
III. Увлажнение деталей обуви
1. Методы увлажнения
Кожаные детали обуви увлажняют перед многими технологическими операциями. Увлажнение заготовок из кожи хромового дубления и юфти перед затяжными операциями, подошв, стелек и задников перед формованием снижает усилия формования и повышает формоустойчивость обуви. Увлажнение подошв, стелек и задников перед скреплением производится для снижения усилий прокола и повышения прочности крепления. Величина оптимальной влажности деталей зависит от вида деформации кожи при проведении технологических операций и от метода увлажнения.
В обувной промышленности применяются несколько методов увлажнения:
- Увлажнение в жидкой фазе.
- Контактное (термодиффузионное) увлажнение.
- Сорбирование влаги из влажного воздуха.
Увлажнение в жидкой фазе. Увлажнение погружением в воду может выполняться при атмосферном давлении, под давлением, в вакууме.
Увлажнение при атмосферном давлении. Наиболее распространенный по настоящее время метод увлажнения погружением в воду с последующей пролежкой имеет существенные недостатки. При погружении в воду в первую очередь заполняются крупные поры кожи (влага намокания). При пролежке влага из крупных капилляров перемещается в более мелкие, но так как объем первых в 10 раз больше объема последних, то значительная часть влаги, оставшаяся в крупных капиллярах, не влияет на изменение свойств кожи и является "балластной". Скорость миграции влаги в коже в разных направлениях различна, поэтому даже после длительной пролежки не достигается равномерное распределение влаги по топографическим участкам и слоям кожи. При увлажнении погружением в воду в коже хромтанидного дубления происходит миграция растворимых веществ, что изменяет ее окраску, оставляет потеки и пятна; из юфтевых заготовок вымывается жир, заготовки из кож хромового дубления теряют товарный вид.
Применение поверхностноактивных веществ (ПАВ) повышает скорость увлажнения, особенно кож с большим содержанием жира. Однако вымывание жиров и наличие в коже остатков ПАВ снижают ее водостойкость при повторных увлажнениях, что отрицательно влияет на водостойкость обуви при носке.
Увлажнение под давлением. Этот метод применяется для увлажнения деталей низа обуви (подошвы, подметки, задники) перед прикреплением. Увлажнение производится в специальной машине. Детали для увлажнения пачками загружаются в решетчатую кассету 1 (рис. 94), которую поршень 2 опускает в цилиндр 3, заполненный водой. Поршень под действием масляного гидропривода плотно закрывает цилиндр и сжимает в нем воду до заданного давления. Вода под давлением, сжимая воздух в капиллярах кожи, быстро проникает в них на значительную глубину и адсорбируется большой поверхностью капилляров. После снятия внешнего давления защемленный в капиллярах воздух расширяется и вытесняет воду. При поднятии поршня кассета с увлажненными деталями выталкивается из цилиндра пружиной 4.
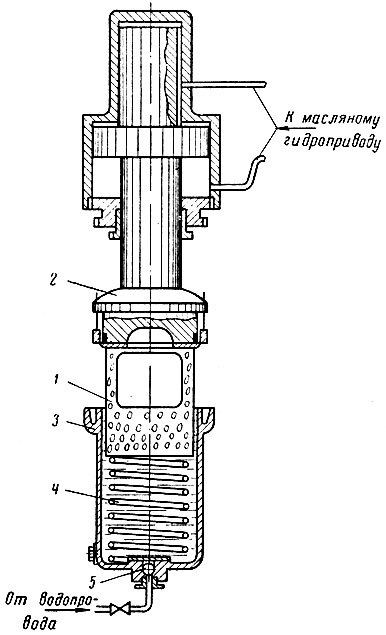
Рис. 94. Схема исполнительных механизмов машины для увлажнения деталей низа обуви под давлением: 1 - решетчатая кассета для погружения деталей в цилиндр; 2 - поршень; 3 - цилиндр для увлажнения деталей; 4 - пружина для поднятия кассеты; 5 - шаровой клапан
Режим увлажнения кожаных деталей под давлением зависит от назначения, толщины и плотности их. Наилучшие результаты дает увлажнение под давлением 30 am*. Время увлажнения рантовых подошв и двухслойных кожаных задников для юфтевой обуви - 50-60 сек, винтовых подошв и кожаных задников для обуви из кож хромового дубления - 20-30 сек. Под давлением кожаные детали увлажняются равномерно по толщине и площади. Так как этот метод не устраняет вымывания танидов и солей, не следует поднимать давление выше рекомендованного и увеличивать продолжительность увлажнения. Увеличение давления и длительности увлажнения под давлением приводит также к растворению в воде сжатого в капиллярах воздуха и снижает эффект выброса балластной воды.
* (Давление в цилиндре с водой 15 am.)
Увлажнение под вакуумом. При увлажнении в вакууме кожаных деталей можно повысить их влажность до 30-45% в пересчете на вес влажных деталей. Увлажняемые детали загружаются в герметичную камеру, из которой откачивается воздух до необходимого разрежения. В вакууме детали выдерживаются в течение 1-2 мин. Затем камеру заполняют водой комнатной температуры и в ней восстанавливается атмосферное давление. Вода быстро проникает в капилляры кожи, давление в которых ниже атмосферного. Время выдержки деталей в воде в зависимости от необходимой конечной влажности 1-2 мин. Общее время увлажнения, включая загрузку и выгрузку деталей, составляет 5-6 мин. Этот метод может быть использован для увлажнения только кожаных деталей низа перед прикреплением (подошвы, подметки, задники) или вставкой в заготовку (задники) и непригоден для обувных заготовок. Недостатком увлажнения в вакууме кроме сложности создания и эксплуатации вакуумных установок является значительное количество балластной влаги, которая остается в крупных порах кожи и увеличивает продолжительность сушки.
Контактное увлажнение*. Контактное (термодиффузионное) увлажнение при наличии температурного градиента основано на перемещении влаги в направлении потока тепла (от горячих к холодным местам). В капиллярно-пористых телах термовлагопроводность слагается из трех величин:
- термодиффузии жидкости и пара - перемещение жидкости и пара в направлении потока тепла, обусловленное молекулярным движением;
- капиллярной термовлагопроводности - микроскопического движения жидкости в направлении потока тепла, вызванного разницей капиллярных давлений на концах капилляров в результате снижения поверхностного натяжения жидкости со стороны высокой температуры (макроскопическое движение жидкости может быть также вызвано расширением защемленного пузырька воздуха внутри капилляра, связанным с повышением при увеличении температуры давления внутри пузырька);
- относительной термодиффузии пара и воздуха (при небольшой влажности) - движения воздуха в направлении потока тепла и перемещения пара против потока тепла (от холодных мест к горячим), обусловленного разным молекулярным весом воздуха и пара.
* (Теория вопроса термовлагопроводности в коллоидных капиллярно-пористых телах разработана в СССР академиком А. В. Лыковым.)
Контактное увлажнение применимо для увлажнения передней части заготовок или отдельных плоских деталей. Установки для контактного увлажнения изготавливаются двух типов.
Установка первого типа состоит из влагоносителя - влажной ткани и двух плит: одна горячая 1 (рис. 95, а) - нагревается, вторая холодная или диафрагма охлаждается или имеет температуру помещения. Заготовки носочно-пучковой частью кладутся на влажную ткань. Холодная плита прижимает заготовку к ткани и горячей плите.
В установках второго типа влага в виде пара подается через перфорированную плиту непосредственно на бахтармяную сторону заготовок. Пар в установке образуется при подогреве воды до кипения или подается извне. Холодная плита 5 (рис. 95, б) выполняется в виде жесткого прижима или резиновой диафрагмы, обжимающей заготовку по форме горячей плиты. Влага в виде жидкости и пара под действием температурного градиента движется через кожу заготовки от бахтармяной к лицевой стороне. Пар в более холодном лицевом слое или при соприкосновении с холодной плитой конденсируется.
Количество влаги, полученной кожей, и ее распределение по слоям зависит от количества воды, подаваемой тканью, разности температур между горячей и холодной плитами и времени увлажнения и может быть более высоким в бахтармяном или лицевом слоях. Температура горячей плиты в зависимости от метода дубления и температуры сваривания кожи колеблется в пределах 75-105° С, время увлажнения в зависимости от температурного градиента и желаемого эффекта увлажнения меняется от 10 до 30 сек. Количество влаги, приобретенной кожей при контактном увлажнении, достигает 3-5%.
Для полного использования комбинированного воздействия влаги и тепла на затяжные процессы и повышение формоустойчивости обуви аппараты для увлажнения контактным методом лучше ставить непосредственно на рабочем месте у обтяжно-затяжных машин. Предварительно увлажненные заготовки быстро охлаждаются, теряют влагу, и эффект термодиффузионного увлажнения резко снижается. Контактное увлажнение наиболее применимо в тех случаях, когда в заготовке пяточная и носочно-пучковая части подвергаются раздельному горячему формованию.
Смачивание поверхности деталей водой с последующей кратковременной пролежкой или контактным подогревом производится также на отдельных операциях, например при увлажнении стелек перед прибиванием подошв гвоздями или формованием следа, верха обуви и обтяжек каблуков перед оглаживанием утюгом и др.
Увлажнение сорбированием влаги из воздуха. При обработке влажным воздухом внешний вид детали и полуфабрикатов верха и низа обуви не изменяется, достигается равномерная влажность по толщине и площади кожи, снижается оптимальная влажность для проведения различных операций, так как при сорбировании влаги из воздуха в коже отсутствует балластная влага.
В ЦНИИКП разработаны оптимальные режимы увлажнения обувных деталей при сорбировании влаги из воздуха. Для увлажнения заготовок из кож хромового дубления и деталей низа обуви перед формованием температура влажного воздуха t - 33-35° С, относительная влажность φ - 98± 1 %, скорость движения воздуха v не менее 0,5 м/сек. В зависимости от вида кожи время увлажнения заготовок, ч: шевро - 1,0-1,5; шеврет, козлина хромового дубления и опоек - 1,5-2,0; выросток, полукожник, свиная кожа хромового дубления и детали низа обуви из кож хромтанидного дубления (подошвы, стельки, задники) - 2,0-2,5. Привес влаги по отношению к воздушносухому весу составляет: для заготовок 10-12, для деталей низа обуви - 6-8%;
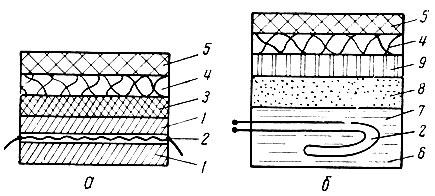
Рис. 95. Схемы установок для увлажнения заготовок контактным (термодиффузионным) методом: а - подача влаги влажной тканью; б - подача пара через пористую плиту; 1 - горячая плита; 2 - электронагреватели; 3 - влажная ткань; 4 - кожаная заготовка; 5 - холодная плита; 6 - бачок для воды; 7 - вода: 8 - водяной пар; 9 - пористая плита
При увлажнении заготовок из юфти температура влажного воздуха рекомендуется 50-55° С, время увлажнения - 2,0-2,5 ч (остальные параметры те же, что указаны выше).
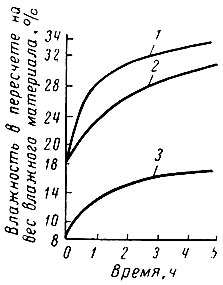
Рис. 96. Кривые увлажнения влажным воздухом при t = 25° С; φ = 98± 1%; v = 0,5 м/сек; 1 - шевро; 2 - полукожник хромового дубления; 3 - ткань 'башмачка'
Кривые увлажнения влажным воздухом кож различных видов и ткани приведены на рис. 96-98.
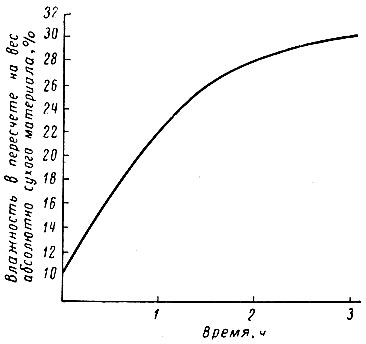
Рис. 97. Кривая увлажнения юфти влажным воздухом при t = 50° С; φ = 98 ± 1%; v = 1,0 м/сек
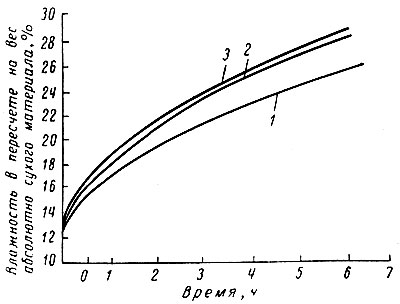
Рис. 98. Кривые увлажнения топографических участков кожи хромтанидного дубления для низа обуви при ?=25° С, φ = 98 ± 1%; v = 1,0 м/сек: 1 - огузок; 2 - пола; 3 - вороток
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"