
§ 2. Пластмассовые и металлические набойки
В последние годы в связи с внедрением пластмассовых каблуке ассортимент набоек и их конструкция резко изменились. Применяемые в настоящее время в обувной промышленности набойки отличаются большим разнообразием по конструкции и материалам. Наряду с кожаными, резиновыми и полиуретановыми набойками используют также пластмассовые (капроновые) и металлические набойки (рис. 92).
Пластмассовые набойки при изготовлении из первичной или вторичной капроновой смолы удовлетворяют эксплуатационным требованиям по сопротивлению износу и другим признакам лишь при условии их армирования, т. е. упрочнения металлическими вставками в виде стержней, скобок и штырей и др. Армирование осуществляется путем установки металлической арматуры в гнезда литьевой прессформы перед отливкой капроновых набоек. При армировании пластмассовых набоек штырями (стержнями) последние служат одновременно крепителями набоек к каблукам. Во многих случаях капроновые набойки отливают без предварительной установки арматуры в прессформы литьевой машины. Последующее армирование производится штырем с шестигранной головкой, который вставляется в набойку, имеющую соответствующее отверстие (рис. 92, а). Для предотвращения поворачивания набоек в каблуках в процессе носки обуви с внутренней стороны набоек делают шипы (возвышения), или армирование производят двумя штырями разной или одинаковой длины.
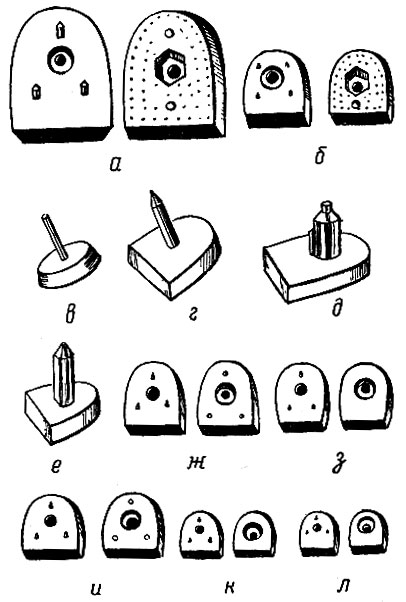
Рис. 92. Набойки к пластмассовым каблукам: а, б, в, г, д, е - пластмассовые; ж, з, и, к, л - металлические
Металлические набойки изготовляют трех видов:
- литые под давлением из сплава ЦАМ (содержание цинка - 94-95%, алюминия -4-5%, меди - 1 %, магния - 0,05%) плотностью 6,7 г/см3, пределом прочности при растяжении 270-290 н/мм2, твердостью по Бринелю 80-100;
- штампованные из прокатной полосовой стали марки Ст-3;
- прессованные (формованные) из порошка, получаемого путем размола шихты, содержащей 98% железа, 0,8% углерода, 1,6% меди и 0,2% серы (по технологии порошковой металлургии).
Металлические набойки выпускают в комплекте с шестигранными штырями (нарубаемыми из круглой горячекатаной проволоки) в определенном ассортименте, соответствующем форме и размерам набоечной поверхности изготовляемых пластмассовых каблуков. В металлических штампованных набойках имеется сквозная раззенковка, а в литых и прессованных (формованных) - сквозное отверстие, совпадающее по форме и размерам с головкой и стержнем штырей.
Согласно ТУ, пластмассовые и металлические набойки по форме и размерам должны соответствовать утвержденным чертежам с допуском отклонений от установленных размеров не более ±0,2 мм. Набойки и штыри не должны иметь заусенцев, трещин, вмятин, сколов и раковин. В литых набойках допускаются незначительные следы от литников. Смещение центра отверстия в металлических набойках по отношению к продольной оси симметрии и фронтальной линии набойки не должно превышать 0,15 мм для набоек из сплава ЦАМ и 0,2 мм для литых пластмассовых и штампованных стальных набоек.
Поверхность металлических набоек должна иметь защитно-декоративное покрытие - оксидную пленку толщиной не менее 3 мк в литых набойках и цинковую пленку толщиной не менее 6 мк в штампованных набойках. На поверхности покрытий не допускаются непокрытые места, лущение, наплывы и пятна.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"