
Технологический процесс
1. Выравнивание деталей верха по толщине
А. Выравнивание деталей производят со стороны бахтармы по всей площади, колебания толщины отдельных деталей в комплекте не должны превышать более ±0,1 мм.
В. Машины VAF-470, VAF-370 фирмы Фортуна, 06122/Р1, 0601/Р1, № 3 фирмы БУСМК, С-480 фирмы Камога.
Примечание. (Допускается совмещение операций выравнивания и опускания деталей в определенных частях их. В этом случае выравнивание деталей производят с использованием специальных матричных шаблонов из эластичной пластмассы.)
2. Раздваивание деталей верха по толщине для образования кармана для подносков и задников
А. Носочную часть союзки и берцы раздваивают с торца на глубину равную высоте подноска и длине задника соответственно. Допустимая толщина деталей, пригодная для раздваивания - 2,4 мм. Минимальная толщина наружного и подкладочного слоев, образующих карман заготовки - 1,1 мм.
В. Машины VAF-470, VAF-370 фирмы Фортуна.
3. Раздваивание деталей верха для загибки, под строчку и для горячего формования
А. Верхние края берцев, крылья союзок, передние и нижние края берцев раздваивают с торца на глубину, не менее 15 мм. Минимально допустимая толщина, деталей, пригодных для раздваивания с торцевой поверхности - 2,2 мм. Минимальная толщина наружного и подкладочного слоев деталей - 1,1 мм.
В. Машины МПВ-О или КЕ фирмы Фортуна с дисковым ножом для раздваивания деталей верха, VAF-470, VAF-370 фирмы Фортуна.
4. Спускание краев деталей
А. Детали по краю, в зависимости от назначения спуска, спускают с бахтармяной или лицевой стороны, спущенные кромки должны быть одинаковыми по толщине и ширине на всем протяжении и соответствовать нормативам, указанным в табл. 12.
В. Машины АСГ-13 или 01291/Р21, 3S-RZ фирмы Фортуна.
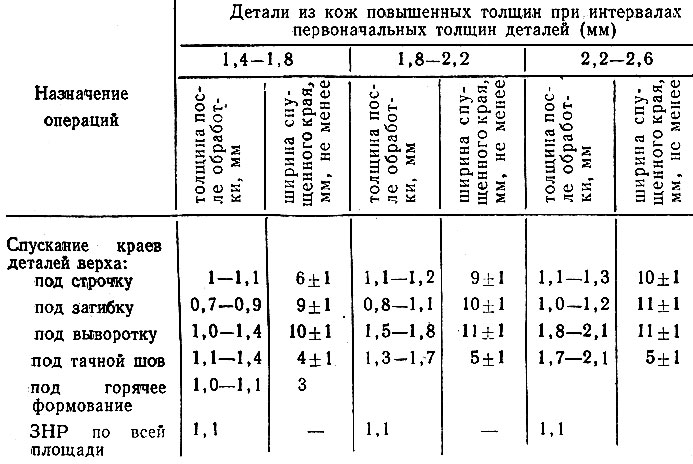
Таблица 12
Примечание. Кожподкладка толщиной более 0,8 мм спускается по верхнему и боковым краям на 1/3 от первоначальной толщины, на ширину 4±1мм.
5. Тиснение деталей верха
А. На кожаные детали верха наносят рисунок с помощью металлических плит при температуре 60-150°С, под давлением 30-100 кг/см2 в течение 4-30 с, в зависимости от толщины применяемых для деталей кож, вида их покрытия и метода дубления. Рисунок на одинаковых деталях должен быть одинаковым, четко выраженным и не иметь с лицевой стороны повреждений.
В. Пресс ПГТП-100-0, мод. 22ES фирмы Шен для глубокого тиснения с перфорацией, тиснильная плита.
Примечание. (Тиснением можно производить имитацию декоративных строчек, наметку линий для сборки заготовок и декоративных строчек.)
6. Окрашивание видимых краев деталей верха
А. Хорды краев деталей, которые остаются в готовой обуви открытыми, окрашивают под цвет лицевой стороны верха. Краску наносят ровным тонким слоем без пропусков и подтеков не загрязняя деталей верха.
Б. Краска (рецепт № 28).
В. Банка Б-1, Б-2; губка; щетка.
7. Горячее формование краев деталей верха
А. Формованию подлежат детали верха толщиной не более 1,0-1,2 мм, торцы краев которых в готовой обуви остаются открытыми. Лицевой слой по краю детали должен быть подогнут в сторону бахтармы на 90-180°, ширина загнутой кромки не более ОД мм. Температура скобы 500-1100°С. В указанных пределах режимы обработки устанавливаются лабораторией фабрики в зависимости от вида кожи.
В. Машина 333 кл. для горячего формования краев деталей верха обуви; скобы.
8. Перфорирование деталей верха
А. Рисунок перфорации должен быть четко выражен, одинаков в паре одноименных деталей по узору и положению и соответствовать рисунку утвержденной модели.
Отверстия перфорации должны быть круглыми или с закругленными краями, диаметр отверстия не более 4 мм, расстояние между отверстиями не менее 8-110 мм.
Б. Набор матриц.
В. Машины 06045/Р2, 06066/Р.1, 06041/Р2; пресс ПГТП-100-0; ножницы.
9. Наметка линий декоративных строчек
А. Линии для декоративных строчек намечают по шаблонам специальным карандашом или тупым шилом.
Намеченные линии должны быть отчетливо заметны и одинаково расположены в паре одноименных деталей в соответствии с утвержденной моделью.
Б. Комплект шаблонов; карандаши; тупое шило; машина для разметки линий декоративных строчек мод. 201 фирмы Анвер.
Примечание. (Наметку линий для декоративных строчек можно также выполнять:
1) (перфорированием при раскрое или при тиснении деталей;
2) распылительным пистолетом по прорези шаблона.)
10. Декоративная строчка деталей верха
А. Декоративная строчка деталей выполняется в соответствии с утвержденными образцами обуви.
Б. Нитки; иглы.
В. Швейные машины 324 кл. или 230 кл., 330-8 кл., 224 кл.; ножницы.
Примечание. (Допускается имитация декоративных строчек тиснением их на деталях и нанесением декоративных рисунков шелкотрафаретной печатью.)
11. Клеймение деталей верха
А. Клеймение реквизитов на деталях верха производят с бахтармяной стороны горячим способом при температуре 90-110°С с выдержкой 1-2 с. Клеймение должно быть четким.
Б. Фольга цветная обувная "юбилейная".
В. Машины КВД-1, мод. 5 фирмы БУСМК или TЗF фирмы "Сигмаимпекс" для клеймения деталей верха.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"