
Технологический процесс
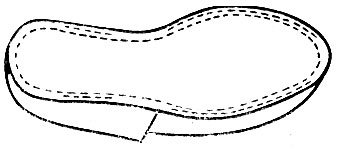
1. Дублирование кожаных стелек с текстильными
А. Клей наносят ровным слоем по всей поверхности текстильной и кожаной стелек полосами шириной 2-3 мм с расстояниями между ними 5-6 мм. Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Промазанные и высушенные детали склеивают вручную или на прессе... Текстильная стелька должна быть склеена с кожаной вровень так, чтобы не было отставаний склеенных слоев и отсутствовали какие либо загрязнения на поверхностях стелек.
Б. |Клей (рецепты № 12, а; 10).
В. Машины 01230/Р2 или 01287/Р1; приспособление для нанесения клея.
2. Намазка клеем краев деталей верха под загибку и сушка
А. На спущенные края деталей верха, подлежащих загибке, наносят тонкий ровный слой клея, не допуская загрязнений лицевой стороны деталей. Ширина намазки под загибку - 9-12 мм. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 12, а; 9, в, г, д).
В. Стол с устройством для подсушки; сосуд для клея; кисть. 180
3. Наклеивание тесьмы на детали верха
А. На края деталей, предназначенных под загибку (союзок, чересподъемных и пяточных ремней), наклеивают тесьму, промазанную клеем. Тесьму наклеивают посередине подпряжечного ремня. Тесьму наклеивают на расстоянии 4-5 мм от загибаемого края деталей верха. Она должна быть длиннее выступающих частей верха (по линии пристрочки к стельке) на 15-18 мм, наклеена без складок и прочно склеена с верхом.
Б. Тесьма.
В. Стол, мраморная плита; ножницы, молоток.
4. Загибка краев деталей верха
А. Промазанные клеем края деталей, предназначенных для загибки, подводят под исполнительные органы машины и загибают. Ширина загнутых краев должна быть одинаковой по всему периметру и равна 4-6 мм. Загнутые края должны быть прочно склеены.
В. Машина 01230/Р2 для загибки краев деталей верха обуви.
Примечания: (1. При выполнении затибки краев деталей верха с одновременным вклеиванием тесьмы на машине 01280/Р1 операции 2 и 3 исключаются.
2. Вогнутые края загибаемых деталей должны быть подрезаны на глубину 2,0-2,5 мм.)
5. Надевание пряжек и склеивание концов пряжечных ремней
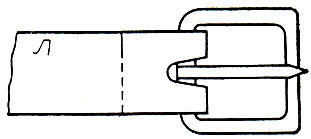
Надевание пряжек и склеивание концов пряжечных ремней
А. Пряжку вдевают шпеньком в отверстие на пряжечном ремне. Пряжечный ремень перегибают по оси вращения шпенька пряжки и концы ремня прочно склеивают между собой. В паре заготовок пряжки должны быть одинаковыми по виду и размеру и соответствовать ширине ремня. Край ремня должен быть хорошо околочен молотком и плотно входить в пряжку.
Б. Пряжки.
В. Стол; молоток; мраморная плита.
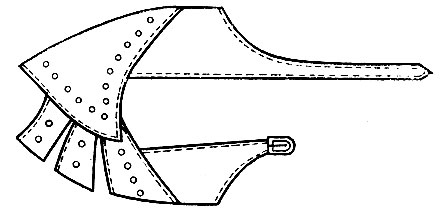
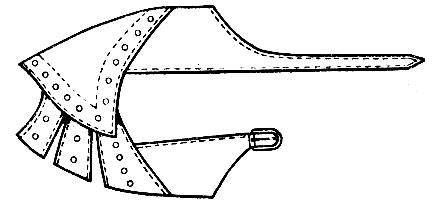
6. Составление деталей верха
Составление деталей верха
А. На лекала лицевой стороной накладывают детали верха так, чтобы контуры заготовки совпадали с контурами лекал, без перекосов и смещений. Детали верха прочно склеивают, не допуская загрязнений.
Б. Лекала.
В. Стол; мраморная плита; молоток.
Примечание. (Операция рекомендуемая.)
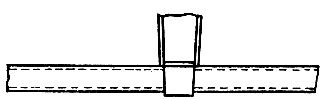
7. Сострачивание деталей пяточных ремней
А. Пяточный ремень по заднему краю сострачивают настрочным швом в виде треугольника. Припуск под настрачивание 3-6 мм. Расстояние строчки от края детали - 0,5-0,9 мм (при толщине деталей 0,5-0,9). Частота строчки для деталей из шевро - 7-9, а из хромовых опойка и выростка - 6-8 стежков на 1 см. Строчки должны быть утянутыми, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 46 №75-90.
8. Намазка клеем деталей верха и кожаной подкладки, сушка
А. На детали верха и кожаной подкладки с бахтармяной стороны по всей площади наносят равномерный слой клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол; мраморная плита; сосуд для клея; кисть.
9. Склеивание деталей верха с кожаной подкладкой
А. Детали верха склеивают с кожаной подкладкой так, чтобы кожаная подкладка была вровень или выступала не более, чем на 2 мм за края верха. Затем детали околачивают молотком до 2 полного склеивания. На деталях верха и кожаной подкладке не должно быть складок и морщин, а кант должен быть хорошо околочен.
В. Стол; мраморная плита; молоток.
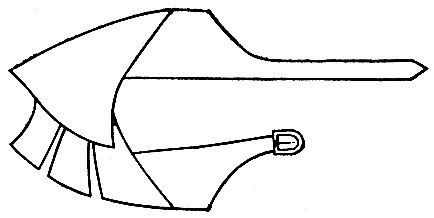
10. Строчка канта заготовки с обрезкой краев кожаной подкладки
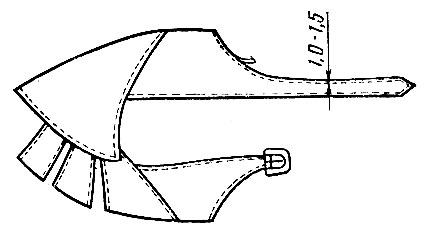
Строчка канта заготовки с обрезкой краев кожаной подкладки
А. Кант заготовки строчат с одновременным пристрачиванием берцев к союзкам, а также с обрезкой краев кожаной подкладки. (Кожаная подкладка не должна быть видна с лицевой стороны верха. Строчка должна быть ровной, без обрывов ниток и пропусков стежков. Расстояние строчки от края деталей верха -1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 34-А кл. или 332 кл.; иглы 4А, 4Б № 75-90.
Примечание. (Одновременно со строчкой канта заготовки укрепляют пряжечный ремень двойной строчкой или строчкой в виде треугольника.)
11. Строчка канта союзок с обрезкой краев кожаной подкладки
А. Кант союзки строчат одной строчкой и одновременно обрезают края кожаной подкладки. Расстояние строчки от края союзки 1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 34-А кл. или 332 кл.; иглы 4А, 4Б № 75-90.
12. Строчка канта чересподъемных ремней с обрезкой краев кожаной подкладки
А. Кант чересподъемных ремней строчат одной строчкой и одновременно обрезают края кожаной подкладки. Расстояние строчки от края чересподъемного ремня - 1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков.
Б. (Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 34-А кл. или 332 кл.; иглы 4А, 4Б № 76-
13. Строчка канта пяточных ремней с одновременным пристрачиванием чересподъемных и пряжечных ремней
А. Кант пяточных ремней строчат с одновременным пристрачиванием чересподъемных и пряжечных ремней. Расстояние строчки от края пяточных ремней - 1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков "стежков.
Б. (Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 330-8 кл. или 34 М кл.; иглы 4А, 4Б № 75-90.
14. Строчка нижнего канта пяточных ремней с обрезкой краев кожаной подкладки
А. Нижний кант пяточных ремней строчат одной строчкой и одновременно обрезают края кожаной подкладки. Растояние строчки от края пяточных ремней - 1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 34-А кл. или 332 кл.; иглы 4А, 4Б № 75-90.
15. Строчка канта боковых ремней с обрезкой краев кожаной подкладки
А. Кант боковых ремней строчат одной строчкой и одновременно обрезают края кожаной подкладки. Расстояние строчки от края oбоковых ремней - 1,0-11,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 34-А кл. или 332 кл.; иглы 4А, 4Б № 75-90.
16. Перегибание стоек через боковые ремни и наклеивание кожаной подкладки на стойки
Перегибание стоек через боковые ремни и наклеивание кожаной подкладки на стойки
А. Стойки перегибают через боковые ремни по гофрам и наклеивают кожаную подкладку на стойки вровень с ними или же чтобы кожаная подкладка выходила за край верха не более, чем на 2 мм. Кожаная подкладка должна быть хорошо склеена со стойками.
В. Стол, мраморная плита, молоток.
17. Строчка канта стоек с обрезкой краев кожаной подкладки
А. Кант стоек строчат с одновременной обрезкой краев кожаной подкладки. Расстояние строчки от края стоек - 1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 34-А кл. или 332 кл.; иглы 4А, 4Б № 75-90.
18. Строчка канта союзок с одновременным пристрачиванием боковых ремней
А. Кант союзок строчат одновременно с пристрачиванием боковых ремней. Расстояние строчки от края союзки - 1,0-1,5 мм. Частота строчки для деталей из шевро - 7-9, а из хромовых выростка и опойка - 6-в стежков на 1 см. Строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 330-8 кл. или 34-М кл.; иглы 4А, 4Б № 75-90.
19. Перфорирование союзок
Перфорирование союзок
А. Деталь вкладывают в перфорирующую матрицу, которую с помощью каретки вдвигают под ударную головку до упора. При включении машины пробойники пробивают отверстия в детали. Рисунок перфорации должен быть четко выражен, в паре одноименных деталей он должен быть одинаковым по узору и положению, а также соответствовать рисунку утвержденной модели обуви. В отверстиях не должно быть остатков высечки.
Б. Лист картона или поливинилхлоридная плита.
В. Машина 06099/Р1 или 06066/Р1, 060415/Р1 для перфорирования заготовок обуви; перфораторы.
Примечание. (Допускается перфорирование просечками на приспособленных швейных машинах.)
20. Строчка декоративных линий
Строчка декоративных линий
А. Декоративные линии строчат точно по намеченным ориентирам. Строчки должны быть ровными, хорошо утянутыми, без обрывов ниток и пропусков стежков. Частота строчки для деталей из шевров - 7-9, а из хромовых выростка и опойка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 0; 00; 3; 6; 10; 20; 30; 40; 50.
В. Швейные машины 330-8 кл. или 324 кл., 224 кл.; иглы 4А, 4Б № 75 и 85, № 110-130; 4Д, № 160-170;
Примечание. (Операция рекомендуемая.)
21. Пробивание отверстий для застегивания пряжек
Пробивание отверстий для застегивания пряжек
А. Для застегивания пряжек на ремнях вдоль осевой линии пробивают ряд отверстий. Первое отверстие должно находиться на расстоянии 20-25 мм от конца ремня, а расстояние между центрами отверстий - 7-8 мм. Отверстия должны быть пробиты чисто, без остатков высечки.
В. Стол; приспособление для пробивки отверстий; пробойник; молоток.
22. Пристрачивание стелек к заготовкам
А. Стельку пристрачивают точно по гофрам так, чтобы ее края совпадали с краями заготовки. Расстояние строчки от краев деталей - 2,0-2,5 мм. Строчка должна быть ровной, хорошо утянутой, без пропусков стежков. При изготовлении легкой обуви с мягкой платформой из войлока, картона и других материалов мягкие стельки пристрачивают к заготовке, имеющей затяжную кромку по линии, расположенной ниже линии, соответствующей грани колодки, на 2,0-2,6 мм. Частота строчки - 5-6 стежков на 1 см. На заготовке и стельке не допускается складки, морщины и повреждения. Стельку пристрачивают со стороны верха.
Б. Нитки хлопчатобумажные № 3; 6; 10; 20; 30.
В. Швейные машины 2324 кл. или 233 кл., 94 кл.; иглы 3Ш № 100-130 или 9Г № 100-130.
Примечание. (При работе на машине 94 кл. допускается применение игл 2Г № 100-130.)
23. Пристрачивание обтяжек к заготовкам
Пристрачивание обтяжек к заготовкам
А. Обтяжку для платформы и каблука пристрачивают к заготовке точно по гофрам. Расстояние строчки от края заготовки и обтяжки - 4,0-4,5 мм. Края обтяжки должны совпадать с краями заготовки и стельки, строчка должна быть ровной, хорошо утянутой и не иметь пропусков стежков. Частота строчки - 5-6 стежков на 1 см. На заготовке и обтяжке не допускаются складки, морщины и повреждения.
Б. Нитки хлопчатобумажные № 3; 6; ДО; 20; 30.
В. Швейные машины 94 кл. или 2324 кл.; иглы 9Г или 2Г № 100-130.
24. Чистка заготовок
А. Заготовку с внешней и внутренней сторон тщательно очищают от клея и других загрязнений. Все концы ниток, оставшиеся после строчек, обрезают так, чтобы не повредить стежки строчек и лицевую поверхность деталей заготовки.
В. Стол; ножницы.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"