
Схема работы машины
В процессе выполнения операции рабочие органы машины взаимодействуют следующим образом.
Рабочие органы машины находятся в исходном положении (рис. 47, а): передний затяжно-транспортирующий ролик 6 подведен к заднему затяжно-транспортирующему ролику 5и оба они не вращаются. Оглаживающая звездочка 1 и молотки 3 неподвижны. Обработка изделия не производится.
После включения пакетного выключателя "Сеть" на пульте управления 5 (см. рис. 46) оператор берет подготовленную для обработки на машине колодку с заготовкой верха обуви следом вверх и нажимает ногой на педаль. При этом передний затяжно-транспортирующий ролик 6 отходит от заднего ролика 5 (рис. 47, б), электродвигатель привода машины автоматически включается. Оба ролика и оглаживающая звездочка 1 начинают вращаться, а молотки 3, вращаясь совместно со звездочкой 1, поочередно двигаются вверх и вниз (показано стрелками). Оператор вставляет в зазор между роликами 5 и 6 край обтяжки 7, прижимает колодку с заготовкой верха к вращающимся боковым упорам 2 и 4, к торцу переднего ролика 6, к торцу звездочки 1 и освобождает педаль 1 (рис. 46).
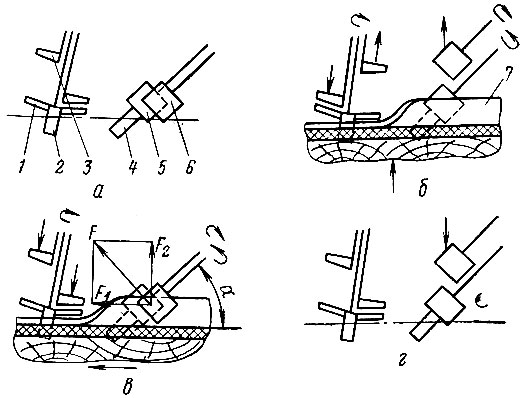
Рис. 47. Технологическая схема работы машины ОП-4-О
В результате обтяжка 7 зажимается между сблизившимися вращающимися роликами 5 и 6 (рис. 47, в), изделие транспортируется, обтяжка натягивается, перегибается через ребро платформы и оглаживается лопастями звездочки и околачивается молотками. Когда обвод обуви по контуру закончен, оператор вновь нажимает ногой на педаль 1 (см. рис. 46). Передний ролик 6 опять отходит от заднего ролика 5 (рис. 47, г), вращение роликов, звездочки и движение молотков прекращается, так как электродвигатель автоматически отключается от электросети. Оператор выводит обработанную заготовку из зоны обработки для осмотра и снимает ногу с педали. При этом ролик 6 возвращается в исходное положение, приближаясь к ролику 5 (рис. 47, а).
Затяжно-транспортирующие ролики вращаются в противоположные стороны. Их оси расположены к плоскости платформы обрабатываемой обуви под некоторым углом (см. рис. 47, в), поэтому возникающая на поверхности роликов вследствие их прижатия к обтяжке сила F разлагается по правилу параллелограмма на силу транспортирования F1 и силу вытягивания F2. Изменяя угол наклона осей роликов а, можно менять соотношение сил F1 и F2.
Это необходимо для обработки заготовок верха обуви из разных материалов и с изменяющимися на различных участках следа обрабатываемой обуви свойствами.
Схема взаимодействия рабочих инструментов (роликов, звездочки и молотков) с обтяжкой платформы показана на рис. 48.
При транспортировании и вытягивании обтяжки 5 роликами 3 и 6 каждая лопасть 1 вращающейся звездочки, соприкасаясь с обтяжкой 5, перегибает ее через ребро следа (платформы).
В этот момент участок обтяжки, попадающий в секторный вырез звездочки, расположенный между её лопастями, из-за наличия излишка материала обтяжки, изогнувшись, приподнимается над поверхностью платформы 4 (см. рис. 48, а). Вслед за этим движущиеся между лопастями звездочки молотки 2 ударом прижимают к поверхности платформы 5 этот участок обтяжки, а лопасти звездочки дополнительно оглаживают его (см. рис. 48, б).
В момент соприкосновения обтяжки и платформы они склеиваются.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"