
§ 2. Обувная проволока
Обувную проволоку применяют для взаимного скрепления деталей обуви друг с другом, а также для временного прикрепления деталей обуви к колодкам или закрепления сформованных заготовок в определенном положении. В обувной промышленности в основном используют гладкую проволоку разных типов; в значительно меньшей степени находит применение так называемая винтовая проволока.
Производство обувной проволоки
Гладкую обувную проволоку изготовляют из стальной горячекатаной низкоуглеродистой проволоки круглого сечения (катанки) диаметром 5-7 мм. Основными процессами производства обувной проволоки являются: травление катанки в растворе серной кислоты для удаления наружной окалины с последующим удалением остатков серной кислоты и железного купороса; последовательная протяжка катанки в волоках через ряд конических отверстий с постепенно уменьшающимся диаметром для доведения толщины катанки до требуемой толщины обувной проволоки; термическая обработка проволоки для придания ей необходимых физико-механических свойств. Винтовую проволоку изготовляют из гладкой латунной проволоки требуемого диаметра путем накатки на специальных станках. Готовую гладкую и винтовую проволоку сматывают в бухты (мотки) установленной формы с определенными наружными и внутренними размерами, а затем перевязывают каждую бухту в 3-4 местах отожженной проволокой. Бухты упаковывают в деревянные или фанерные ящики, выложенные внутри промасленной оберточной или парафинированной бумагой; вес проволоки в ящиках - не более 30 кг.
Определение качества обувной проволоки
Качество обувной проволоки устанавливают путем внешнего осмотра, измерением диаметра или толщины и ширины, определением предела прочности при растяжении, удлинения при разрыве и устойчивости к изгибу.
При внешнем осмотре обувной проволоки проверяют чистоту поверхности, отсутствие заусенцев, окалины, раковин и следов коррозии, правильность намотки в бухты.
Измерение диаметра или толщины и ширины проволоки производится микрометром с автоматической регулировкой нажима. Внутренний диаметр винтовой проволоки измеряют с помощью инструментального микроскопа. Его можно измерить также следующим образом: взять тонкую калиброванную круглую проволоку диаметром 0,40 мм, плотно навернуть ее в углубление накатки винтовой проволоки, а затем микрометром измерить суммарную толщину, равную величине внутреннего диаметра плюс удвоенный диаметр навернутой проволоки, на основе чего вычислить величину внутреннего диаметра.
Предел прочности при растяжении (или нагрузку при разрыве) и удлинение при разрыве обувной проволоки определяют на разрывных машинах общепринятой конструкции при рабочей длине образцов 100 мм.
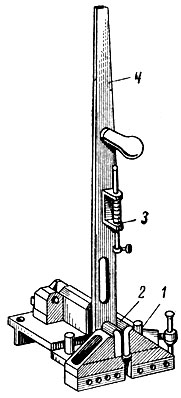
Рис. 111. Прибор для определения устойчивости проволоки к изгибу
Устойчивость проволоки к изгибу устанавливают путем испытания на приборе (рис. 111), состоящем из настольных тисочков 1 со съемными губками 2 (радиусом 2,5-5 мм), в которых зажимают образец проволоки длиной 100-150 мм. Последний проходит через отверстие поводка 3, укрепленного на поворотном рычаге 4. Образец проволоки перегибают на 90° попеременно вправо и влево путем поворота рычага. Последний перегиб, на котором произошло разрушение образца, во внимание не принимается.
Гладкая обувная проволока
В зависимости от назначения различают следующие виды гладкой обувной проволоки: для прикрепления стелек к колодкам (типы ПС-5 и ПС-11); для затяжки заготовок скобками (типы С-0,55, С-0,65 и ПГ); для обвязки носочной части заготовок в процессе их затяжки (тип НО); для шпильковки набоек и сборки наборных каблуков (типы Ш-1,2, Ш-1,4, Ш-1,6 и Ш-1,8).
Обувную проволоку типа ПС-5 применяют для прикрепления к колодкам картонных стелек, типа ПС-11 - для прикрепления кожаных стелек. В процессе прикрепления стелек к колодкам из проволоки образуются вертикальные скобки, которые вбиваются через стельку в пробки, имеющиеся на нижней поверхности колодок. Проволоку для прикрепления стелек изготовляют путем плющения круглой проволоки; ее поперечное сечение имеет форму прямоугольника (со сторонами 1,07 и 0,63 мм) с закругленными краями. Согласно ТУ, физико-механические свойства проволоки для прикрепления стелек должны соответствовать следующим нормам: разрывная нагрузка - в пределах 400-650 н, число перегибов при радиусе губок 2,5 мм - в пределах 5-10 для проволоки типа ПС-5 и 11-16 для проволоки типа ПС-11; ориентировочный вес 1000 пог. м проволоки типов ПС-5 и ПС-11 - 5,04 кг.
Проволоку типов С-0,55, С-0,65 и ПГ используют для прикрепления затяжной кромки верха при скобочной затяжке и для прикрепления затяжной кромки верха к губе рантовой стельки. В обоих случаях прикрепление затяжной кромки производится посредством скобок, образуемых из соответствующей проволоки в процессе работы затяжных машин. При креплении затяжной кромки верха к стельке (или к подошве при изготовлении сандальной обуви) скобки располагаются вертикально и загибаются внутрь стельки или подошвы, при креплении к губе рантовой стельки скобки располагаются горизонтально и загибаются на внутренней стороне губы стельки.
Для прикрепления затяжной кромки применяют проволоку круглого сечения; диаметр проволоки типов С-0,55, С-0,65 и ПГ равен соответственно 0,55, 0,65 и 0,70 мм. Проволока типов С-0,55, С-0,65 и ПГ должна быть упругой, твердой и легко проникать в детали, но одновременно образовывать устойчивые, ровно загибающиеся на концах скобки. Физико-механические свойства проволок типов С-0,55 и С-0,65 характеризуются следующими показателями: предел прочности при растяжении - в пределах 800-1200 н/мм2, количество перегибов до разрушения при радиусе губок 2,5 мм - в пределах 5-11. Для проволоки типа ПГ эти показатели равны соответственно 500-950 н/мм2 и не менее 6 перегибов. Ориентировочный вес 1000 пог. м проволоки типов С-0,55, С-0,65 и ПГ-1,85, 2,60 и 2,98 кг.
Проволока для обвязки носков (отожженная) типа НО применяется при производстве рантовой обуви для временного закрепления затянутой на пластинчатых аппаратах носочной части заготовок. Закрепление производится таким образом, что проволока обтягивает носочную часть заготовки и прижимает ее к губе стельки; концы проволоки навертываются на стержни выступающих затяжных гвоздей по обе стороны носка. Для правильного выполнения операции затяжки и плотного облегания носочной части заготовок проволока должна быть мягкой и гибкой, не ломаться при навертывании на стержни затяжных гвоздей, не разрываться при натягивании вокруг носка. Проволока для обвязки носков имеет круглое сечение диаметром 0,70 мм; предел прочности при растяжении этой проволоки - не более 420 н/мм2; число перегибов до разрушения - не менее 14. Ориентировочный вес 1000 пог. м проволоки типа НО - 2,98 кг.
Шпильковочную проволоку выпускают диаметром 1,2, 1,4, 1,6 и 1,8 мм (соответственно типы Ш-1,2, Ш-1,4, Ш-1,6 и Ш-1,8). В процессе шпилькования проволока вводится в накалываемые шилом шпильковочной машины отверстия в скрепляемых деталях, а затем срезается заподлицо с прикрепляемой деталью.
Для правильного проведения операции шпилькования проволока не должна быть чрезмерно мягкой или твердой и хрупкой. Мягкая проволока изгибается при забивании в каблук, а твердая и хрупкая приводит к быстрому затуплению ножей шпильковочной машины, крошится и неправильно отрезается.
Предел прочности при растяжении шпильковочной проволоки должен находиться в пределах 500-800 н/мм2; число перегибов до разрушения - 10-20. Шпильковочная проволока, как и другие виды проволок, должна быть свернута в бухты правильными плотными рядами; каждая бухта должна состоять из одного куска проволоки, без обрывов и наращиваний. Ориентировочный вес 1000 пог. м шпильковочной проволоки типов Ш-1,2, Ш-1,4, Ш-1,6 и Ш-1,8 равен соответственно 8,88, 12,1, 15,8 и 20,0 кг.
Винтовая латунная проволока
Винтовой называют проволоку, снабженную винтовой накаткой и применяемую для прикрепления подошв к обуви на винтовых машинах.
Пригодность винтовой проволоки в значительной мере определяется величинами ее наружного и внутреннего диаметров и их соотношениями. При большом наружном диаметре нарушается нормальная работа винтовой машины; при малом наружном, а также внутреннем диаметре проволока в процессе ввинчивания изгибается и скручивается. Оптимальные размеры винтовой проволоки (рис. 112): наружный диаметр 2,23 мм, внутренний диаметр - 1,63 мм; отношение внутреннего диаметра к наружному 0,73±0,01. При росте отношения внутреннего диаметра к наружному до 0,80 и более нарезка становится менее глубокой, вследствие чего уменьшается прочность винтового скрепления. Снижение этого отношения до 0,65 хотя и способствует большей прочности винтового скрепления, но сказывается неблагоприятно на механических свойствах проволоки.
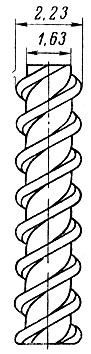
Рис. 112. Винтовая проволока
Винтовая проволока имеет двуниточную накатку с шагом 2,60 мм; количество витков на длине 10 мм равно примерно 8. С количеством витков на единице длины винтовой проволоки связана прочность винтового скрепления: чем больше (до известного предела )витков приходится на единицу длины проволоки, тем выше прочность скрепления вследствие увеличения поверхности соприкосновения проволоки и скрепляемых деталей обуви. Однако увеличение количества витков за счет уменьшения шага накатки вызывает необходимость соответственного увеличения количества оборотов при ввинчивании проволоки в скрепляемые детали. Двуниточная накатка винтовой проволоки дает возможность увеличить число витков без уменьшения шага накатки и, следовательно, без увеличения скорости винчения.
Основными нормируемыми показателями физико-механических свойств винтовой латунной проволоки являются разрывная нагрузка и удлинение при разрыве. В доброкачественной проволоке они должны быть соответственно не ниже 1160 н и 2%.
Винтовую проволоку наматывают в бухты следующих размеров, мм: наружный диаметр 130-140; диаметр внутренних отверстий - большего 78-79, меньшего 75-76; высота бухты 40-43; вес полной бухты не менее 2,2 кг. Несоблюдение размеров наружного и внутренних диаметров приводит к несоответствию последних катушке винтовой машины, на которую надевают бухту при выполнении операции винчения; недостаточная высота бухты вызывает необходимость более частой заправки винтовой машины проволокой и уменьшение производительности труда.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"