
Схема работы машины
Рабочие органы машины взаимодействуют при выполнении технологической операции следующим образом.
В исходном положении (рис. 27,а) носочный прижим 9 поднят и отведен вправо (в направлении от оператора), носочная обжимная форма 11 и затяжные пластины 10 раскрыты и отведены вправо, носочные клещи 8 раскрыты и стоят вертикально, боковые клещи 6 раскрыты, пучковые клещи 5 раскрыты и отведены от стелечного упора 3 поворотом относительно вертикальной оси, стелечный упор 3 и обойма 4 для нанесения клея опущены; пяточный прижим 2 отведен влево (в направлении к оператору) и опущен. В машине он сдвинут по отношению к оператору и лотку 1 вправо. Носочный колодочный упор 7 всегда занимает постоянное положение.
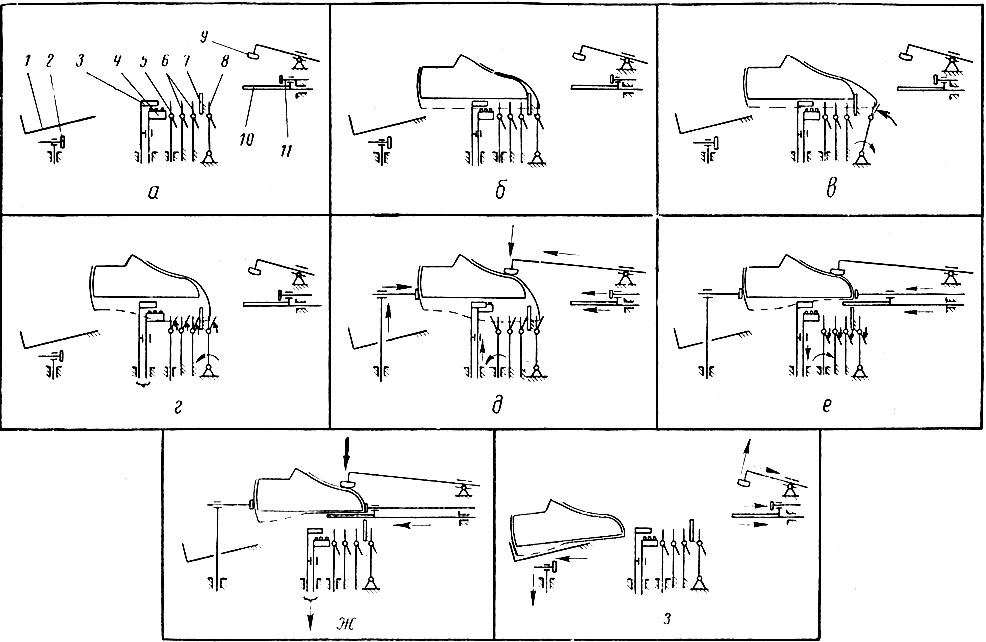
Рис. 27. Технологическая схема работы машины ЗНК-2-О (стрелками показано направление и характер перемещения рабочих органов)
Для обработки полупару обуви устанавливают на стелечный упор 3 (рис. 27,6) так, чтобы носок колодки упирался в носочный колодочный упор 7. Край носочной части заготовки верха вставляют в раскрытые носочные клещи 8.
После первого нажатия на педаль включения носочные клещи 8 закрываются, зажимая край заготовки (рис. 27, в) и, поворачиваясь по часовой стрелке, отходят от носка колодки, производя продольную вытяжку заготовки. Колодка при этом удерживается носочным колодочным упором 7. После заправки края заготовки в раскрытые губки остальных клещей и повторного нажатия на ту же педаль (рис. 27, г) боковые клещи 6 и пучковые клещи 5 закрываются, зажимая края заготовки. Стелечный упор 3 поднимается, обтягивая заготовку на колодке (стелечная обойма 4 поднимается вместе со стелечным упором 3); носочные клещи поворачиваются относительно горизонтальной оси против часовой стрелки, возвращаясь в вертикальное положение.
После третьего нажатия на педаль включения пяточный прижим 2 перемещается вверх и устанавливается над лотком 1 для обуви (рис. 27,(9). В машине он перемещается не вверх, а по отношению к оператору справа налево. Затяжные пластины 10 и носочная обжимная форма 11 совместно перемещаются влево к обуви (к оператору), носочный прижим 9 перемещается влево к обуви (к оператору) и опускается на нее, пяточный прижим 2 перемещается,вправо (от оператора) и прижимается к обуви, пучковые клещи 5 поворачиваются относительно вертикальной оси, приближаясь к стелечному упору 3 и перегибая края заготовки через ребро следа в области пучков, обойма 4 для нанесения клея поднимается и ее сопла прижимаются к стельке; при этом впрыскивается порция клея.
В дальнейшем носочная обжимная форма 11 перемещается влево (к оператору), прижимаясь к носочной части обуви (рис. 27, е); затяжные пластины 10 движутся влево под обувь (к оператору); впрыскивание клея прекращается, и обойма 4 опускается; раскрываются носочные 8, боковые 6 и пучковые 5 клещи. Пучковые клещи 5, повернувшись в обратном направлении относительно вертикальной оси, отходят от стелечного упора 3 (возвращаются в исходное положение). Потом стелечный упор 3 опускается (рис. 27, ж) вместе с обоймой 4 для нанесения клея, а носочный прижим 9 с большей силой прижимает обувь к затяжным пластинам 10. Включается реле времени, контролирующее выдержку обуви под давлением. По истечении установленного времени рабочие органы машины автоматически возвращаются в исходное положение, и освобожденная обувь попадает в лоток 1 (рис. 27, з). Удаление из лотка 1 обработанной полупары обуви производится, когда следующая за ней полупара выдерживается в машине под давлением.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"