
Гидропривод
Гидропривод машины является источником движения всех механизмов машины. Он обеспечивает последовательность вступления рабочих органов в действие, скорость перемещения и необходимое силовое воздействие на обрабатываемую обувь.
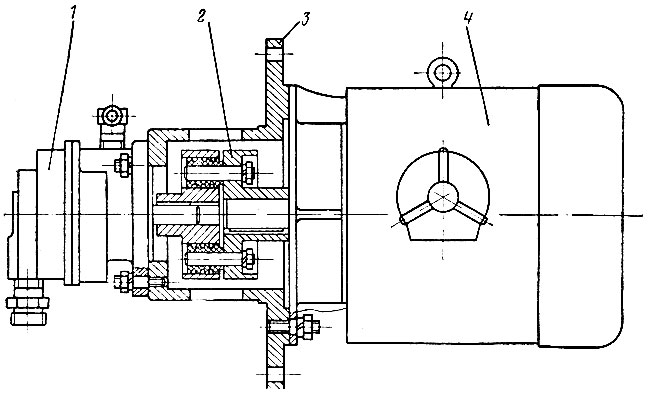
Рис. 35. Схема блока насоса с электродвигателем машины ЗНК-2-О
Гидрооборудование машины состоит из блока насоса с электродвигателем, контрольно-управляющей аппаратуры и рабочих гидроцилиндров.
Блок насоса с электродвигателем состоит из чугунного кронштейна 3 (рис. 35) , прикрепляемого к станине, на котором смонтированы электродвигатель 4К втулочно-пальцевая муфта 2 и лопастной насос 1.
Контрольно-управляющая аппаратура состоит (рис. 36) из масляного фильтра ФП; предохранительного клапана КП; двух редукционных клапанов - 1КР, 2КР; двух электромагнитных золотников управления - 63У, 73У; пяти золотников управления без электромагнитов - 13У, 23У, 3ЗУ, 43У, 53У; гидравлического реле времени РВ; двух манометров - 1М, 2М; пяти дросселей с обратными клапанами - 1ДОК-5ДОК; пяти напорных клапанов - 1КН, 2КН, 3КН, 4КН, 5КН; пяти обратных клапанов - 1КО, 2КО, 3КО, 4КО, 5КО; двух аккумуляторов - 1АП, 2АП; клапана управления КУ; распределительного золотника ЗР; запорного клапана КЗ.
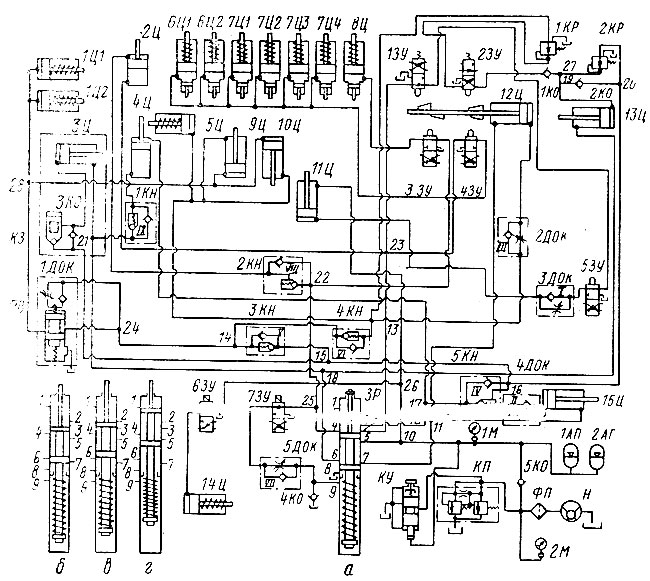
Рис. 36. Гидравлическая схема машины ЗНК-2-О
Машина имеет: гидроцилиндр 8Ц для закрывания губок носочных клещей; четыре гидроцилиндра - 7Ц1, 7Ц2, 7Ц3, 7Ц4 - для закрывания губок боковых клещей; два гидроцилиндра - 6Ц1, 6Ц2 - для закрывания губок пучковых клещей; гидроцилиндр 2Ц для поворота носочных клещей (продольной вытяжки заготовки верха обуви); два гидроцилиндра - 1Ц1, 1Ц2 - для поворота пучковых клещей (заведения края заготовки верха обуви под стельку); гидроцилиндр 15Ц для ввода затяжных пластин в зону обработки обуви и для их возврата в исходное положение; гидроцилиндр 5Ц для прижатия к обуви носочной обжимной формы; гидроцилиндр 12Ц для закрывания и раскрывания затяжных пластин; гидроцилиндр 11Ц для подъема и опускания стелечного упора; гидроцилиндр 9Ц для подъема и опускания обоймы для нанесения клея; гидроцилиндр 13Ц для ввода в зону обработки носочного прижима, его опускания, подъема и возврата в исходное положение; гидроцилиндр 4Ц для ввода в зону обработки пяточного прижима и для его возврата в исходное положение; гидроцилиндр 3Ц для подведения к обуви пяточного прижима и для его возврата в исходное положение; гидроцилиндр 10Ц привода клеевого насоса механизма подачи клея; гидроцилиндр 14Ц управления распределительным золотником. Всего в машине имеется 20 гидроцилиндров.
Полный цикл работы гидравлической схемы совершается за три такта.
После включения электродвигателя все аппараты и механизмы занимают исходное положение, изображенное на гидравлической схеме соответственно положению а плунжера распределительного золотника ЗР.
Происходит это так: насос Н подает масло через пластинчатый фильтр ФП и обратный клапан 5КО в гидросистему. Аккумуляторы 1АП, 2АП начинают заряжаться. Давление в гидросистеме растет. Когда оно достигнет величины, на которую отрегулирован клапан управления КУ, плунжер клапана КУ поднимется и соединит со сливной магистралью полость над плунжером предохранительного клапана КП (предохранительный клапан КП отрегулирован на давление несколько большее, чем клапан управления КУ). В результате плунжер предохранительного клапана КП поднимется и подключит поток масла к сливной магистрали. Обратный клапан 5КО препятствует в это время уходу масла из гидросистемы. Давление на выходе лопастного насоса Я контролируется по манометру 2М, а в гидросистеме - по манометру 1М. При уменьшении давления в гидросистеме ниже того, на которое настроен клапан управления КУ, клапан закрывается.
Вместе с клапаном закрывается и предохранительный клапан КП, и масло вновь начинает поступать ко всем элементам гидросистемы:
1. От разветвления 10 (вверх) в штоковую полость гидроцилиндра 11Ц - стелечный упор опущен; бесштоковая полость этого гидроцилиндра соединена со сливной магистралью через обратный клапан / дросселя с обратным клапаном 3ДОК, золотники управления 53У, 13У, отверстия 3 и 1 распределительного золотника ЗР.
2. Через отверстия 5 и 7 распределительного золотника ЗР и далее: ч
а) от разветвления 11 (вправо) в штоковую полость гидроцилиндра 15Ц - затяжные пластины выведены из зоны обработки изделия; бесштоковая полость этого гидроцилиндра соединена со сливной магистралью через обратный клапан II дросселя с обратным клапаном 4ДОК, разветвление 12 (вниз), отверстия 2 и 1 распределительного золотника ЗР;
б) от разветвления 11 (вверх) в штоковую полость гидроцилиндра 12Ц - затяжные пластины раскрыты; бесштоковая полость этого гидроцилиндра соединена со сливной магистралью через обратный клапан III дросселя с обратным клапаном 2ДОК, разветвление 13 (вниз), обратный клапан VI напорного клапана 4КН, разветвление 14 (вправо), обратный клапан V напорного клапана 3КН, разветвление 15 (вправо), разветвление 16 (влево); обратный клапан IV напорного клапана 5КН, разветвление 17 (вниз), отверстия 2 и 1 распределительного золотника ЗР.
3. Через отверстия 5 и 6 распределительного золотника ЗР и далее:
а) от разветвления 18 (вправо) в штоковую полость гидроцилиндра 13Ц - носочный прижим поднят и выведен из зоны обработки; бесштоковая полость этого гидроцилиндра соединена со сливной магистралью через разветвление 19 (вправо), обратный клапан 2КО, разветвление 20 (вниз), обратный клапан IV напорного клапана 5КН, разветвление 17 (вниз), отверстия 2 и 1 распределительного золотника ЗР;
б) от разветвления 18 (влево) в штоковую полость гидроцилиндра ЗЦ - пяточный прижим отведен в исходное положение; бесштоковая полость этого гидроцилиндра соединена со сливной магистралью через обратный клапан 3КО, разветвление 16 (влево), обратный клапан IV напорного клапана 5КН, разветвление 17 (вниз), отверстия 2 и 1 распределительного золотника ЗР;
в) от разветвления 18 (влево), разветвления 21 (вправо), через напорный клапан 1КН в бесштоковую полость гидроцилиндра 4Ц - пяточный прижим выведен из зоны обработки; штоковая полость этого гидроцилиндра соединена со сливной магистралью через отверстия 2 и 1 распределительного золотника ЗР.
4. В это время со сливной магистралью соединены:
а) полость гидроцилиндра 8Ц через золотник 3ЗУ, разветвление 22 (вниз), отверстия 4 и 1 распределительного золотника ЗР - губки носочных клещей раскрыты;
б) штоковая полость гидроцилиндра 2Ц через обратный клапан VIII напорного клапана 2КН, разветвление 22 (вниз), отверстия 4 и 1 распределительного золотника ЗР; бесштоковая полость этого гидроцилиндра через разветвление 23 (вниз), отверстия 5 и 1 распределительного золотника ЗР - носочные клещи занимают вертикальное положение (заготовка верха обуви в продольном направлении не вытягивается);
в) полости гидроцилиндров 7Ц1, 7Ц2, 7Ц3, 7Ц4, а также полости гидроцилиндров 6Ц1, 6Ц2 через золотник управления 43У, разветвление 23 (вниз), отверстия 3 и 1 распределительного золотника ЗР - губки боковых и пучковых клещей раскрыты;
г) полости гидроцилиндров 1Ц1, 1Ц2, бесштоковые полости гидроцилиндров 9Ц, 10Ц через разветвление 28 (вниз), реле времени РВ, разветвление 24 (вниз), обратный клапан V напорного клапана 3КН, разветвление 15 (вправо), разветвление 16 (влево), обратный клапан IV напорного клапана 5КН, разветвление 17 (вниз), отверстия 2 и 1 распределительного золотника ЗР; штоковые полости гидроцилиндров 9Ц, 10Ц и бесштоковая полость гидроцилиндра 5Ц через разветвление 13 (вниз), обратные клапаны VI, V, IV напорных клапанов 4КН, 3КН, 5КН, разветвление 17 (вниз), отверстия 2 и 1 распределительного золотника ЗР.
В результате пучковые клещи (гидроцилиндры 1Ц1, 1Ц2) повернуты в исходное положение, т. е. выведены из-под следа обуви, обойма для нанесения клея (гидроцилиндр 9Ц) опущена, плунжер клеевого насоса механизма подачи клея (гидроцилиндр 10Ц) готов к выполнению рабочего хода, носочная обжимная форма (гидроцилиндр 5Ц) занимает исходное положение, т. е. не охватывает носочную часть обуви;
д) полость гидроцилиндра 14Ц через электромагнитный золотник 63У - гидроцилиндр 14Ц подготовлен к совершению рабочего хода;
е) подплунжерное пространство распределительного золотника ЗР через его отверстие 9, обратный клапан VII дросселя с обратным клапаном 5ДОК, электромагнитный золотник управления 73У, разветвление 25 (вниз), отверстия 4 и 1 распределительного золотника ЗР - плунжер распределительного золотника ЗР под действием пружины занимает нижнее (исходное) положение.
Первый такт работы гидравлической схемы машины - начало выполнения технологической операции. Это происходит при первом нажатии на левую электропедаль управления. В результате плунжер распределительного золотника ЗР займет положение б (см. рис. 36). Последнее совершится потому, что сработает электромагнит золотника управления 63У и его плунжер откроет путь маслу через разветвление 10 (вверх), разветвление 26 (влево) к гидроцилиндру 14Ц управления распределительным золотником ЗР. Поршень гидроцилиндра 14Ц переместится и с помощью рычагов поднимет плунжер распределительного золотника ЗР на один шаг до соприкосновения с первым упором.
При этом:
1) через обратный клапан 4КО и отверстие 9 распределительного золотника ЗР масло из маслобака будет засосано под плунжер распределительного золотника ЗР;
2) через отверстия 5 и 4 распределительного золотника ЗР и далее:
а) через разветвление 25 (влево), электромагнитный золотник 73У, дроссель с обратным клапаном 5ДОК, отверстие 9 распределительного золотника ЗР масло поступит под плунжер распределительного -золотника ЗР и будет удерживать его в поднятом положении;
б) от разветвления 22 (вправо) через золотник управления 3ЗУ масло попадет в полость гидроцилиндра 8Ц носочных клещей - губки клещей закроются, захватив-вставленный в них край носочной части заготовки верха обуви;
в) от разветвления 22 (влево) через напорный клапан 2КН (после некоторого повышения давления в гидросистеме) масло попадет в штоковую полость гидроцилиндра 2Ц - носочные клещи повернутся, производя продольную вытяжку заготовки верха обуви.
После снятия ноги с электропедали электромагнит золотника управления 63У обесточится, его плунжер возвратится в исходное положение, под действием пружины возвратится в исходное положение и поршень гидроцилиндра 14Ц (совместно с системой рычагов ддя подъема плунжера распределительного золотника ЗР). Полость гидроцилиндра 14Ц в этот момент через электромагнитный золотник 63У будет соединена со сливной магистралью.
Второй такт работы гидравлической схемы машины - продолжение выполнения технологической операции. Переход к нему совершается после второго нажатия на левую электропедаль управления. Плунжер распределительного золотника ЗР займет теперь положение в (см. рис. 36). Это произойдет потому, что вновь включится электромагнит золотника 63У, и масло через него от разветвления 10 (вверх) и от разветвления 26 (влево) опять поступит в гидроцилиндр 14Ц, который освободит плунжер распределительного золотника ЗР от первого упора, после чего он под давлением масла, поступающего в нижнюю полость распределительного золотника ЗР, поднимется еще на один шаг до соприкосновения со вторым упором. Соответственно новому положению плунжера распределительного золотника ЗР изменится и поток масла по магистралям гидравлической системы следующим образом.
1. Через отверстия 5 и 3 распределительного золотника ЗР оно пойдет:
а) от разветвления 23 (вправо) через золотник управления 43У к гидроцилиндрам 7Ц1-7Ц4, 6Ц1, 6Ц2 - губки боковых и пучковых клещей закроются, зажав вставленные в них края заготовки верха обуви;
б) от разветвления 23 (влево) в бесштоковую полость гидроцилиндра 2Ц - носочные клещи, не освобождая заготовку, возвратятся в вертикальное положение; из штоковой полости этого гидроцилиндра масло будет выдавливаться в гидравлическую систему через обратный клапан VIII напорного клапана 2КН и разветвление 22;
в) от разветвления 23 (вверх) через золотники управления 13У, 53У, дроссель с обратным клапаном ЗДОК в бесштоковую полость гидроцилиндра 11Ц - стелечный упор поднимется, обтягивая колодку заготовкой; из штоковой полости этого гидроцилиндра масло будет выдавливаться в гидравлическую систему.
После освобождения электропедали управления электромагнит золотника управления 63У вновь обесточится, и поршень гидроцилиндра 14Ц возвратится в исходное положение.
На этом этапе работы для исправления дефектов обтяжки колодки заготовкой можно, нажав на коленный рычаг, переместить плунжер золотника управления 53У, который подключит бесштоковую полость гидроцилиндра 11Ц через обратный клапан I дросселя с обратным клапаном ЗДОК к сливной магистрали. Под давлением масла в штоковой полости поршень и шток гидроцилиндра 11Ц опустятся, следовательно, опустится и стелечный упор с опирающейся на него колодкой. После освобождения коленного рычага плунжер золотника управления 53У вернется в исходное положение, а масло вновь заполнит бесштоковую полость гидроцилиндра 11Ц, и стелечный упор поднимет колодку.
Третий такт - завершающий этап выполнения технологической операции. Переход к нему совершится после третьего нажатия на левую электропедаль управления. Плунжер распределительного золотника ЗР окажется на этот раз в положении г (см. рис. 36), которого он достигнет с помощью золотника управления 63У и гидроцилиндра 14Ц. Но шток распределительного золотника ЗР, освобождаясь от удерживающего его второго упора и совершая последний шаг, достигнет третьего неподвижного упора, т. е. крайнего верхнего положения.
Теперь масло поступит:
1. Через отверстия 5 и 2 распределительного золотника ЗР:
а) в штоковую полость гидроцилиндра 4Ц - пяточный прижим введен в зону обработки; бесштоковая полость этого гидроцилиндра подключена к сливной магистрали через обратный клапан IX напорного клапана 1КН, разветвления 21 и 18 (вниз), отверстия 6 и 8 распределительного золотника ЗР;
б) от разветвления 12 (вправо) через дроссель с обратным клапаном 4ДОК в бесштоковую полость гидроцилиндра 15Ц - затяжные пластины введены в зону обработки; штоковая полость этого гидроцилиндра подключена к сливной магистрали через разветвление 11 (вниз), отверстия 7 и 8 распределительного золотника ЗР;
в) от разветвления 17 (вправо) через напорный клапан 5КН (после некоторого повышения давления в гидравлической системе), от разветвления 16 (вверх) через запорный клапан КЗ в бесштоковую полость гидроцилиндра 3Ц - пяточный прижим подойдет к обрабатываемой обуви и остановится; это произойдет потому, что кронштейн, на котором укреплен гидроцилиндр 3Ц, повернется, что приведет в действие запорный клапан КЗ, и подача масла в гидроцилиндр 3Ц прекратится; штоковая полость гидроцилиндра 3Ц в это время соединена со сливной магистралью через разветвление 18 (вниз), отверстия 6 и 8 распределительного золотника ЗР;
г) от разветвления 17 (вправо) через напорный клапан 5КН, редукционный клапан 2КР, разветвление 27 (вниз) в бесштоковую полость гидроцилиндра 13Ц - носочный прижим введен в зону обработки и опустится на обувь; штоковая полость данного гидроцилиндра в этот момент соединена со сливной магистралью через разветвление 18 (вниз), отверстия 6 и 8 распределительного золотника ЗР;
д) от разветвления 17 (вправо) через напорный клапан 5КН, разветвления 16 и 15 (вверх), напорный клапан 3КН (после дополнительного повышения давления в гидравлической системе), разветвление 24 (влево), через реле времени РВ в гидроцилиндры 1Ц1, 1Ц2 - пучковые клещи повернутся, край заготовки верха обуви будет заведен под стельку; одновременно от разветвления 28 (вправо) в бесштоковые полости гидроцилиндров 9Ц, 10Ц, а также от разветвления 24 (вверх) через дроссель с обратным клапаном 1ДОК под плунжер реле времени РВ - обойма для нанесения клея (гидроцилиндр 9Ц) поднимется, произойдет впрыскивание клея (гидроцилиндр 10Ц); из штоковых полостей гидроцилиндров 9Ц и 10Ц масло будет выдавливаться в гидравлическую систему; движение плунжера реле времени РВ под действием поступающего масла будет продолжаться;
е) от разветвления 17 (вправо) через напорный клапан 5КН, разветвления 16 и 15 (вверх), через напорный клапан 3КН, разветвление 14 (вверх), напорный клапан 4КН (после следующего повышения давления в гидравлической системе) к разветвлению 13 и далее:
от разветвления 13 (влево) в полость гидроцилиндра 5Ц - носочная обжимная форма охватит носочную часть обуви, в штоковые полости гидроцилиндров 9Ц (обоймы для нанесения клея) и 10Ц (привода клеевого насоса);
от разветвления 13 (вверх) через редукционный клапан 1КР к золотнику управления 23У;
от разветвления 13 (вправо) через дроссель с обратным клапаном 2ДОК в бесштоковую полость гидроцилиндра 12Ц - затяжные пластины начинают двигаться под обрабатываемую обувь.
2. Когда плунжер реле времени РВ опустится (см. п. 1, с. 80), полости гидроцилиндров 1Ц1, 1Ц2 и бесштоковые полости гидроцилиндров 9Ц и 10Ц через реле времени РВ соединятся со сливной магистралью - пучковые клещи (гидроцилиндры 1Ц1, 1Ц2), поворачиваясь, возвратятся из-под обрабатываемой обуви в исходное положение; обойма для нанесения клея (гидроцилиндр 9Ц) опустится, впрыскивание клея (гидроцилиндр 10Ц) прекратится, так как плунжер клеевого насоса (см. механизм подачи клея, с. 85) также возвратится в исходное положение.
3. При движении под обрабатываемую обувь затяжных пластин от гидроцилиндра 12Ц (см. выше п. 2) последовательно будут срабатывать золотники управления:
а) золотник 3ЗУ соединит полость гидроцилиндра 8Ц со сливной магистралью - носочные клещи раскроются;
б) золотник 43У соединит полости гидроцилиндров 7Ц1, 7Ц2, 7Ц3, 7Ц4 боковых и полости гидроцилиндров 6Ц1 и 6Ц2 пучковых клещей со сливной магистралью - боковые и пучковые клещи раскроются;
в) золотник 13У через дроссель с обратным клапаном 3ДОК и золотник управления 53У соединит со сливной магистралью бесштоковую полость гидроцилиндра 11Ц - стелечный упор опустится, и обрабатываемая обувь прижмется к затяжным пластинам;
г) золотник 23У подключит бесштоковую полость гидроцилиндра 13Ц через разветвление 27 (влево), обратный клапан 1КО, золотник управления 23У, редукционный клапан 1КР и разветвление 13 (вниз) к магистрали высокого давления (через напорные клапаны 4КН, 3КН, 5КН, разветвление 17 (вниз), отверстия 2 и 5 распределительного золотника ЗР-давление на обувь носочного прижима увеличится.
4. В конце хода штока гидроцилиндра 12Ц включится электрическое реле времени выдержки обуви под давлением (на рис. 36 не показано), которое, сработав, через заданный интервал времени включит электромагнит золотника управления 73У, а он соединит отверстие 9 распределительного золотника ЗР через обратный клапан VII дросселя с обратным клапаном 5ДОК со сливной магистралью. В результате плунжер распределительного золотника ЗР возвратится в исходное положение а под действием пружины (см. рис. 36). Вместе с ним все механизмы возвратятся в исходное положение.
В любой момент работы гидравлической схемы, нажав на правую электропедаль управления, можно включить электромагнит золотника управления 73У и таким образом вернуть гидравлическую схему, а следовательно, все механизмы и рабочие органы машины в исходное положение.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"