
Технологический процесс
1. Намазка клеем и наклеивание межподкладки
А. Клей наносят равномерным тонким слоем на межподкладку полосками или по всей площади. Промазанные детали межподкладки наклеивают на детали верха на машинах или вручную.
Детали из шевро, козлины и шеврета, независимо от их толщины, должны быть подклеены межподкладкой. Детали из других кожевенных материалов должны быть подклеены межподкладкой, если толщина их менее указанной в табл. 9.
Таблица 9
Межподкладка должна быть наклеена на детали верха без € кладок и морщин на расстоянии (мм):
От загибаемых краев деталей:
при отсутствии перфорации ....................... 6-8
при наличии перфорация .......................... 8-9
От краев деталей, обработанных горячим формованием
(обжигом) .......................................... 2-3
От окрашиваемых краев деталей:
при отсутствии перфорации ....................... 1-2
при наличии перфорации .......................... 4-6
От краев деталей, попадающих под строчку ........... 4-5
От краев деталей, стачиваемых тачным швом .......... 0,8-1,0
От верхнего края берцев (под выворотной кант) ...... 10-12
От краев затяжной кромки ........................... 10-12
Б. (Клей (рецепты № 12, а; 10, а, б, в).
В. Машины 01230/Р2 или 01287/Р1, МНВ-О для односторонней намазки клеем деталей заготовки; приспособление для нанесения клея.
Примечания: (1. Рекомендуется наклеивание межподкладки с нанесенным предварительно на ткань термопластическим клеевым слоем на машинах ДВ1-О.
2. Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.
3. Допускается наклеивание межподкладки на одном уровне с краями деталей, скрепляемых тачным швом.
4. Допускается применение и других клеев, кроме указанных в пункте Б по рекомендации лаборатории фабрики.)
2. Намазка клеем деталей верха под составление и сушка
А. На спущенные края деталей, идущих под строчку, наносят равномерный тонкий слой клея на ширину 8-10 мм, не допуская загрязнений клеем лицевой стороны деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
Примечание. (Операция рекомендуемая.)
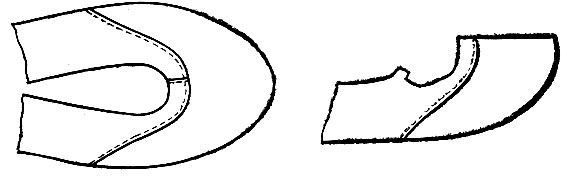
3. Составление деталей верха
А. Составную или целую союзку склеивают с составными или целыми берцами точно по лекалам или по меткам - ориентирам, при этом детали не должны быть перекошены, а края затяжной кромки составленных деталей должны совпадать.
Б. Лекала.
В. Стол; молоток; мраморная плита.
Примечания: (1. Операция рекомендуемая.
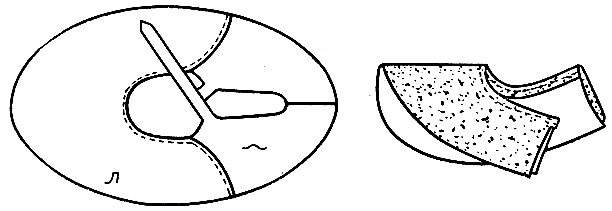
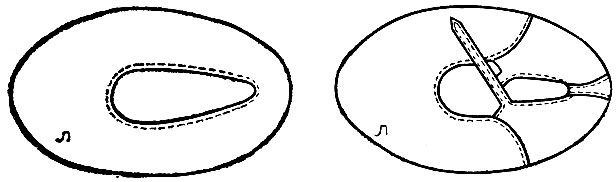
2. В туфлях тина "лодочка" с цельной задинкой наклеивают одну сторону цельной задинки на союзку.)
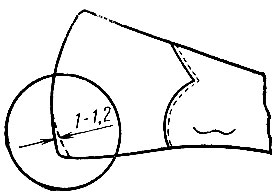
4. Сострачивание деталей верха
Сострачивание деталей верха
А. Составленные предварительно детали верха сострачивают или накладывают союзки на берцы и пристрачивают однорядной или двухрядной строчкой. При цельной задинке в заготовках туфель типа "лодочка" настрачивают одну сторону цельной задинки на союзку. Концы ниток закрепляют. Расстояние строчки от края 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 224 кл., 24 кл.; иглы 4А, 4Б № 75-100.
Примечания: (1. Операция исключается при сборке заготовок с круговыми союзками.
2. В туфлях с череспоаъемными ремнями допускается настрачивание берцев на союзки.)
5. Загибка краев деталей верха с одновременным вклеиванием тесьмы
Загибка краев деталей верха с одновременным вклеиванием тесьмы
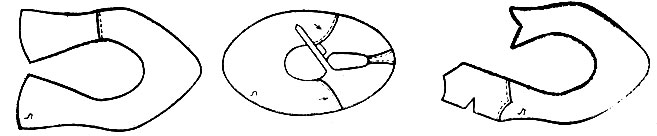
А. Края деталей, предназначенных для загибки подводят под исполнительные органы машины и загибают с одновременной подачей клея и укрепляющей тесьмы. Загнутые края должны быть прочно склеены на одинаковую по всему периметру ширину 4-5 мм.
Б. Клеи - расплавы на основе низкомолекулярных полдамядов с температурой плавления 100-120°С (рецепт № 7); тесьма.
В. Машины ЗКД-О или 01280/P1, мод. С фирмы БУСМК дли загибки краев деталей верха; молоток; ножницы.
Примечания: (1. Вогнутые края загибаемых деталей должны быть подрезаны на глубину 2,0-2,5 мм.
2. При загибке краев деталей верха на машинах 01280/Р1 применяются клеи (рецепты 9, в, г, д)
3. При выполнении данной операции исключаются операции 6, 7 и 8.)
6. Намазка клеем краев деталей верха под загибку и сушка
Намазка клеем краев деталей верха под загибку и сушка
А. На спущенные края деталей, подлежащих загибке, наносят ровный тонкий слой клея на ширину 9-12 мм, не допуская загрязнений лицевой стороны деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 12, а; 9, в, г, д).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
Примечание. (Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
7. Наклеивание тесьмы на детали верха
А. Тесьму, промазанную клеем, наклеивают на расстоянии 4--5 мм от края деталей, предназначенных для загибки. Тесьму наклеивают, не допуская складок и морщин.
Б. Клей (рецепты № 12, а; 9, в, г, д), тесьма.
В. Стол; ножницы.
Примечание. (Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
8. Загибка краев деталей верха
А. Промазанные клеем края деталей, предназначенных для загибки, подводят под исполнительные органы машины и загибают. Ширина загнутых краев должна быть одинаковой по всему периметру и равна 4-5 мм. Загнутые края должны быть прочно склеены.
В. Машина 01280/P1 для загибки краев деталей верха обуви.
Примечание. (При выполнении загибки краев деталей верха с одновременным вклеиванием тесьмы на машине 01280/Р1 операции 6 и 7 исключаются.)
9. Строчка декоративных линии
А. Декоративные линии строчат точно по намеченным линиям (ориентирам). Строчки должны быть ровными, хорошо утянутыми и без пропусков стежков. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 0; 00; 1; 3; 6; 10; 20; 30; 40; 50; 60.
В. Швейные машины 330-8 кл. или 324 кл., 224 кл.; иглы 4А, 4Б № 75, 85 и 100-130, 4Д № 150-170.
Примечания: (1. Допускается применение синтетических (капроновых) и других ниток в соответствии со стандартами и техническими условиями.
2. Необходимость строчки декоративных линий определяется в соответствии с утвержденными моделями обуви.)
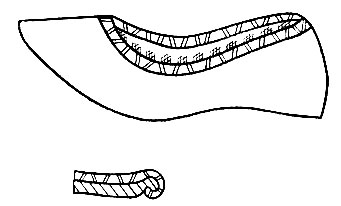
10. Наклеивание боковинок
А. На боковинки наносят тонкий ровный слой клея и наклеивают на союзки. Один конец наклеенной боковинки должен быть расположен на 2-3 мм выше линии носка, другой конец выступать за крыло союзки на 15-20 мм, а нижний край боковинки находиться на расстоянии 6-8 мм от затяжной кромки.
Б. Клей (рецепты № 12, а; 10; 11, а, б; 15).
В. Приспособление для нанесения клея.
Примечания: (1. Допускается пришивание боковинок.
2. Последовательность выполнения данной операции в технологическом процессе определяется лабораторией.)
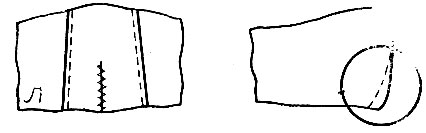
11. Стачивание задних краев деталей верха переметочным швом
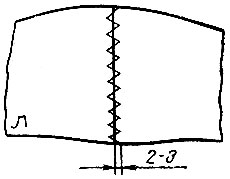
Стачивание задних краев деталей верха переметочным швом
А. Скрепляемые детали укладывают встык задними краями и стачивают переметочным швом. Концы швов закрепляют учащенной строчкой. Верхние и нижние края деталей в швах должны совпадать. Расстояние строчки от края деталей - 2-3 мм. Частота строчки - 3-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30.
В. Швейные машины 26-А кл. или 331-3 Ково, 01216/Р2: иглы 4А, 4Б, 3И, 3Е № 90 и 100.
12. Стачивание задних краев деталей верха тачным швом
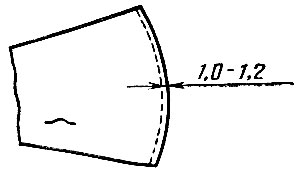
Стачивание задних краев деталей верха тачным швом
А. Берцы складывают лицевыми сторонами и скрепляют одной строчкой так, чтобы верхние и нижние их края по линии заднего шва совпадали. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от краев деталей - 1,0-1,2 мм для деталей из хромовых опойка и выростка, а частота строчки для этих деталей - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл.. 34-М кл.; иглы 4А, 4Б № 75-120.
Примечания: (1. Операция исключается при стачивании задних краев берцев и задинок переметочным швом.
2. Допускается применение синтетических (капроновых) и других ниток в соответствии со стандартами и техническими условиями.)
13. Стачивание задних краев деталей верха тачным швом до односторонней боковой закрепки берцев
А. Берцы складывают лицевыми сторонами и скрепляют одной строчкой так, чтобы верхние и нижние их края по линии заднего шва совпадали. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от края деталей 1,0-1,2 мм для деталей из хромовых опойка и выростка. Частота строчки 5-6 стежков на 1 см для деталей из хромовых опойка и выростка.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 75-120.
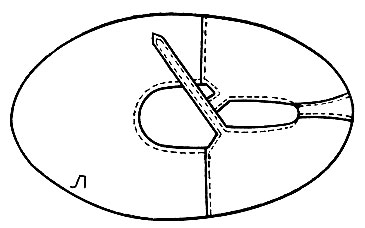
14. Настрачивание второй стороны цельных задинок на союзки
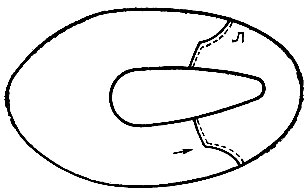
Настрачивание второй стороны цельных задинок на союзки
А. Непристроченную сторону цельной задинки накладывают на союзку по гофрам и пристрачивают однорядной строчкой. Концы ниток закрепляют. Расстояние строчки от края - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл.; иглы 4А, 4Б № 90 и 100.
Примечание. (Операцию выполняют при сборке заготовок туфель типа "лодочка" с цельной задинкой.)
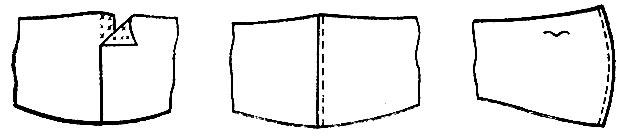
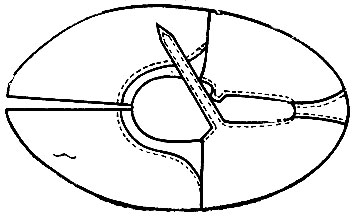
15. Сострачивание треугольного выреза цельных задинок тачным швом
Сострачивание треугольного выреза цельных задинок тачным швом
А. Заднюю часть цельной задинки по линии выреза складывают лицевыми сторонами и скрепляют тачным швом однорядной строчкой. Концы ниток закрепляют. Расстояние строчки от края - 1,0-1,2 мм для деталей из хромовых опойка и выростка. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 75-120.
Примечание. (Операцию выполняют при оборке заготовок туфель типа "лодочка" с дельной задинкой.)
16. Разглаживание заднего шва
А. Задний шов заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают с одновременным наклеиванием тесьмы. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машина РЗШ-1-О для разглаживания швов с одновременным наклеиванием тесьмы.
Примечание. (Операция исключается при выполнении операции 11.)
17. Настрачивание задних наружных ремней
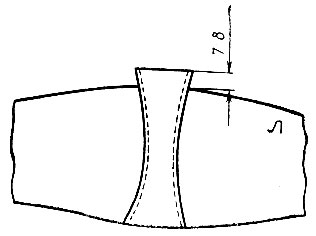
Настрачивание задних наружных ремней
А. Задний наружный ремень накладывают на задний шов деталей так, чтобы продольная осевая линия ремня совпадала с линией шва, и пристрачивают одной строчкой с каждой стороны. Верхний край заднего наружного ремня должен выступать за верхний край берцев на 7-8 мм (в заготовках с накладным кантом). Расстояние строчки от края - 1,0-1,2 мм для деталей толщиной, 1,0-1,2 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 82 кл., 1324 кл.; иглы 4А, 4Б № 90 и 100.
Примечание. (Операция исключается при выполнении операции 12 или 13.)
18. Расстрочка заднего шва
Расстрочка заднего шва
А. Задний шов расстрачивают двумя параллельными строчками через тесьму. Тесьма должна быть натянута так, чтобы не было складок и морщин. Строчка должна быть одинаково удалена от тачного шва. Расстояние между строчками - 4-6 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стелков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 1324 кл., 82 кл., 24 кл., 01231/Р2; приспособление для разглаживания; ножницы; иглы 4А, 4Б № 90 и 100.
Примечание. (Операция исключается:
1) при выполнении операции 17;
2) в случае применения машин для разглаживания заднего шва и одновременного наклеивания тесьмы на задний шов.)
19. Пристрачивание односторонней боковой закрепки берцев
А. Задний шов заготовки односторонней боковой закрепкой берцев лицевой стороной вверх подводят под исполнительные органы машины и пристрачивают одной строчкой. Концы ниток у тачного шва продергивают на бахтармяную сторону и закрепляют. Расстояние строчки от края - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. иди 230 кл., 84-М кл.; иглы 4А, 4Б № 90 и 100.
20. Загибка оставшейся незагнутой части канта
А. Предварительно промазанный клеем верхний край заднего наружного ремня или односторонней боковой закрепки берцев перегибают через верхний край берцев и приклеивают к бахтармяной стороне. Загнутые края заднего наружного ремня или односторонней боковой закрепки берцев должны быть хорошо околочены и плотно прилегать к верхнему краю берцев, без морщин и утолщений.
В. Стол; молоток; мраморная плита.
21. Пробивание отверстий в подпряжечных ремнях
А. Отверстие для вставки пряжек пробивают по осевой линии подпряжечного ремня по ориентирам.
В. Машина или приспособление для пробивки отверстий.
Примечания: (1. При наличии отверстий в крое операция .исключается.
2. Данную операцию и .последующие операции 22 и 23 выполняют при сборке заготовок туфель с чересподъемньши ремнями и с пряжками на подпряжечных ремнях.
3. На подпряжечные ремни предварительно наклеивается укрепляющая тесьма.)
22. Намазка клеем подпряженных ремней
А. На подпряжечный ремень по всей поверхности наносят ровный слой клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол; сосуд для клея; кисть.
23. Надевание пряжек и склеивание концов подпряженных ремней
А. Пряжку надевают на предварительно промазанный клеем подпряжечный ремень шпеньком в имеющееся в нем отверстие и склеивают концы ремня. Шпенек пряжки не должен выскакивать из отверстия в подпряжечном ремне. Концы подпряжечного ремня должны быть смещены по длине относительно друг друга на 2 мм.
Загнутые концы подпряжечного ремня должны быть прочно склеены и хорошо расправлены.
Б. Пряжки.
В. Стол; молоток; мраморная плита.
Примечание: (1. Допускается надевание пряжек на выступы полевых берцев.
2. Операция исключается, если пряжку пришивают к заготовкам в собранном виде (или к готовой обуви).)
24. Сострачивание текстильных деталей подкладки
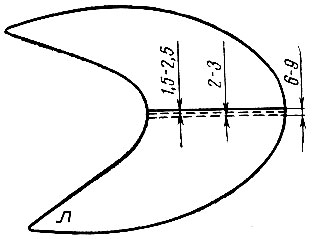
Сострачивание текстильных деталей подкладки
А. Передние края подкладки стачивают внахлестку двухрядной строчкой. Припуск текстильных деталей под сострачивание - 6-9 мм. Расстояние первой строчки от края подкладки 1,5-2,5 мм, а между строчками - 2-3 мм. Частота строчки 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 224 кл., 230 кл., 24 кл.; ножницы; иглы 3И, 3Е № 90 и 100.
Примечания: (1. Операция исключается в случае применения целой текстильной подкладки.
2. Рекомендуется применение подкладки с предварительно нанесенным клеем с одной стороны.
3. При сборке туфель с чересподъемным ремнем по схеме сборки, полуботинок с накладной союзкой операцию выполняют после строчки канта берцев.)
25. Соединение передних выступов кожаной подкладки
Соединение передних выступов кожаной подкладки
А. Передние выступы кожаной подкладки накладывают друг на друга по гофрам и стачивают внахлестку однорядной или двухрядной строчкой. Верхние и нижние края обеих деталей должны совпадать. Расстояние строчки от края - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 24 кл.; иглы 3И, 3Е, 4А, 4Б № 90 и 100.
Примечание. (Допускается:
1) клеевое соединение передних выступов кожаной подкладки внахлестку без скрепления строчкой;
2) соединение передних выступов кожаной подкладки тачным швом, который, должен быть тщательно разглажен.)
26. Разглаживание тачного шва передних выступов кожаной подкладки
А. Тачной шов передних выступов кожаной подкладки разглаживают так, чтобы не оставалось следов рубца и не была повреждена строчка. Стачанные детали в процессе разглаживания не должны быть деформированы.
В. Машина РЗШ-1-О или 01168/Р2 для разглаживания швов кожаной заготовки обуви.
Примечание. (Операция исключается при соединении передних выступов кожаной подкладки настрочным или клеевым швом.)
27. Настрачивание кожаной подкладки на текстильную
Настрачивание кожаной подкладки на текстильную
А. Детали кожаной подкладки накладывают изнаночной стороной на лицевые стороны текстильной подкладки точно по гофрам или наколкам и пристрачивают одной строчкой. Края кожаной и текстильной подкладки должны совпадать. Припуск текстильных деталей под настрачивание деталей кожаной подкладки - 4-7 мм. Расстояние строчки от края кожаной подкладки - 1,0-11,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы ЗИ, ЗЕ, 4А, 4Б № 90 и 100.
Примечание. (При оборке туфель с чересподъемным ремнем по схеме сборки полуботинок с накладной союзкой операцию выполняют без предварительного соединения передних выступов кожаной подкладки.)
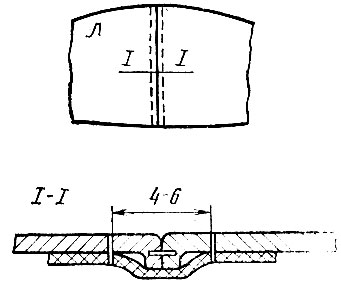
28. Соединение передних краев кожаной подкладки
А. Передние края кожаной подкладки стачивают внахлестку однорядной (или двухрядной) строчкой. Припуск под настрачивание при однорядной строчке - 3-6 мм. Расстояние строчки от края - 1,0-1,6 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 90 и 100.
Примечания: (1. Допускается:
а) сострачивание передних краев кожаной подкладки переметочными швами;
б) клеевая сборка кожаной подкладки без окрепления передних краев 'строчкой, в этом случае передние края кожаной подкладки накладывают друг на друга на ширину 8-10 мм.
2. Операцию 28 выполняют при сборке заготовок туфель типа "лодочка" со сквозной кожаной подкладкой.)
29. Пристрачивание кожаной подкладки чересподъемных ремней к кожаной подкладке берцев
А. Кожаную подкладку чересподъемных ремней настрачивают на выступ кожаной подкладки берцев одной строчкой. Боковые края выступа кожаной подкладки берцев и боковые края кожаной подкладки чересподъемных ремней должны совпадать. Расстояние строчки от края - 1,0-1,5 мм.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 90 и 100.
30. Соединение задних краев кожаной подкладки
Соединение задних краев кожаной подкладки
А. Детали кожаной подкладки складывают лицевыми сторонами так, чтобы верхние и нижние края по линии заднего шва совпадали и скрепляют одной строчкой (тачным швом). Начало и конец строчки закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от краев деталей - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобухмажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 75-120.
Примечание. (Допускается:
а) сборка подкладки без скрепления задних краев кожаной подкладки строчкой; в этом случае задние края кожаной подкладки накладывают друг на друга на ширину 8-10 мм;
б) сострачивание задних краев кожаной подкладки внахлестку двухрядной строчкой.)
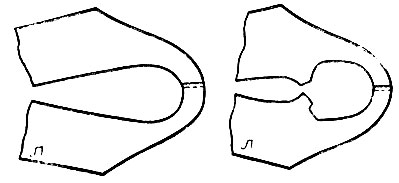
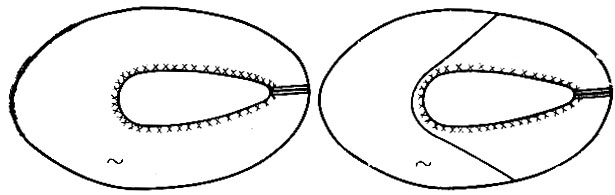
31. Сборка кожаной подкладки из трех частей
А. Заднюю часть кожаной подкладки накладывают на боковые детали кожаной подкладки по гофрам и пристрачивают однорядной строчкой с каждой стороны. Припуск под настрачивание - 3-6 мм. Верхние и нижние края сострачиваемых деталей должны совпадать. Расстояние строчки от края - 1,0-4,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-в кл. или 230 кл., 34-М кл.; иглы 4А, 3И № 90 и 100.
Примечания: (1. Допускается:
а) соединение задней части кожаной подкладки с боковыми деталями кожаной подкладки тачными, переметочными и клеевыми швами (при сквозной кожаной подкладке);
б)при настрочных и клеевых швах боковые детали кожаной подкладки накладывать на заднюю часть кожаной подкладки;
в) заднюю часть кожаной подкладки ставить бахтармяной стороной внутрь заготовки;
г) наличие выреза треугольной формы по продольной осевой линии задней части кожаной подкладки с последующим его соединением тачным или переметочным швами.
2. Операция исключается при выполнении операции 30.)
32. Сострачивание треугольного выреза кожаной подкладки
Сострачивание треугольного выреза кожаной подкладки
А. Заднюю часть кожаной подкладки складывают по линии выреза лицевыми сторонами и скрепляют тугим тачным швом Однорядной строчкой. Тачной шов разглаживают, а концы ниток закрепляют. Расстояние строчки от края - 1,0-1,5 мм. Частота строчки - 6-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 3:30-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 75-120.
Примечание. (Допускается соединение выреза задней части кожаной подкладки переметочным швом.)
33. Разглаживание заднего шва или треугольного выреза кожаной подкладки
А. Тачной шов задних краев кожаной подкладки или тачной шов треугольного выреза кожаной подкладки разглаживают так, чтобы не оставалось следов рубца и не была повреждена строчка. Стачанные детали в процессе разглаживания не должны быть деформированы.
В. Машины РЗШ-1-О или 01168/Р2 для разглаживания швов, кожаной заготовки обуви.
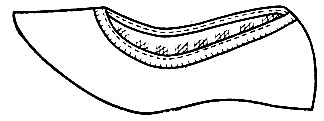
34. Пристрачивание окантовочной и укрепляющей тесьмы по верхнему краю
Пристрачивание окантовочной и укрепляющей тесьмы по верхнему краю
А. Окантовочную тесьму лицевой стороной накладывают на края лицевой стороны верха и пристрачивают однорядной строчкой с одновременным подкладыванием укрепляющей тесьмы. По линии строчки не должно быть складок и морщин материала. Расстояние строчки от края - 1,0-1,5 мм. Частота строчки - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40; тесьма.
В. Швейные машины 331 кл. или 431 кл.; иглы 3И, 4А, № 85, 90 и 100.
Примечание. (Допускается пристрачивание к заготовкам окантовочной тесьмы при разомкнутом заднем шве с последующим его закреплением закрепкой или задним наружным ремнем.)
35. Выворачивание и загибка окантовочной тесьмы
Выворачивание и загибка окантовочной тесьмы
А. Детали укладывают под поднятую лапку и исполнительные органы машины, перегибают и околачивают кант. Линия канта должна быть ровной. Вывернутая сторона окантовочной тесьмы должна быть приклеена к внутренней стороне верха без складок и морщин.
В. Машина ЗПТ-О или мод. А фирмы БУСМК для загибки пристроченной окантовочной тесьмы с одновременной подачей клея.
Примечание. (Операции 34 и 35 выполняют при оборке заготовок туфель типа "лодочка" с верхними краями, окантованными тесьмой, загибаемой между верхом и подкладкой.)
36. Намазка клеем верха и кожаной подкладки по канту, сушка
Намазка клеем верха и кожаной подкладки по канту, сушка
А. На детали верха и подкладки с изнаночной стороны по канту наносят ровный тонкий слой клея на ширину 10-15 мм. Лицевые стороны верха и подкладки не должны быть загрязнены. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 1(2, а).
В. Стол с устройством для подсушки; мраморная плита; сосуд для клея; кисть.
Примечание. (Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
37. Намазка клеем берцев и кожаной подкладки по канту, сушка
А. На детали верха и кожаной подкладки с изнаночной стороны по канту наносят ровный тонкий слой клея на ширину 10-15 мм. Лицевые стороны верха и кожаной подкладки не должны быть загрязнены. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; сосуд для клея; мраморная плита; кисть.
Примечания: (1. Операцию выполняют при сборке заготовок туфель с чересподъемным ремнем.
2. Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
38. Склеивание верха и кожаной подкладки по канту
Склеивание верха и кожаной подкладки по канту
А. (Подкладку и верх, собранные в замкнутые контуры, склеивают изнаночными сторонами по верхнему и переднему кантам так, чтобы задние швы берцев и подкладки совпадали, а верхние края подкладки выступали за края верха не более, чем на 1,5-2,0 мм.
В. Стол; молоток.
Примечания: (1. Допускается строчка канта без предварительного склеивания верха с подкладкой (в этом случае операции 36 и 38 исключаются).
2. Ори необходимости на верхний край задней части берцев может быть наклеена закрепка из тесьмы или текстильного материала.
3. В туфлях с чересподъемным ремнем подпряжечные ремни (если они имеются) должны быть вклеены между берцами и кожаной подкладкой.)
39. Склеивание подкладки с берцами
Склеивание подкладки с берцами
А. Подкладку и берцы склеивают изнаночными сторонами по верхнему канту так, чтобы задние швы берцев и подкладки совпадали. Верхние края подкладки должны совпадать или выступать за края берцев не более, чем на 1,5-2,0 мм.
В. Стол; молоток.
Примечание. (1. Операцию выполняют при оборке заготовок туфель с чересподъемным ремнем.
2. В заготовках с берцами, настрачиваемыми на союзки, наклеивают берцы на кожаную подкладку и союзки.)
40. Стачивание союзок с текстильной подкладкой
А. Союзки и подкладку складывают лицевыми сторонами и стачивают по канту одной строчкой. Верхние края текстильной подкладки должны совпадать с верхними краями союзки или выступать за них на 1,6-2,0 мм, а продольная осевая линия союзки совпадать с продольной осевой линией текстильной подкладки. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от края - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90 и 100.
Примечание. (Операцию выполняют при оборке заготовок туфель с. чересподъемным ремнем и с выворотным кантом союзки.)
41. Намазка клеем передних краев союзок и подкладки, сушка
А. На нелицевые стороны передних краев союзки и подкладки (под выворотный кант) или на нелицевые стороны передних краев союзок и передних краев подкладки по канту союзки (под накладной кант) наносят ровный тонкий слой клея, не допуская пропусков, подтеков и загрязнений лицевой стороны деталей. Клей наносят на ширину - 12-15 мм. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; мраморная плита; сосуд для клея; кисть.
Примечания: (1. При необходимости на детали заготовок по канту союзки может быть наклеена тесьма (три выворотном канте).
2. При сборке туфель с чересподъемным ремнем, с кантом союзки взагибку и с берцами, настроченными на союзки - операция рекомендуемая.
3. Операцию выполняют при сборке заготовок туфель с чересподъемным ремнем.)
42. Наклеивание союзок на подкладку
А. Союзки наклеивают на подкладку точно по гофрам. Нижние края союзки и подкладки должны совпадать, а передние края кожаной подкладки по канту союзки выступать за край союзок не более, чем на 1,6-2,0*mim.
В. Стол; молоток; мраморная плита.
Примечания: (1. Операция рекомендуемая.
2. Операцию выполняют при оборке заготовок туфель с чересподъемным ремнем, с кантом союзки взагибку и с берцами, настрачиваемыми на союзки.)
43. Выворачивание и околачивание канта союзок
А. Тачной шов с внутренней стороны тщательно разглаживают, затем союзки выворачивают на лицевую сторону и околачивают по канту. Союзки должны быть загнутыми внутрь ,на 3-4 мм, склеены по переднему краю с подкладкой и иметь ровную, четко выраженную линию канта.
В. Машина ОК-О для околачиваашя канта заготовок обуви; молоток, мраморная плита.
Примечание. (Операцию выполняют при сборке заготовок туфель с чересподъемным ремнем и с выворотным кантом союзки.)
44. Строчка канта союзок
Строчка канта союзок
А. Союзку и подкладку сострачивают одной строчкой по канту. Выступающие края кожаной подкладки обрезают (при накладном канте). Расстояние строчки от края - 1,0-1,5 мм для деталей из хромовых опойка и выростка. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 332 кл. или 232 кл., 34-А кл., 330-8 кл.; иглы 4А, 4Б № 75-100.
45. Строчка канта с обрезкой краев кожаной подкладки
Строчка канта с обрезкой краев кожаной подкладки
А. Подкладку и верх, собранные в замкнутые контуры, сострачивают одной строчкой по всему периметру верхнего канта. Выступающие края кожаной подкладки срезают, а концы ниток аккуратно обрезают и заделывают во внутрь. Расстояние строчки от края - 1,0-1,5 мм для деталей из хромовых опойка и выростка. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 332 кл. или 232 кл.; иглы 4А, 4Б № 75-100.
Примечания: (1. При соединении задних краев заготовки тачным швом одновременно со строчкой канта может быть выполнен закрепочный шов параллельно канту.
2. В туфлях с чересподъемными ремнями подпряжечные ремни (если они имеются) пристрачивают одновременно со строчкой канта.)
46. Пристрачивание берцев к союзкам и строчка канта берцев
Пристрачивание берцев к союзкам и строчка канта берцев
А. Берцы накладывают на союзки по гофрам так, чтобы крылья союзки были расположены между берцами и кожаной подкладкой и пристрачивают однорядной (или двухрядной) строчкой с одновременной строчкой канта берцев и чересподъемных ремней. Выступающие края кожаной подкладки срезают. Расстояние строчки от краев берцев в местах скрепления с союзками - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм. Расстояние строчки от краев при строчке канта - 1,0-1,5 мм для деталей из хромовых опойка и выростка. Частота строчки - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 332 кл. или 232 кл.; иглы 4А, 4Б № 75-100.
Примечания: 1. Если имеются подпряжечные ремни, то их пристрачивают одновременно со строчкой канта берцев.
2. Операцию выполняют при сборке заготовок туфель с чересподъемным ремнем.
47. Строчка канта берцев с обрезкой краев кожаной подкладки
Строчка канта берцев с обрезкой краев кожаной подкладки
А. (Берцы накладывают на подкладку и прострачивают одной строчкой по верхнему канту. Выступающие края кожаной подкладки обрезают. При наличии подпряжечных ремней их пристрачивают при строчке канта. Расстояние строчки от края - 1,0-1,5 мм для деталей из хромовых опойка и выростка. Частота строчки - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 34-А кл. или 332 кл., 232 кл.; иглы 4А. 4Б № 75-1100.
Примечание. (Операцию выполняют при сборке заготовок туфель с чересподъемным ремнем по типу сборки полуботинок с накладной союзкой.)
48. Сострачивание передних краев подкладкой
Сострачивание передних краев подкладкой
А. Края передней части текстильной подкладки накладывают друг на друга по гофрам и скрепляют двумя параллельными строчками. Припуск текстильных деталей под сострачивание - 6-9 мм. Расстояние первой строчки от края подкладки 1,5-2,6 мм, а между строчками - 2-3 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 224 кл., 230 кл., 24 кл.; иглы 3И, 3Е № 90 и 100.
Примечание. (Операцию выполняют при сборке заготовок туфель с чересподъемным ремнем по типу сборки заготовок полуботинок с накладной союзкой.)
49. Пристрачивание союзок к берцам
А. Союзки накладывают на берцы точно по гофрам и пристрачивают однорядной строчкой через подкладку. Концы ниток закрепляют. Выступающие края кожаной подкладки по канту союзки обрезают. Нижние края берцев и союзки должны совпадать. Расстояние строчки от края - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 332 кл. или 232 кл., 34-А кл.; иглы 4А, 4Б № 75-100.
Примечания: (1. Рекомендуется предварительное наклеивай не союзок на подкладку и берцы.
2. Операцию выполняют при оборке заготовок туфель с чересподъемным ремнем по типу сборки заготовок полуботинок с накладной союзкой.)
50. Пробивание отверстий в чересподъемных ремнях
А. Отверстия пробивают вдоль осевой линии чересподъемного ремня. Первое отверстие должно находиться на расстоянии 20-25 мм от конца ремня. Расстояние между центрами отверстий - 8-10 мм.
В. Машина или приспособление для пробивания отверстии.
51. Пробивание и обметывание петель
А. Петлю располагают вдоль чересподъемнаго ремня на расстоянии 8-10 мм от конца и на одинаковом расстоянии от его боковых краев. Ширина отметочного шва - 2,0-2,5 мм. Начало и конец обметывающей строчки должны совпадать.
Б. Нитки хлопчатобумажные № 20; 30.
В. Петельная машина; иглы 3И, 3Е № 100-120.
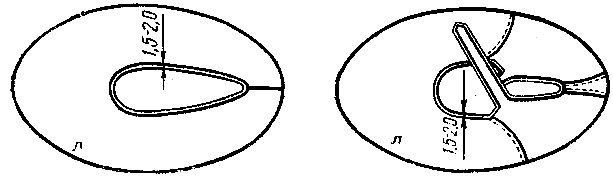
52. Прикрепление пряжек
А. Пряжку накладывают на середину выступа наружного берца и пристрачивают двумя ниточными скрепками (за перекладину по обе стороны от шпенька). Пряжки должны быть расположены симметрично в полупаре и паре заготовок. Вершины углов пряжки не должны выступать за верхний край выступа берца.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины типа 229 кл.; иглы 3И, 3Е № 90 и 100.
Примечание. (При выполнении данной операции исключаются операции 21; 22 и 23. Допускается прикрепление пряжек на горизонтальных скобочных машинах в готовой обуви.)
53. Пришивание пуговиц
А. Пуговицы пришивают к середине выступа наружного берца на расстоянии 12-15 мм от верхнего края. Ушко пуговицы должно быть плотно притянуто к заготовке. Число стежков должно быть не менее 5 при шаге иглы 5 мм.
Б. Нитки хлопчатобумажные № 20; 30.
В. Пуговичная машина или швейная машина 26-А кл. (с приспособлением); иглы 3И, 3Е № 90-120.
Примечание. (При выполнении операций 50 и 52 исключаются операции 51 и 53.)
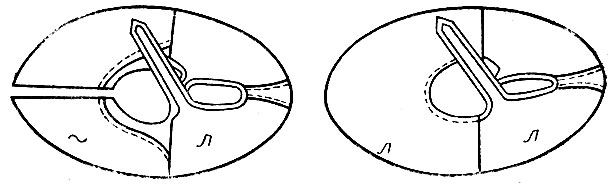
54. Застегивание чересподъемных ремней
А. Чересподъемные ремни застегивают на пряжки или на пуговицы. Допускается временное прикрепление чересподъемных ремней к выступу наружных берцев при затяжных операциях.
55. Чистка заготовок
А. Заготовку очищают так, чтобы на наружных и внутренних деталях не было пятен, остатков клея и других загрязнений.
(Концы ниток обрезают, при этом не должно быть механических повреждений заготовок.
В. Стол; ножницы; резинка для чистки обуви.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"