
Технологический процесс
1. Намазка клеем и наклеивание межподкладки
А. Клей наносят равномерным тонким слоем. На. межподкладку полосками или по всей площади. Промазанные детали межподкладки наклеивают на детали верха на машинах или вручную. Детали из шевро, козлины и шеврета, независимо от их толщины, должны быть подклеены межподкладкой. Детали из других кожевенных материалов должны быть подклеены межподкладкой, если толщина их менее указанной в табл. 10.
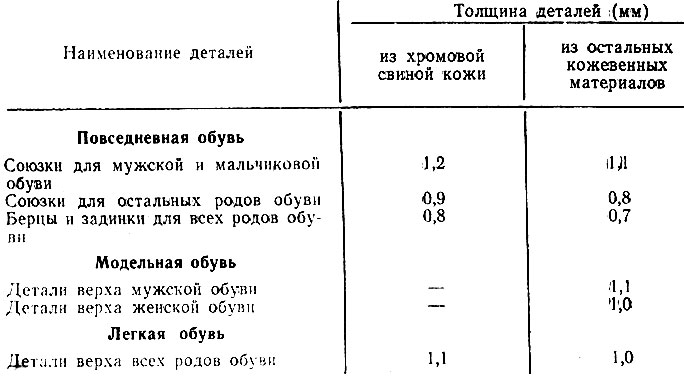
Таблица 10
Межподкладка должна быть наклеена на детали верха без складок и морщин на расстоянии (мм):
От загибаемых краев деталей:
при отсутствии перфорации ................................... 6-8
при наличии перфорации ...................................... 8-9
От краев деталей, обработанных горячим формованием (обжигом) ... 2-3
От окрашиваемых краев деталей:
при отсутствии перфорации ................................... 1-2
при наличии перфорации ...................................... 4-6
От краев деталей, попадающих под строчку ....................... 4-5
От краев деталей, стачиваемых тачным швом ...................... 0,8-1,0
От верхнего края берцев (под выворотный кант) .................. 10-12
От краев затяжной кромки ....................................... 10-12
Б. Клей (рецепты № 12, а; 10, а, б, в).
В. Машины 01230/Р2 млм 01287/Р1, МНВ-О для односторонней намазки клеем деталей заготовки.
Примечания: (1. Рекомендуется наклеивание межподкладки с нанесенным предварительно на ткань термопластическим клеевым слоем на машинах ДВ1-О.
2. Расстояние межподкладки от краев затяжной кромки может быть изменено ,в зависимости от конструкции обуви и метода крепления.
3, Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
2. Настрачивание союзок или полусоюзок на задинки
Настрачивание союзок или полусоюзок на задинки
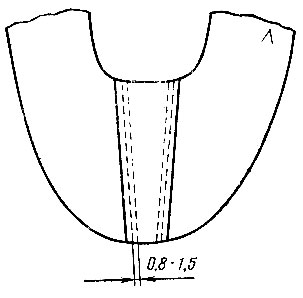
А. Союзки или полусоюзки накладывают на задинки так, чтобы верхние и соответственно нижние края совпадали, и сострачивают двухрядной (строчкой. Припуски под настрачиваемые наружные детали заготовки (при двухрядной строчке без перфорации) из кожевенных материалов - 6-8 мм, а из текстильных материалов - 6-9 мм. Строчки Должны быть утянутыми, без обрывов ниток и пропусков стежков. Расстояние первой строчки от края кожаных деталей - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), а от края текстильных деталей - 1,6-2,0 мм. Расстояние между смежными строчками - 0,8-1,5 мм. Частота строчки для деталей и хромовых опойка и выростка - 6-8, из текстильных материалов - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 224 кл. или 24 кл., 0,1231/Р2; иглы 4А, 4Б, ЗЕ, ЭИ № 90, 100 и ПО.
Примечания: (1. Операция исключается в случае применения целых берцев.
2. При сборке заготовок комнатных и дорожных туфель вместо настрачивания выполняют стачивание союзок с задинками тачным швом на одноиголь-ной машине с расстоянием строчки от края кожаных деталей - 1,0-1,2 мм, а от края деталей из текстильных материалов - 3-6 мм.)
3. Стачивание задних краев деталей верха переметочным или тачным швом

Стачивание задних краев деталей верха переметочным или тачным швом
А. Задние края деталей верха стачивают переметочным или тачным швом. При стачивании переметочным швом: задние края обеих деталей верха располагают встык так, чтобы верхние и соответственно, нижние края обеих деталей совпадали и сострачивают. Расстояние строчки от края кожаной детали - 2-3 мм. Частота строчки 3-5 стежков на 1 см. Концы швов закрепляют учащенной строчкой. При стачивании тачным швом: задинки складывают .между собой лицевыми сторонами так, чтобы верхние и, соответственно, нижние края их совпадали и сострачивают. Расстояние строчки от края деталей из шевро и хромового опойка - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), а из текстильных материалов - 3-6 мм. Частота строчки для деталей из хромовых опойка и выростка - 5-6, а из текстильных материалов - 6-8 стежков на 1 см. Концы строчек закрепляют двумя-тремя дополнительными стежками с каждой стороны. Строчки должны быть утянутыми, не иметь обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 4-0.
В. Швейные машины. 26-А кл. или 331-3 Ково, 330-8 кл. или 230 кл.; иглы 3И, 4А № 90, 100, 110 и 120.
4. Разглаживание заднего шва
А. Задний шов заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны. Строчка при разглаживании не должна быть нарушена, а стачанные края деформированы.
В. Машины РЗШ-1-0 или 01168/Р1, 01210/Р1 для разглаживания швов кожаных или текстильных заготовок.
5. Разглаживание и расстройка тачного шва
А. Задний шов расстрачивают по тесьме двумя параллельными строчками с одновременным разглаживанием. Тачные швы должны быть разглажены так, чтобы не оставалось следов рубца. Строчки должны быть утянутыми, без обрывов ниток- и пропусков стежков. Расстояние между строчками - 3-4 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из текстильных материалов - 5-8 стежков на 1 см. Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р2; иглы 4А, 3И № 90 и 100.
6. Настрачивание задних наружных ремней
А. Задний наружный ремень накладывают на задний шов и пристрачивают однорядной строчкой с каждой стороны. Верхний край ремня должен выступать за края задинок на 5-7 мм для последующей загшбки. Ось ремня должна совпадать с линией заднего шва. Строчка должна быть утянутой, без пропусков стежков и просекания материала. Расстояние строчки от края - 1,0-1,2 мм для кожаных деталей толщиной 1,0-11,2 мм, а для деталей из текстильных материалов - 1,5-2,0 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из текстильных материалов 5-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 3И № 90 и 100.
Примечание. (В зависимости от конструкции заготовки верхний край задних наружных ремней может совпадать с верхними краями задинок.)
7. Стачивание передних краев полусоюзок переметочным или тачным швом
А. Передние края полусоюзок располагают встык так, чтобы они совпадали и сострачивают переметочным швом. При соединении тачным швом полусоюзки складывают лицевыми сторонами и сострачивают по переднему краю. Расстояние строчки от краев деталей при соединении переметочным швом - 2-3 мм. Концы швов закрепляют учащенной строчкой. Частота строчки - 3-5 стежков на 1 см.
Расстояние строчки при соединении тачным швом от краев деталей из шевро, хромовых опойка и выростка - 1,0-1,2 мм, а из текстильных материалов - 3-6 мм. Частота строчки для деталей из хромовых выростка и опойка - 5-16, а из текстильных материалов - 6-8 стежков на 1 см. Концы швов закрепляют двумя-тремя дополнительными стежками с каждой стороны. Строчки должны быть утянутыми, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные ;машины 331-3 Ково или 26-А кл., 01216/Р2, 330-в кл., 230 кл.; ,иглы 4А, 3И № 90, 100, 110, 120.
8. Разглаживание и расстрочка тачного шва полусоюзок
А. Передний край полусоюзок расстрачивают по тесьме двумя параллельными строчками с одновременным разглаживанием. Тачные швы должны быть разглажены так, чтобы не оставалось следов рубца. Строчки должны быть утянутыми, без обрывов ниток и пропусков стежков. Расстояние между строчками - 4 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из текстильных материалов - 5-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р2; иглы 4А, 3И № 90 и 100.
Примечание. В случае применения машин для разглаживания тачных швов с одновременным наклеиванием предварительно промазанной тесьмы операции 5 и 8 исключаются.
9. Настрачивание передних наружных ремней
Настрачивание передних наружных ремней
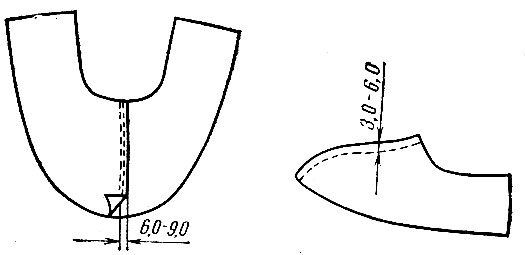
А. Передний наружный ремень накладывают на передний шов и пристрачивают однорядной или двухрядной строчкой с каждой стороны ремня, при этом детали верха должны быть хорошо расправлены и плотно без морщин и складок прилегать к ремню. Ось ремня должна совпадать с линией переднего шва. Расстояние строчки от края деталей - 1,0-1,2 мм для кожаных деталей толщиной 1,0-1,2 мм, а для деталей из текстильных материалов - 1,5-2,0 мм. Расстояние между строчками - 0,8-1,5 мм в зависимости от утвержденного образца обуви. Частота строчки для деталей из шевро - 7-9, из хромовых опойка и выростка - 6-8, а из текстильных материалов - 5-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 330-8 кл. 230 кл.; иглы 4А, 3И №90 и 100.
10. Стачивание подкладки по переднему краю
Стачивание подкладки по переднему краю
А. Передние края подкладки соединяют настрочным швом двумя параллельными строчками или скрепляют тачньим швом так, чтобы верхние и нижние края совпадали. Припуск под настрачивание при двухрядной строчке - 6-9 мм. Расстояние строчки от края - 1,5-2,5 мм, а между строчками не менее 2-3 мм. Расстояние строчки от края при тачном шве - 3-6 мм. Концы строчек закрепляют двумя-трамя дополнительными стежками. Частота строчки - 5-6 стежков на 1 см. Строчки должны быть ровными, параллельными краю деталей, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р2, 330-8 кл. или 230 кл.; иглы 3И № 90 и 100.
11. Настрачивание карманов или задних внутренних ремней
А. Карман или задний внутренний ремень настрачивают на текстильную подкладку однорядной строчкой с каждой стороны ремня или кармана. Припуск текстильного материала под строчку - 4-7 мм. Расстояние строчки от края кожаного кармана или заднего внутреннего ремня - 1,0-1,5 мм, а от края кармана из искусственного футора - 1,5-2,5 мм. Частота строчки - 5-6 стежков на 1 см. Концы строчек укрепляют двумя-тремя дополнительными стежками. Строчка должна быть ровной, хорошо утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 30; 40. В. Швейные машины 330-8 кл. или 230 кл.; 34-М кл.; иглы 4А, 3И № 90 и 100.
12. Стачивание подкладки по заднему краю
А. Детали подкладки складывают лицевыми сторонами друг (К другу так, чтобы верхние и нижние края совпадали и сострачивают однорядной строчкой. Концы строчек укрепляют двумя-тремя дополнительными стежками. Строчка должна быть ровной, хорошо утянутой, без обрывов литок и пропусков стежков. Расстояние строчки от края деталей - 3-6 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл., или 230 кл., 34-М кл.; иглы 3И № 90 и 100.
13. Намазка клеем и склеивание деталей верха и подкладки
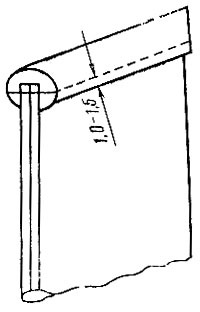
А. На верхние края подкладки и верха наносят тонкий ровный слой клея на ширину 10-12 мм. Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Промазанные и высушенные верх и подкладку склеивают между собой. Подкладка должна быть наклеена на верх так, чтобы их края совпадали. Лицевая сторона деталей не должна быть загрязнена клеем.
Б. Клей (рецепт № ,12, а).
В. Стол с устройством для подсушки; приспособление для нанесения клея; сосуд для клея; кисть.
14. Стачивание деталей верха с подкладкой
А. Подкладку и верх заготовки складывают лицевыми сторонами внутрь так, чтобы края их совладали и по верхним краям скрепляют одной строчкой на расстоянии 1,0-1,2 мм от края. Частота строчки для деталей из хромовых выростка и опойка - 6-8, а из остальных видов кож - 5-6 стежков на 1 см. Детали не должны быть сморщены или стянуты по линии швов.. Строчка должна быть ровной, хорошо утянутой, без пропусков стежков и обрывов ниток.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 3И № 90-100:
15. Окантовка краев деталей верха
Окантовка краев деталей верха
А. Склеенный ранее верх с подкладкой окантовывают тесьмой так, чтобы строчка захватывала оба края окантовочной тесьмы. Расстояние строчки от края ленты - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40; окантовочная тесьма.
В. Швейные машины 550-1 кл. или 550 кл., 211 кл.; иглы 3И, 4А № 90-110.
16. Намазка клеем краев деталей верха и подкладки под выворотку, сушка
А. На верхние края подкладки и верха наносят тонкий ровный слой клея на ширину 12-15 мм, без сгустков и пропусков. Лицевые стороны верха и подкладки не должны быть загрязнены клеем. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; приспособление для нанесения клея; сосуд для клея; кисть.
17. Выворачивание и околачивание канта
Намазка клеем краев деталей верха и подкладки под выворотку, сушка
А. Тачной шоь с внутренней стороны тщательно разглаживают, затем заготовку выворачивают на лицевую сторону и околачивают по канту.
В. Машина ОК-О для околачивашия канта заготовок обуви.
18. Строчка канта
Строчка канта
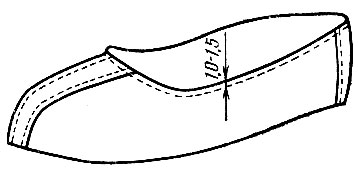
А. Кант, ранее вывернутый и околоченный, строчат одной строчкой. Строчка должна быть параллельной краю заготовки, хорошо утянутой, без обрывов ниток и пропусков стежков. Расстояние строчки от края заготовки - 1,0-1,6 мм. Частота строчки для деталей из хромовых выростка и опойка - 6-8, из шевро - 7-9, из остальных видов кож - 5-6 и для деталей из текстильных материалов - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл.; 34-М кл.; 4А и ЗИ № 90 и 100.
19. Настрачивание задников

Настрачивание задников
А. На заготовку с внутренней стороны накладывают задник так, чтобы его средняя линия совпала с задним швом и пристрачивают одной строчкой. Верхний край задника должен не доходить до верхнего края заготовки на 8-9 мм. Расстояние строчки от края задника 1,0-1,2 мм. Частота строчки - 5-6 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30.
В. Швейные машины 2324 кл. или 94 кл., 233 кл.; иглы 2Г и 3Ш № 110-130.
20. Пристрачивание стелек к заготовке
А. Стельку пристрачивают точно по гофрам так, чтобы края стельки совпадали с краями заготовки, а строчка была ровной, хорошо утянутой и не имела пропусков стежков. Расстояние строчки от краев деталей - 2,0-2,5 мм. При изготовлении легкой обуви с мягкой платформой из войлока, картона и других материалов мягкие стельки пристрачивают к заготовке, имеющей затяжную кромку, по линии расположенной ниже линии, соответствующей грани колодки на 2,0-2,5 мм. Частота строчки - 5-6 стежков на 1 см. На заготовке и стельке не допускаются складки, морщины и повреждения. Стельку пристрачивают со стороны верха.
Б. Нитки хлопчатобумажные № 3; 6; 10; 20; 30.
В. Швейные машины 233 кл. или 2324 кл., 94 кл.; иглы 3Ш, № 100-1130 или 9Г № 100-4130.
Примечание. (При работе на машине 94 кл. допускается применение игл 2Г № 100-130.)
21. Пристрачивание, обтяжек к заготовкам
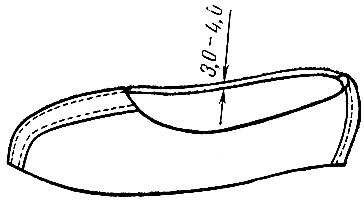
А. Обтяжку для платформы и каблука пристрачивают к заготовкам точно по гофрам. Расстояние строчки от края заготовки и обтяжки - 4,0-4,5 мм. Края обтяжки должны совпадать с краями заготовки и стельки, строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков. Частота строчки - 5-6 стежков на 1 см. На заготовке и обтяжке не допускаются складки, морщины и повреждения."
Б. Нитки хлопчатобумажные № 3; 6; 10; 20; 30.
В. Швейные машины 94 кл.; иглы 9Г или 2Г № 100-130.
22. Встрачивание шнура для затяжки
А. По краю периметра затяжной кромки заготовки пристрачивают шнур переметочным швом. Свободные концы шнура оставляют для затяжки заготовок на колодке. Расстояние переметочного шва от края затяжной кромки - 4-6 мм. Частота строчки - 3-5 стежков на 1 см. Шнур должен проходить между стежками и не должен быть захвачен строчкой. Концы швов закрепляют учащенной строчкой. Строчка не должна иметь обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10.
В. Швейные машины 26-А кл. или 331-3 Ково, 01216/Р2; иглы 3И № 100-1120.
Примечание. (В дорожных туфлях сострачивают верх с подкладкой по затяжной кромке на одноигольных машинах с расстоянием строчки от края заготовки - 1,0-1,2 мм. Частота строчки - 5-6 стежков на 1 см.)
23. Прикрепление украшений к заготовкам
А. Украшения в виде бантов (накладок) прикрепляют к заготовке по наколкам одной или двумя строчками в зависимости от модели обуви. Частота строчки - 5-6 стежков на 1 см. Металлические, пластмассовые или другие украшения вставляют в заготовку и затем закрепляют с внутренней стороны. Украшения располагают симметрично в обеих полупарах заготовок.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл.; иглы 4А, 3И № 90-100.
Примечание. (Операцию можно выполнять в готовой обуви на машинах для прикрепления украшений.)
24. Чистка заготовок
А. Заготовку с внешней и внутренней сторон тщательно очищают от клея и других загрязнений. Все концы ниток, оставшиеся после строчек, обрезают так, чтобы не повредить стежки строчек и лицевую поверхность деталей заготовок.
В. Стол; ножницы.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"