
§ 1. Обувные гвозди
Обувные гвозди различаются по многим признакам: длине и толщине стержня, форме его поперечного сечения, форме и величине головок, форме и длине острия, характеру поверхности стержня, исходному материалу для изготовления гвоздей и их назначению. По последнему, наиболее важному признаку, обувные гвозди разделяются на затяжные, подошвенные, подошвенно-пяточные, каблучные, каблучно-набоечные, набоечные, крокульные, косячковые и др.
Производство обувных гвоздей
Стальные обувные гвозди всех типов, за исключением ручного текса, изготовляют из стальной горячекатаной низкоуглеродистой проволоки различных марок.
Из проволоки диаметром, равным толщине стержня гвоздей, отсекаются отрезки необходимой длины при одновременной прессовке их концов в острие; головки гвоздей получают расплющиванием противоположных концов отрезков под ударом молота машины или (при изготовлении подошвенных и каблучных гвоздей с массивной конической головкой) прессованием.
Полученные гвозди подвергают отделке, заключающейся в галтовке (полировке), придающей гвоздям гладкость и улучшающей их внешний вид. Галтовку гвоздей выполняют в специальных шестиугольных стальных вращающихся барабанах.
Отдельные виды обувных гвоздей подвергают воронению, т. е. кратковременной термообработке при высокой температуре (285-315° С) с последующей галтовкой в присутствии порошкообразного графита. В результате воронения гвозди приобретают ровный глянцевитый темный цвет и повышенную сыпучесть. Некоторые виды гвоздей для повышения устойчивости к действию влаги оцинковывают гальваническим способом.
Отделанные гвозди упаковывают насыпью в сухие деревянные (фанерные или тесовые) ящики или в ящики, изготовленные из древесноволокнистых плит, в количестве от 10 до 25 кг в каждом; ящики изнутри выкладывают парафинированной бумагой. Машинный текс упаковывают в картонные коробки вместимостью 1 кг, а затем коробки по 20 штук укладывают в ящики.
Всем видам обувных гвоздей присваивают буквенное обозначение, характеризующее тип гвоздей, и номер, определяющий длину гвоздей (например, Т 12 обозначает машинный текс № 12 с длиной гвоздей 12 мм, ПЛ 20 - подошвенные латунные гвозди № 20 длиной 20 мм).
Определение качества обувных гвоздей
Качество обувных гвоздей определяют преимущественно путем внешнего осмотра и проверки размеров и веса; в отдельных случаях проводят испытания на твердость и загибание острия гвоздей, а в оцинкованных гвоздях определяют также толщину цинкового покрытия.
При внешнем осмотре устанавливают правильность формы гвоздей (наличие гвоздей без головок, гвоздей с кривым стержнем, с неправильным острием, без острия, с одинарными или двойными заусенцами на острие и др.) и чистоту их поверхности (отсутствие загрязнений, ржавчины, заусенцев). Проверка размеров гвоздей заключается в измерении их длины L, диаметра стержня d, диаметра D и толщины (высоты) S головки, длины острия l, центричности головки по отношению к стержню и др. Измерения выполняются штангенциркулем, микрометром с автоматической регулировкой нажима и предельными калибрами. Так как точное соблюдение установленных размеров при изготовлении гвоздей не представляется возможным, то ТУ предусматриваются определенные допуски отклонений размеров в большую и меньшую сторону или в какую-либо одну сторону. Величина допускаемых отклонений неодинакова для отдельных размерных признаков гвоздей, а также для одних и тех же размерных признаков в разных видах гвоздей.
Твердость гвоздей определяют с помощью копра (рис. 102), состоящего из двух вертикальных колонок 1, укрепленных на устойчивом основании и скрепленных в верхней и нижней частях планками. Колонки служат направляющими для груза 2 цилиндрической формы и планки 3 с защелкой 4 для удерживания груза. На боковой поверхности груза имеются продольные пазы для направляющих колонок. Планка 3 свободно перемещается вдоль колонок и может быть укреплена на требуемой высоте винтами. При испытании твердости гвоздей на нижнем основании копра устанавливают специальное приспособление 5, называемое наковальней. На наковальню кладут стержневой частью испытуемый гвоздь, а затем открывают защелку 4; при свободном падении груз закрепленным в нем молоточком расплющивает стержень гвоздя. В результате расплющивания стержня гвоздя часть его объема вытесняется за пределы первоначальной поверхности; чем меньше твердость гвоздя, тем больше он расплющивается и, следовательно, больше объем вытесненного металла и меньше остаточная толщина. Работа, затраченная на деформацию стержня гвоздя, выражается произведением веса груза на высоту его падения; при испытании гвоздей диаметром 0,98-1,26 мм затрачивают работу, равную 150 и 300 н/см (в зависимости от типа и длины гвоздей), а гвоздей диаметром 1,44-1,86 мм и 1,94-2,26 мм - соответственно работу, равную 600 и 900 н/см. Твердость гвоздей в условных единицах определяют по специальным таблицам, в которых приведены числа твердости, соответствующие уменьшению толщины (т. е. остаточной толщине) при заданной первоначальной толщине стержня. Например, для текса с диаметром стержня 1,00 мм при толщине его после удара (расплющивания) 0,60 мм твердость равна 14; для менее твердого текса при том же исходном диаметре 1,00 мм и остаточной толщине 0,54 мм твердость равна 17.
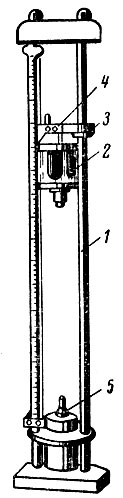
Рис. 102. Копер для определения твердости обувных гвоздей
Для определения характера загибания острия гвоздей (обычно затяжного машинного текса) на нижнем основании копра укрепляют патрон на нижнем основании копра укрепляют патрон с вертикальным каналом диаметром 3,1-3,2 мм. В канал патрона опускают гвоздь головкой кверху, а затем вставляют молоточек такой длины, чтобы головка молоточка, опирающегося своей нижней частью на гвоздь, возвышалась над патроном на 2,5-3 мм. При падении груза 3 кг с высоты 10 см стержень гвоздя не должен искривляться, а острие должно загнуться в виде правильной дуги или колечка.
Толщину цинкового покрытия гвоздей определяют по количеству цинка, входящего в покрытие, поверхности покрытия и плотности цинка. Количество цинка в покрытии определяют весовым методом (по разности в весе гвоздей до и после обработки разбавленной серной кислотой) или объемным методом (основанным на взаимодействии раствора цинка в серной кислоте с железосинеродистым калием).
Затяжные гвозди
Затяжные гвозди для машинной работы. Затяжные гвозди для машинной работы, называемые тексом (от английского слова tacks - гвоздики), представляют собой мелкие гвоздики с цилиндрическим стержнем, с круглой плоской головкой.
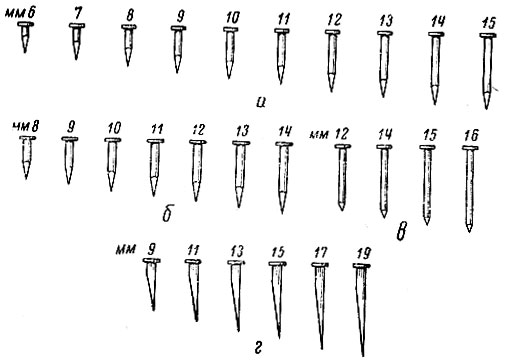
Рис. 103. Затяжные гвозди для машинной и ручной работы: а - машинный текс типа Т; б - машинный текс типа ТА; в - машинный текс типа TBO; г - ручной текс
В обувной промышленности применяют текс трех типов (рис. 103, а, б, в): машинный текс типа Т с копьевидным острием овального сечения; машинный текс типа ТА для затяжки пяточной части заготовок на полуавтоматах, также с копьевидным острием овального сечения; машинный текс типа ТБО для прикрепления набоек, без острия.
Поверхность машинного текса бывает синеной графитирован-ной (вороненой) или оцинкованной.
Основным размерным показателем машинного текса, связанным с его назначением, является длина в миллиметрах, равная номеру текса, остальные размерные показатели машинного текса имеют постоянную величину, независимо от номера (длины) гвоздей (табл. 22).
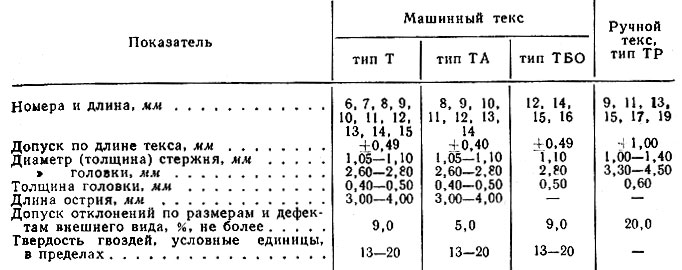
Таблица 22. Показатели машинного и ручного текса
Примечание. Размеры текса даны без учета нормированных допусков отклонений.
Отклонения размеров машинного текса от приведенных в табл. 22 отрицательно сказываются на проведении обтяжно-затяжных операций; при уменьшении диаметра стержня гвоздей текс может загнуться в скрепляемых деталях, не пройдя стельку насквозь; увеличение диаметра стержней приводит к утяжелению и удорожанию текса. С размерами диаметра головки текса связана возможность правильного перемещения гвоздей в каналах и других рабочих органах обтяжных и затяжных машин. От длины острия гвоздей зависит правильность их загибания в стельке.
Отрицательно сказываются также и отклонения от правильной формы текса: искривление стержней, смещение стержня гвоздей от центра головки, отсутствие головки или острия и т.п. Особенно необходимо соблюдение точности размеров и минимального количества дефектных гвоздей при использовании текса на полуавтоматах для затяжки пяточной части обуви. Поэтому в тексе типа ТА допускается значительно меньше гвоздей с отклонениями по размерам и дефектам внешнего вида, чем в машинном тексе остальных типов.
Машинный текс должен быть отгалтован (отполирован), не должен иметь ржавчины, загрязнения маслами и посторонних примесей. На поверхности графитированного текса допускаются цвета побежалости. В оцинкованном тексе, так же как и в других оцинкованных гвоздях, средняя толщина цинкового покрытия должна быть не менее 10 мк.
Затяжные гвозди для ручной работы. Затяжные гвозди для ручной работы, называемые ручным тексом (тип ТР), представляют собой мелкие гвоздики натурального металлического цвета, с эллипсоидной головкой Неправильной формы, с гранеМыми стержнями, постепенно переходящими в тонкое острие (рис. 103, г). Ручной текс изготовляют преимущественно из стальной низкоуглеродистой ленты холодного проката пониженной твердости или полумягкой.
Ручной текс тяжелее, чем машинный. Вес 1000 штук ручного текса № 11 составляет 112,0 г, а машинного текса № И типов Т и ТА - лишь 82,5 г.
Точность размеров ручного текса и тщательность его отделки в связи с применением для выполнения вручную установки пятки, перетяжки пучков и висков и других операций имеют меньшее практическое значение, чем точность размеров машинного текса. Необходимо, чтобы под давлением пальца руки ручной текс слегка углублялся в кожу или другие скрепляемые материалы и сохранял при этом вертикальное положение; при ударе молотка текс должен ровно войти в скрепляемые материалы и при соприкосновении с металлической пластиной колодки загнуться подобно машинному тексу. Для выполнения этого требования острие текса должно быть тонким, хорошо заостренным, неломким. Стержень текса должен проходить через центр головки и быть перпендикулярным к ней; кроме того, он должен быть ровным, гладким, без заусенцев, загрязнений и ржавчины. В ручном тексе допускается наличие значительно большего количества гвоздей с отклонениями по размерам и дефектам внешнего вида.
Подошвенные и подошвенно-пяточные гвозди
Подошвенные гвозди. Подошвенные гвозди применяют при изготовлении обуви гвоздевого метода крепления.
Подошвенные гвозди (рис. 104, а, б) имеют цилиндрический стержень, круглую коническую головку и удлиненное острие с овальным сечением. Особенности формы подошвенных гвоздей обусловлены их назначением. Конусность головок гвоздей обеспечивает достаточное зажимание прикрепленной подошвы и одновременно длительные сроки сохранности головок в процессе износа подошвы. Удлиненность острия необходима для правильного загибания концов гвоздей в стельке.
Подошвенные гвозди изготовляют трех типов: ПЛ, ПА и ПС. Для изготовления подошвенных гвоздей типа ПЛ используют проволоку из медноцинкового сплава (латуни); типа ПА - проволоку из алюминиевого сплава (АМГ); типа ПС - стальную низкоуглеродистую проволоку.
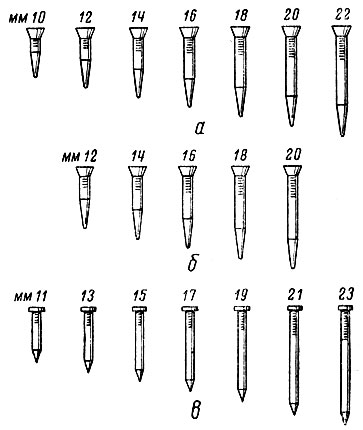
Рис. 104. Подошвенные и подошвенно-пяточные гвозди: а - подошвенные латунные и стальные типа ПЛ и ПС; б - подошвенные из алюминиевого сплава типа ПА; в - подошвенно-пяточные типа ПП
С размерами диаметров стержня и головки гвоздей связано правильное прохождение подошвенных гвоздей через канал и патрон подошвоприкрепительной машины; длина гвоздей, высота головки и длина острия определяют надежность прикрепления подошв к обуви. Стержень гвоздей должен быть перпендикулярным к плоскости головки, а головка и острие-центричными относительно стержня; на стержне гвоздей допускается рифленость. Гвозди должны иметь чистую полированную (отгалтованную) поверхность, без заусенцев и загрязнений.
Подошвенно-пяточные гвозди. Стальные подошвенно-пяточные гвозди применяют для прикрепления пяточной части подошв. Эти гвозди выпускают двух типов - ПП и ПУ. Гвозди типа ПП (рис. 104, в) имеют цилиндрический стержень, плоскую круглую головку и четырехгранное пирамидальное острие; гвозди типа ПУ отличаются по форме от гвоздей типа ПП наличием удлиненного острия овального сечения.
Показатели размеров и твердости подошвенных и подошвенно-пяточных гвоздей приведены в табл. 23.
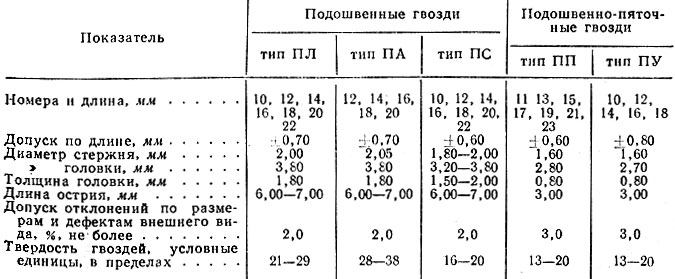
Таблица 23. Показатели подошвенных и подошвенно-пяточных гвоздей
Примечание. Размерные показатели гвоздей даны без учета нормированных допусков отклонений.
Гвозди для прикрепления каблуков и набоек
Гвозди для прикрепления каблуков и набоек выпускаются в широком ассортименте по форме и размерам, видоизменяющемся в зависимости от материала, высоты и способа прикрепления каблуков и набоек. Для прикрепления каблуков и набоек применяются гвозди различной длины, с плоской и конической круглой головкой, с гладкой и навинтованной (для крепления деревянных и пластмассовых каблуков) поверхностью стержня, с коротким пирамидальным острием или удлиненным копьевидным острием овального сечения, с натуральной, синеной графитированной и оцинкованной поверхностью. Отдельные виды гвоздей, называемые каблучно-набоечными, используют для прикрепления как каблуков, так и набоек.
Основными видами гвоздей для прикрепления каблуков и набоек являются: гвозди с конической головкой и коротким пирамидальным или удлиненным овальным острием; гвозди с плоской головкой и коротким пирамидальным или удлиненным овальным острием; гвозди навинтованные с плоской головкой без острия или с коротким пирамидальным острием; гвозди шестигранные для крепления металлических набоек.
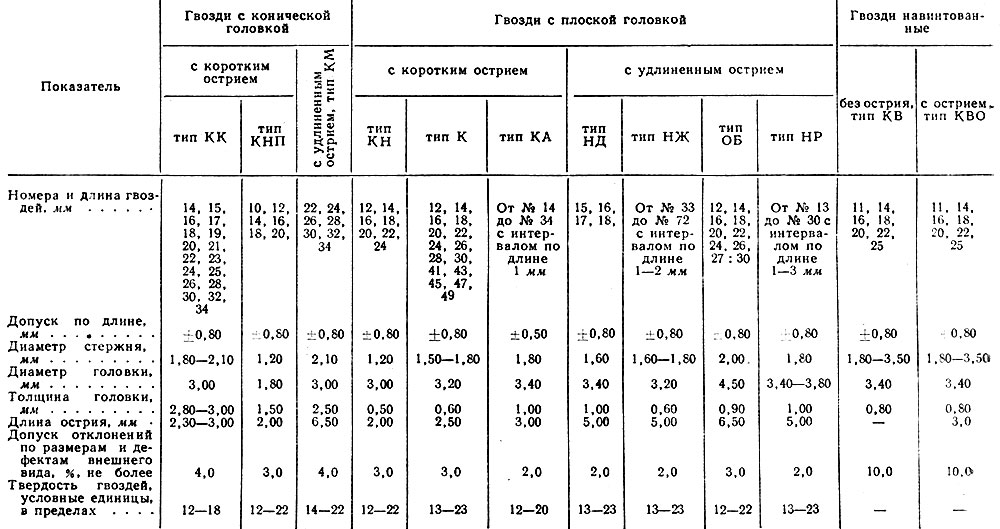
Таблица 24. Показатели каблучных и каблучно-набоечных гвоздей
Размеры и другие показатели перечисленных гвоздей для прикрепления каблуков и набоек приведены в табл. 24.
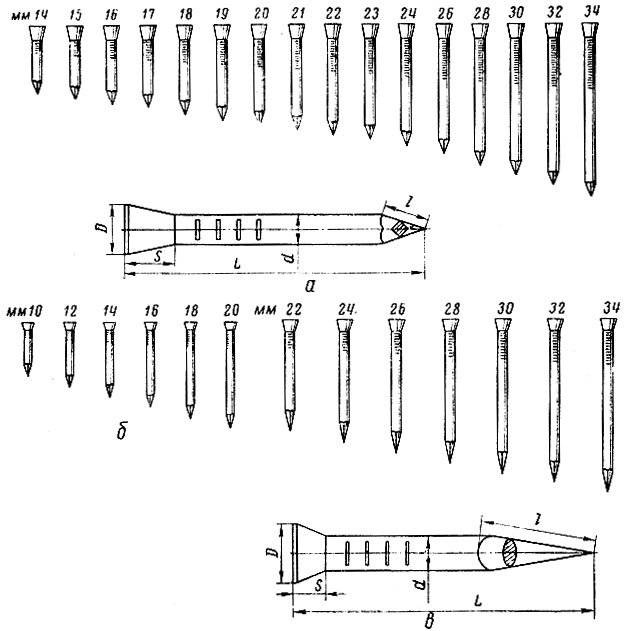
Рис. 105. Гвозди для прикрепления каблуков и набоек с конической круглой головкой: а - тина КК; б - типа КНП; в - типа КМ
Гвозди с конической круглой головкой и коротким четырехгранным пирамидальным острием выпускают двух типов:
- каблучные типа КК, для прикрепления изнутри обуви кожаных и в меньшей степени резиновых каблуков (рис. 105, а);
- каблучно-набоечные типа КНП для прикрепления набоек и деревянных каблуков (рис. 105, б).
Гвозди с конической круглой головкой и удлиненным овальным острием типа КМ (рис. 105, в) применяют для прикрепления кожаных и в меньшей степени резиновых каблуков изнутри обуви; по форме они совпадают с подошвенными гвоздями (см. рис. 104, а).
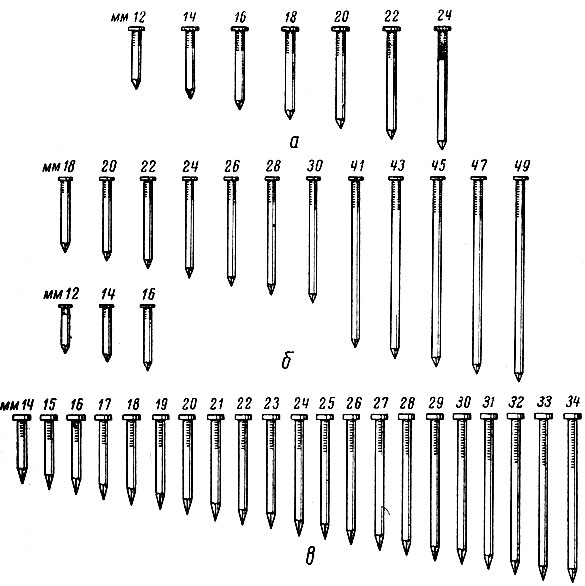
Рис. 106. Гвозди с плоской головкой и коротким пирамидальным острием: а - типа КН; б - типа К; в - типа КА
Гвозди с плоской головкой и коротким пирамидальным острием выпускают трех типов:
- каблучно-набоечные типа КН для прикрепления набоек и деревянных каблуков (рис. 106, а);
- каблучные типа К для прикрепления деревянных каблуков и сборки каблуков из фликов (рис. 106, б);
- каблучные автоматные типа КА для прикрепления кожаных и резиновых каблуков на машинах с автоматической подачей гвоздей (рис. 106, в). По форме гвозди перечисленных типов совпадают с подошвенно-пяточными гвоздями типа ПП.
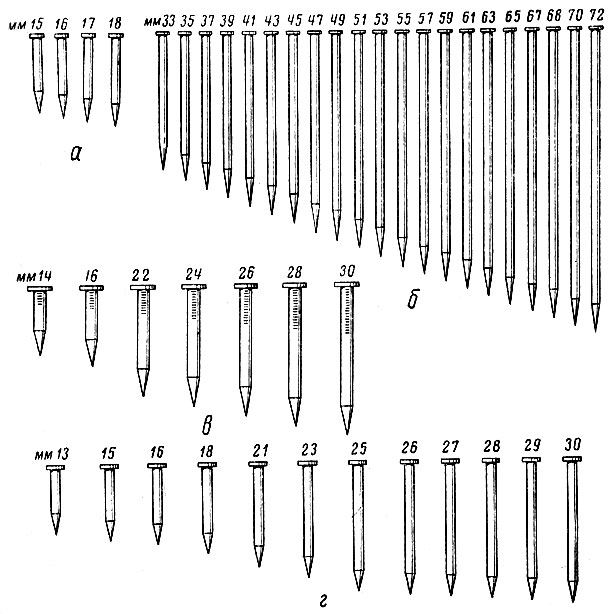
Рис. 107. Гвозди с плоской головкой и удлиненным овальным острием: а - типа НД; б - типа НЖ; в - типа ОБ; г - типа HP
Гвозди с плоской головкой и удлиненным овальным острием изготовляют четырех типов:
- каблучные каблучно-набоечные типа КН для прикрепления набоек и деревянных каблуков (рис. 106, а); типа НД для прикреплениезиновых формованных каблуков в детской обуви (рис. 107, а);
- каблучные типа НЖ для прикрепления каблуков женской обуви (рис. 107, б);
- каблучные типа ОБ для прикрепления каблуков тяжелой обуви специального назначения (рис. 107, в);
- каблучные типа HP для скрепления резиновой формованной набойки с кожаным каблуком (рис. 107, г). Гвозди перечисленных типов по форме совпадают с подошвенно-пяточными гвоздями типа ПУ.
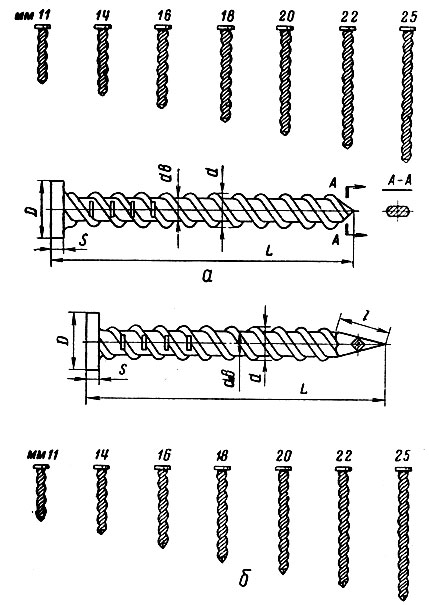
Рис.108. Навинтованные гвозди для прикрепления пластмассовых и деревянных каблуков: а - типа КВ, без острия; б - типа КВО, с острием
Каблучные навинтованные гвозди, изготовляемые из навинтованной стальной проволоки, служат для прикрепления пластмассовых и деревянных каблуков изнутри обуви. Эти гвозди (рис. 108) характеризуются накаткой на стержне, плоской круглой головкой, отсутствием острия (типа KB) или пирамидальным четырехгранным острием (тип КВО). Благодаря наличию винтовой накатки на стержне навинтованные гвозди обеспечивают значительно большую прочность прикрепления каблуков (до 50%), чем ненавинтованные.
Применение гвоздей типов KB или КВО зависит от вида оборудования, применяемого для прикрепления каблуков к обуви.
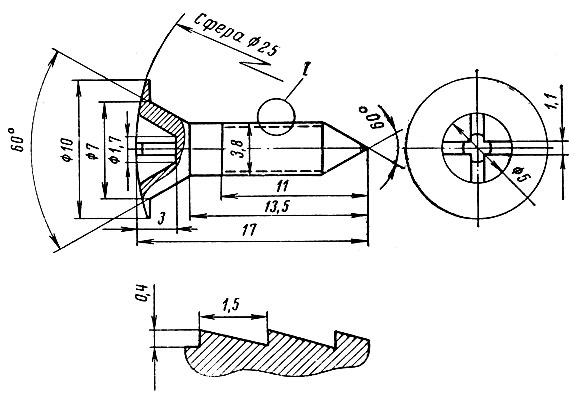
Рис. 109. Шуруп для прикрепления средних и высоких каблуков
Кроме описанных выше каблучных и набоечных гвоздей, для прикрепления средних и высоких каблуков изнутри обуви используют также специальные шурупы (рис. 109). Шуруп ввинчивают в стельку и каблук обуви через сквозное отверстие в пяточной части колодки, т. е. не снимая обувь с колодки. Крепление каблука центральным шурупом дополняют креплением гладкими гвоздями с плоской головкой. Для крепления металлических, а в ряде случаев и пластмассовых набоек к средним и высоким каблукам используют специальные гвозди-штыри. Они имеют шестигранный стержень, круглую коническую головку со сферической поверхностью обоих оснований и четырехгранное пирамидальное острие. Эти гвозди выпускают Длиной от 22 до 36 мм, с размерами, обозначенными на рис. ПО. В отличие от других гвоздей, гвозди для прикрепления металлических набоек реализуются не по весу, а в тысячах штук.
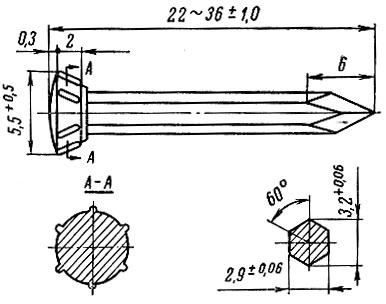
Рис. 110. Шестигранный гвоздь-штырь для прикрепления металлических набоек
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"