
Работа IX.4. Проектирование заготовок верха обуви "мокасин"
Цель работы: освоить методику и технику проектирования заготовок верха обуви "мокасин".
Содержание работы.
1. Получение условной развертки и грунд-модели.
2. Разработка контура заготовки с учетом деформации.
3. Деталировка чертежей.
Пособия и инструменты: макеты верха обуви, полученные в работе IX.1, ножи, бумага ватман, линейки, угольники.
Литература. Та же, что и в работах IX.1 и IX.2.
1. Получение условной развертки и грунд-модели
Метод получения условной развертки заготовки верха обуви "мокасин" сильно отличается от методов получения предыдущих условных разверток. Это отличие заключается в том, что жесткую оболочку снимают с колодки особым способом (см. выше), а затем разрезают по контурам деталей макета и дополнительно по линиям, необходимым для распластывания этих деталей. Каждую деталь распластывают отдельно.
Оболочку вставки для заготовок любой конструкции разрезают по пограничной линии YП (рис. IX.6, а) на глубину, при которой достигается хорошее распластывание ее на плоскости.
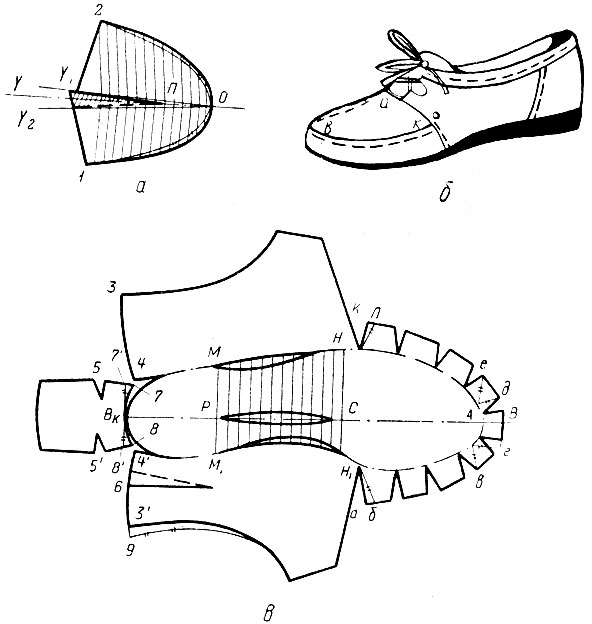
Рис. IX.6. Схема построения полуботинка 'конверт' с овальной вставкой, сострачиваемой с основной деталью тугим тачным швом
На бумаге проводят прямую, с которой при распластывании совмещают пограничную линию вставки на участке ОП, нанесенную на жесткую оболочку ранее.
Развертку в таком положении закрепляют на бумаге и очерчивают ее контур. При очерчивании отмечают образующиеся при распластывании наложения по линии разреза (Y1Y2П).
Корректировка площади развертки на величину наложения выполняется следующим образом. Через точку О и крайние точки наложения Y1, Y2 проводят новые оси ОY2 и OY1. Избыток площади, образовавшийся в результате проведения новых осей, снимают по наружному и внутреннему краям вставки. Далее оболочку вставки развертывают относительно одной какой-либо оси, но при этом длину верхнего отрезка развертки вставки сохраняют такой же, как на жесткой оболочке.
Членение и корректировку жесткой оболочки основной детали заготовки "мокасин" выполняют по-разному, в зависимости от рисунка обуви, конструкции заготовки, а также особенностей технологического процесса.
Для примера рассмотрим три различных варианта членения для заготовки детской обуви "мокасин" различной конструкции.
Вариант I (рис. IX.6, б). Заготовка предназначена для полуботинка "конверт" с овальной вставкой, сострачиваемой с основной деталью тугим тачным швом. В пяточной части на заготовку сверху настрачивают целый карман, в который вставляют жесткий задник.
Членение жесткой оболочки выполняется:
по линии прикрепления овальной вставки КВа (рис. IX.6, в). Надрезы делают на расстоянии 15-20 мм друг от друга перпендикулярно контуру ребра следа колодки, обозначенному на чертеже штрих-пунктирной линией. Глубина надрезов определяется положением линии ребра следа;
в геленочной части по линии ребра следа с внутренней M1H1 и наружной МН сторон;
по линии прикрепления берца от точек а и К до линии ребра следа;
по линии 3-4 с наружной стороны и 3'-4' с внутренней стороны. От точек 4 и 4' оболочку надрезают по ребру следа;
в точке 5 с наружной стороны и 5' с внутренней стороны, расположенных в месте наибольшей выпуклости детали;
в точке 6, расположенной на расстоянии 1/3 высоты берца от ребра следа на внутреннем берце. Глубина надреза 30-35 мм. Такой же надрез может быть выполнен и на наружном берце, если это необходимо для обеспечения хорошего распластывания жесткой оболочки.
При распластывании оболочки осевую линию АВк следа совмещают с прямой, проведенной на бумаге. Контур развертки очерчивают остро отточенным карандашом; отмечают ширину и глубину вытачек и наложений.
Носочно-пучковую часть детали условно делят на носочную и пучковую, примерно так, чтобы 2/3 всех вытачек располагалось в носочной части, а 1/3 - в пучковой.
После распластывания оболочки корректируют условную развертку на величину вытачек и наложений.
Площадь условной развертки уменьшается на величину, равную площади вытачек в носочной части по линии скрепления со вставкой с внутренней и наружной сторон (соответственно на ед и вг) и на величину площади вытачек в пучковой части по линии скрепления со вставкой с наружной и внутренней сторон (соответственно на кл и аб). В результате выполнения такой корректировки периметр ЛBб основной детали должен быть равен периметру 2-О-1 вставки (см. рис. IX.6, а). В пяточной части площадь развертки уменьшается на величину площади вытачек в точках 5 и 5' (отрезки 7-7' и 8-8' на рис. IX.6, в), а по оси следа развертки - на величину площади вытачек МН и М1Н1 (площадь, ограниченная линиями рс с внутренней и наружной сторон относительно оси следа).
Площадь основной развертки увеличивается по верхнему контуру внутреннего берца на величину площади вытачки в точке 6 (отрезок 3'-9).
Высота берцев с внутренней и наружной сторон по линии закругления пяточной части должна быть одинаковой.
Вариант II (рис. IX.7, а). Заготовка аналогична заготовке, описанной в варианте I. Но в отличие от этого варианта предполагается, что овальная вставка будет сострачиваться с основной деталью тугим тачным швом с посадкой материала основной детали.
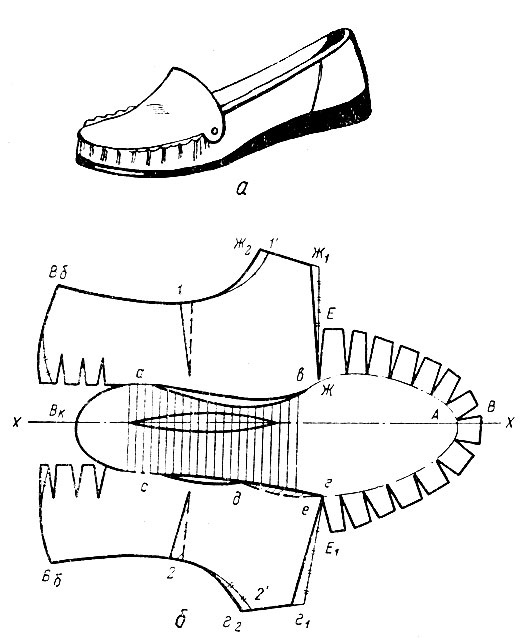
Рис. IX.7. Схема построения заготовки полуботинка с овальной вставкой, сострачиваемой с основной деталью тугим тачным швом с посадкой материала
Членение жесткой оболочки выполняется (рис. IX.7, б) по средней линии пяточной части и по линии прикрепления вставки к основной детали, где надрезы делают перпендикулярно контуру ребра следа колодки; глубина надреза ограничивается линией ребра следа:
по передней линии берца - до линии ребра следа с внутренней (жж1) и наружной (гг1) сторон;
в месте наибольшей выпуклости берцев - примерно в середине их длины перпендикулярно линии верхнего канта в точках 1 и 2;
в пяточной части - по линии ребра следа оболочки на глубину, позволяющую распластать оболочку;
в пяточной части - перпендикулярно нижнему краю берцев, по три надреза с внутренней и наружной сторон на глубину, равную 1/3 высоты берца. В зависимости от кривизны поверхности колодки в пяточной части количество надрезов может меняться;
по линии ребра следа в геленочной части - с внутренней (ав) и наружной (сде) сторон.
Распластывание выполняется так же, как в варианте I.
Так как вставку сострачивают с основной деталью тугим тачным швом с посадкой материала основной детали, то носочно-пучковую часть этой детали не корректируют.
Корректировка условной развертки на величину вытачек и наложений выполняется следующим образом.
Площадь условной развертки увеличивается на участке жж1 и гг1 переднего края внутреннего и наружного берцев на величину наложений в месте наибольшей выпуклости. Так как при такой корректировке длина линии берцев ж2ж1 и г2г1 увеличивается по сравнению с запроектированной, то следует выполнить дополнительно еще одну корректировку, с тем чтобы сохранить первоначальную длину указанных линий и верхнего канта. Эта корректировка выполняется на участках 2-2' и 1-1'.
Площадь условной развертки уменьшается в пяточной части берцев на величину суммы площадей вытачек, образовавшихся в пяточной части берцев; по осевой линии след уменьшают на величину вытачек ав и сд. При выполнении этой корректировки следует учитывать, что на участке де может образоваться наложение, а не вытачка. В таком случае из площади вытачек на внутренней стороне вычитают площадь наложения и по оси следа на соответствующем участке откладывают полученную разницу площадей.
Вариант III (рис. IX.8, а). Заготовка предназначена для туфли, овальная вставка которой пристрачивается к основной детали тугим тачным швом с посадкой материала основной детали.
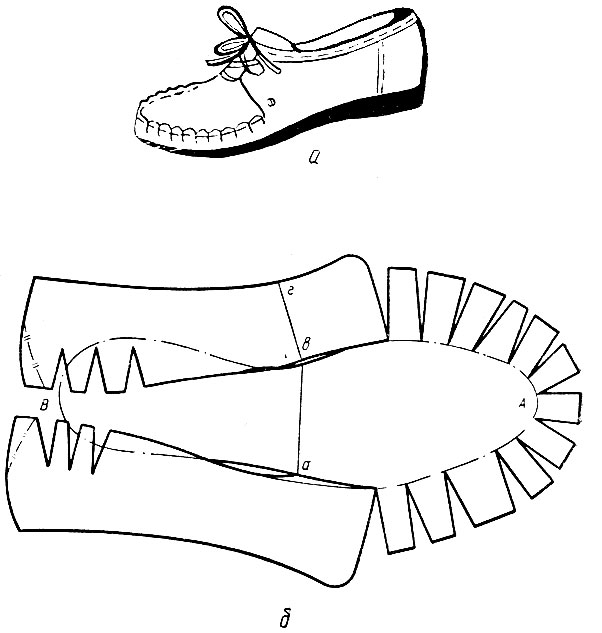
Рис. IX.8. Схема построения заготовки туфли, овальная вставка которой пристрачивается к основной детали тугим тачным швом с посадкой материала основной детали
Для уменьшения расхода материала верха часть его на следе заготовки заменяют материалом кожаной подкладки. Этим объясняется особенность членения жесткой оболочки основной детали.
Членение жесткой оболочки выполняется следующим образом (рис. IX.8, б).
Перпендикулярно контуру ребра следа колодки по линии скрепления вставки с основной деталью делают надрезы на расстоянии 10-15 мм друг от друга. Глубина надрезов ограничивается линией ребра следа.
Жесткую оболочку разрезают по ребру следа в пяточно-геленочной части на участке аВв. Глубина надреза (точки а и в) должна быть такой, чтобы было обеспечено хорошее распластывание жесткой оболочки и чтобы шов, соединяющий полустельку аВв с основной деталью, не попал в область пучков.
В задних крыльях берцев делают по три надреза, расположенных перпендикулярно нижнему контуру берцев. Глубина надрезов должна быть равна 1/3 высоты пяточной части колодки.
Условную развертку корректируют только в пяточной части на величину суммарной площади вытачек, расположенных в задних крыльях берцев.
Условную развертку делят на три детали: полустельку аВв, внутренний берец, который отрезается по линии вг, и основную деталь.
2. Разработка контура заготовки с учетом деформации
Заготовку верха обуви "мокасин" формуют с помощью раздвижных колодок, в связи с чем при расчете деформации рекомендуется сокращать линейные размеры деталей заготовки в продольном направлении на 5%, а поперечном - увеличивать на 3%. При этом основная деталь уменьшается (рис. IX.9, а) эквидистантно линии закругления пяточной части берцев и линии закругления пяточной части контура стельки на величину 0,05 ВкЛ. Для корректировки носочно-пучковой части основной детали из точки Л проводят не менее 12 лучей; длину каждого луча уменьшают на 5%.
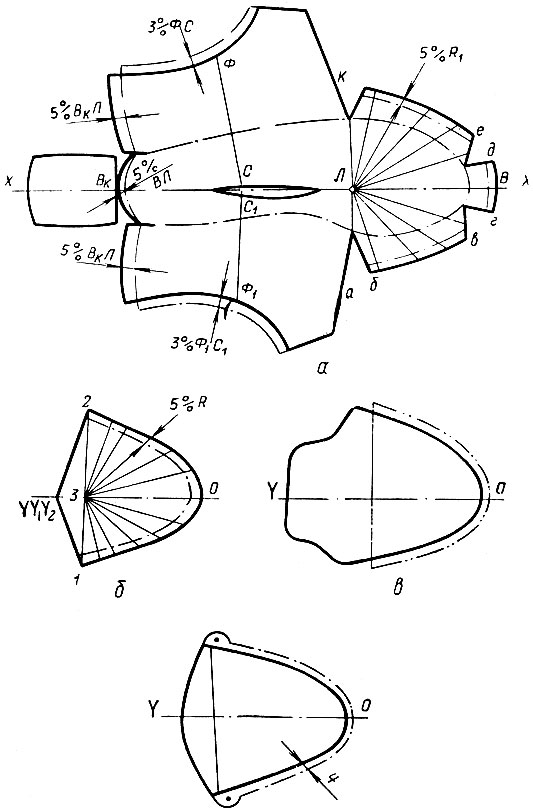
Рис. IX.9. Схема учета величины деформации при формовании на раздвижных колодках
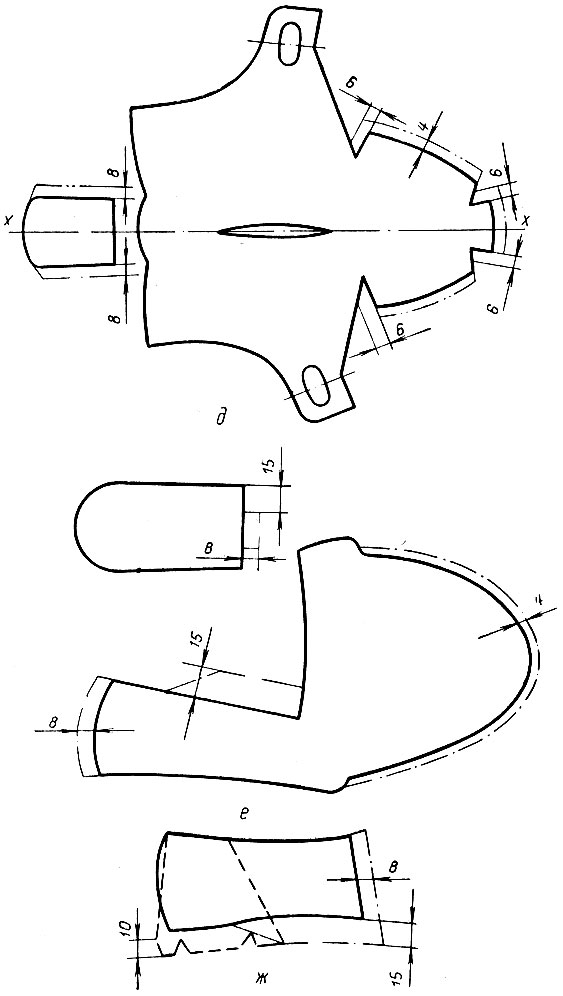
Рис. IX.9. Схема учета величины деформации при формовании на раздвижных колодках
Площадь условной развертки увеличивают в поперечном направлении на величину, равную 0,03ФС с наружной и 0,03Ф1С1 с внутренней стороны, проводя линию эквидистантно линии верхнего канта.
Уменьшение площади развертки вставки (рис. IX.9, б) выполняется так же, как носочной-пучковой части основной детали. Положение точки 3, из которой проводят лучи, определяется пересечением оси вставки OY с линией 1-2. Точки 1 и 2 соответствуют точкам, в которых находятся закрепки в заготовке.
Нанесение на чертеж припусков для швов и обработки краев деталей выполняют так же, как в работе VIII.2 (рис. IX.9, в-ж).
3. Деталировка чертежей
См. работу VIII.2.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"