.
Затем на этот перпендикуляр накладывают условные развертки таким образом, чтобы они коснулись точки С своими носочными уголками, а точки А и Б условных разверток совпали с аналогичными точками, нанесенными на лист бумаги. При таком совмещении двух половинок условной развертки длина нижнего контура заготовки верха будет равна длине стельки, а расстояние между закрепками будет таким, каким оно должно быть в обуви при небольшом растяжении материала союзки в поперечном направлении. Контуры условных разверток в области гребня и носочной части пересекутся, и получится замкнутая вытачка Eg и наложение gC. Величина их зависит от формы гребня, что в свою очередь связано с видом обуви и особенно высотой каблука. Следовательно, при таком совмещении площадь союзки будет изменена.
Чтобы компенсировать это изменение, с участка Eg на соответствующих уровнях но краям условной развертки срезают получившийся избыток (штриховые линии). Недостаток в площади на участке компенсируют, увеличивая наружный контур в носочной части. Такая поправка обеспечивает хорошую посадку заготовки при ее формовании, не вызывая перенапряжения материала или появления складок.
Далее следует проверить соответствие полученного контура носочной части заготовки контуру стельки, с которым он должен сострачиваться. Для этого используют шаблон стельки, совмещая его осевую линию с осевой линией разрабатываемой заготовки. Если между контурами носочной части стельки и заготовки будет обнаружено сильное расхождение, контур заготовки пригоняют к контуру стельки. Все линии поправок заготовки должны быть обведены плавной линией до того, как в нее будут вноситься изменения на деформацию материала при формовании и на шов. Корректировка шаблонов на деформацию объемной заготовки, формуемой с помощью раздвижной колодки, отлична от корректировки обычной заготовки (см. выше). В связи с тем что края объемной заготовки по всему периметру сшивают с контуром стельки, она не может быть больше контура стельки, как при клещевой затяжке. Поэтому формование передней части заготовки выполняют по принципу симметричного двуосного растяжения, а в пяточной части - по стесненному двуосному.
Метод расчета убавления на такую деформацию еще не разработан, и приходится пользоваться экспериментальными данными. По этим данным для бесподкладочной обуви из выростка хромового дубления длину заготовки в носочной части убавляют на 10%, постепенно сводя эту величину к нулю в крыльях союзки. Длину берцев уменьшают по задней линии на 3%.
Кроме того, следует учесть, что наружный берец должен быть длиннее внутреннего на 3-4 мм, иначе задний шов заготовки не займет своего места, что неблагоприятно отразится на внешнем виде пяточной части верха обуви.
Величина припуска на затяжную кромку подсчитывается из следующих соображений.
В обуви с объемной заготовкой шов, скрепляющий верх со стелькой, должен расположиться на стельке на расстоянии 3-5 мм от ее ребра, в зависимости от требований к водостойкости низа обуви. Чем дальше от края расположится шов, тем большей водостойкостью будет обладать обувь. Кроме того, необходимо дать припуск на шов, равный 4-5 мм, в зависимости от свойств материала верха и стельки, а также от того, будет или нет пришиваться к кромке обтяжка для платформы. Поэтому в целом на ширину так называемой затяжной кромки нужно прибавить 7-10 мм.
Для обеспечения хорошего формования затяжную кромку в пяточной части следует срезать начиная от контура условной развертки и убавляя нижний край примерно на 8 мм (заштрихованный участок на рис. IX.11, в).
Контур стельки также нужно поправить, сдвинув шов от края на принятую выше величину и на деформацию.
Стельку обуви с объемной заготовкой рекомендуется изготовлять из двух слоев корда. Один слой следует выкроить вдоль основы, другой вдоль утка. Это увеличивает жесткость стельки и создает равномерность свойств в продольном и поперечном направлениях. При использовании такой стельки убавление ее на деформацию производят в продольном направлении по 4 мм в носочной и пяточной частях, сводя припуск на нет при переходе к боковому контуру.
Естественно, что после таких поправок необходимо проверить длину контура стельки и сопоставить длину линии шва стельки с длиной шва верха обуви. Если их длины окажутся неравными, необходимо произвести соответствующую корректировку в контуре стельки или в контуре заготовки.
Если в конструкции обуви применяется платформа, предусматривают обтяжку, длина которой должна быть равна длине шва, а ширина - толщине подложки и каблука плюс ширина кромки, загибаемой на платформу.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"