
Технологический процесс
1. Намазка клеем краев деталей под загибку и сушка
А. На спущенные края деталей, подлежащих загибке, наносят тонкий ровный слой клея на ширину 9-12 мм, не допуская загрязнений на лицевой стороне деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 12, а; 9, в, г, д).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
Примечания: (1. Операция исключается в случае применения машины для загибки с одновременным нанесением клея.
2. Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
2. Загибка краев деталей верха
А. Края деталей, предназначенных для загибки, подводят по; исполнительные органы машины и загибают на одинаковую по всему периметру ширину - 4-5 мм. Загнутые края деталей должны быть прочно склеены.
Б. Клеи-расплавы на основе низкомолекулярных полиамидов с температурой плавления 100- 120°С (рецепт № 7); тесьма.
В. Машины ЗКД-О или 01280/P1; мод. С фирмы БУСМК для загибки краев деталей верха; молоток; ножницы.
Примечания: (1. Вогнутые края загибаемых деталей должны быть подрезаны на глубину 2,0-2,5 мм.
2. Ори загибке краев деталей верха на машинах 01280/Р1 применяются клеи (рецепты 9, в, г, д).)
3. Намазка клеем и наклеивание межподкладки
А. Клей наносят равномерным тонким слоем на межподкладку полосками или по всей площади. Промазанные детали межподкладки наклеивают на детали верха на машинах или вручную. Детали из шевро, козлины и шеврета, независимо от их толщины, должны быть подклеены межподкладкой. Детали из других кожевенных материалов должны быть подклеены межподкладкой, если толщина их менее указанной в табл. 8.
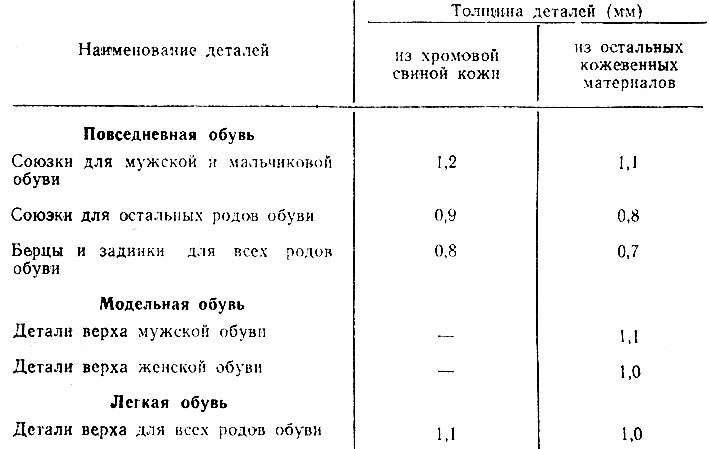
Таблица 8
Межподкладка должна быть наклеена на детали верха без складок и морщин на расстоянии (мм):
От загибаемых краев деталей:
при отсутствии перфорации ................................... 6-8
при наличии перфорации ...................................... 8-9
От краев деталей, обработанных горячим формованием (обжигом) ... 2-3
От окрашиваемых краев деталей
при отсутствии перфорации ................................... 1-2
при наличии перфорации ...................................... 4-6
От краев деталей, попадающих под строчку ....................... 4-5
От краев деталей, стачиваемых тачным швом ...................... 0,8-1,0
От верхнего края берцев (под выворотной кант) .................. 10-12
От краев затяжной кромки ....................................... 10-12
Б. Клей (рецепты № 12, а; 10, а, б, в).
В. Машина 01230/Р2 или 01287/Р1, МНВ-О для односторонней намазки клеем деталей заготовки.
Примечания: (1. Рекомендуется наклеивание межподкладки с нанесенным предварительно на ткань термопластическим клеевым слоем на машинах ДВ1-О.
2. Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.
3. Допускается наклеивание межподкладки на одном уровне с краями деталей, скрепляемых тачным швом.
4. Допускается применение и других клеев, кроме указанных в пункте Б по рекомендации лаборатории фабрики.)
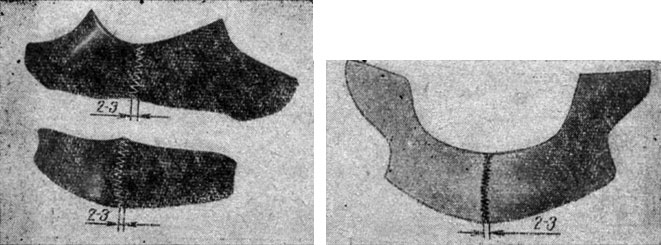
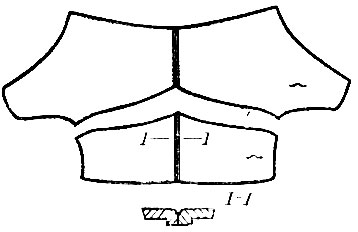
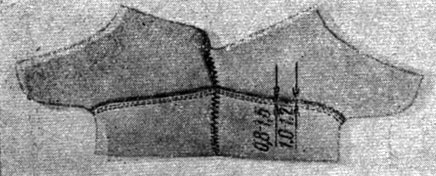
4. Стачивание задних краев берцев (и задинок) переметочным швом
Стачивание задних краев берцев (и задинок) переметочным швом
А. Скрепляемые детали (берцы и задинки) укладывают встык задними краями и сострачивают переметочным швом. Концы швов закрепляют учащенной строчкой. Верхние и нижние края берцев и задинок должны совпадать. Расстояние строчки от края деталей- 2-3 мм. Частота строчки - 3-5 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30.
В. Швейные машины 26-А кл. или 331-3 Ково, 01216/Р2; ножницы; иглы 4А, 4Б, 3И, 3Е № 90 и 100.
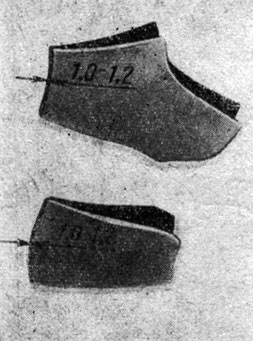
5. Стачивание задних краев берцев (и задинок) тачным швом
Стачивание задних краев берцев (и задинок) тачным швом
А. Берцы и задинки складывают лицевыми сторонами так, чтобы верхние и нижние их края по линии заднего шва совпадали и скрепляют одной строчкой. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от краев деталей - 1,0-1,2 мм для кожаных деталей из хромовых опойка и выростка. Частота строчки для деталей и хромовых опойка и выростка - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 4А, 4Б № 75-120.
Примечания: (1. Операция исключается при стачивании задних краев берцев и задинок переметочным швом.
2. Допускается применение синтетических (капроновых) и других ниток в соответствии со стандартами и техническими условиями.)
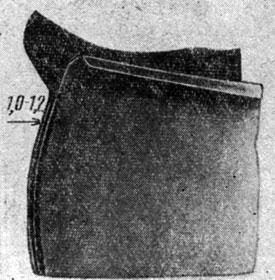
6. Стачивание задних краев берцев тачным швом до односторонней боковой закрепки берцев
Стачивание задних краев берцев тачным швом до односторонней боковой закрепки берцев
А. Берцы складывают лицевыми сторонами так, чтобы их верхние и нижние края по линии заднего шва совпадали и скрепляют одной строчкой до односторонней боковой закрепки берцев. При строчке скрепляемые детали направляют левой рукой, а правой рукой расправляют. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние строчек от краев деталей - 1,0-1,2 мм для кожаных деталей из хромовых опойка и выростка. Частота строчки для деталей из хромовых опойка и выростка - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 4А, 4Б № 75-120.
Примечание. (Допускается применение синтетических (капроновых) и других ниток в соответствии со стандартами и техническими условиями.)
7. Разглаживание заднего шва берцев (и задинок)
Разглаживание заднего шва берцев (и задинок)
А. Задний шов берцев (и задинок) заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машины РЗШ-1-0 или 01168/Р2, 01276/Р12 для разглаживания швов кожаной заготовки обуви.
Примечание. (Операция исключается при выполнении операции 4.)
8. Пристрачивание задинок
Пристрачивание задинок
А. Задинки верхними краями накладывают на нижние края берцев по гофрам и пристрачивают двумя параллельными строчками. Задние и передние края берцев и задинок должны совпадать. Расстояние первой строчки от верхнего края задинки - 1,0- 1,2 мм (для деталей толщиной 1,0-1,2 мм), а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых полукожника и яловки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р4; ножницы; иглы 4А, 4Б № 90 и 100.
Примечание. (В случае применения целых берцев операция исключается.)
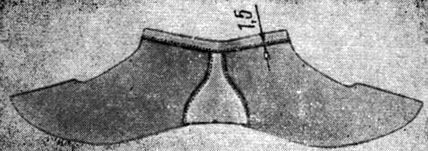
9. Настрачивание задних наружных ремней

Настрачивание задних наружных ремней (Накладной кант)
А. Задний наружный ремень накладывают бахтар-мяной стороной на задний шов деталей с лицевой стороны так, чтобы продольная осевая линия ремня совпадала с линией шва и пристрачивают:
двумя параллельными строчками с каждой стороны в заготовках ботинок;
однорядной строчкой - в заготовках полуботинок. Расстояние первой строчки от края ремня - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), между строчками (в заготовках ботинок) -0,8-1,5 мм. Верхний край заднего наружного ремня должен выступать за верхний край берцев:
в заготовках с выворотным кантом на 1,5-2,0 мм;
в заготовках с накладным кантом на 7-8 мм. Частота строчки для деталей из хромовых опойка и выростка 6-8, а из хромовых полукожника и яловки - 5-6 стежков на 1 см.

Настрачивание задних наружных ремней (Выворотный кант)
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 330-8 кл., 230 кл., 1324 кл., 82 кл., 01231/Р2, 01225/Р5; ножницы; иглы 4А, 4Б № 90 и ,100.

Настрачивание задних наружных ремней (Накладной кант)
Примечания: (1. Допускается в ботинках настрачивание заднего наружного ремня одной строчкой.
2. В комбинированной обуви при отсутствии кожаных задинок настрачивают уширенные задние наружные ремни.)
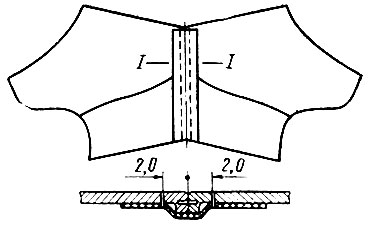
10. Расстройка заднего шва берцев
Расстройка заднего шва берцев
А. Задний шов берцев расстрачивают двумя параллельными строчками через тесьму, которая должна быть натянута так, чтобы не было складок и Морщин. Строчки должны быть одинаково удалены от тачного шва. Расстояние между строчками - 4-6 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 мм, а из хромовых полукожника и яловки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 82 кл., 1324 кл., 0)1231/Р2; ножницы; иглы 4А, 4Б № 90 и 100.
Примечание. (Операция исключается: 1) при выполнении операции 9;
2) в случае применения машин РЗШ-1-О для разглаживания заднего шва и наклеивания предварительно промазанной тесьмы на задний шов.)
11. Пристрачивание односторонней боковой закрепки берцев
Пристрачивание односторонней боковой закрепки берцев
А. Задний шов односторонней боковой закрепкой берцев (лицевой стороной вверх) подводят под исполнительные органы машины и пристрачивают одной строчкой. Строчить начинают от конца тугого тачного шва. Концы ниток продергивают на бахтармяную сторону и закрепляют. Расстояние строчки от края - 1,0- 1,2 мм (для деталей толщиной 1,0-1,2 мм). Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 4А, 4Б № 90 и 100.
12. Настрачивание надблочных ремней
А. Надблочные ремни накладывают на берцы по гофрам и пристрачивают однорядной строчкой по внутреннему краю. Верхний край надблочных ремней должен совпадать с верхним краем берцев. Цвет надблочных ремней должен соответствовать цвету берцев. Расстояние строчки от края надблочного ремня - 1,0-1,2 мм (для кожаных деталей толщиной 1,0-1,2 мм). Частота строчки для деталей из хромового выростка - 6-8, а из свиных хромовых кож - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 4А, 4Б № 90 и 100.
Примечание. (Операцию выполняют при сборке заготовок комбинированной обуви.)
13. Намазка клеем и наклеивание межподблочников
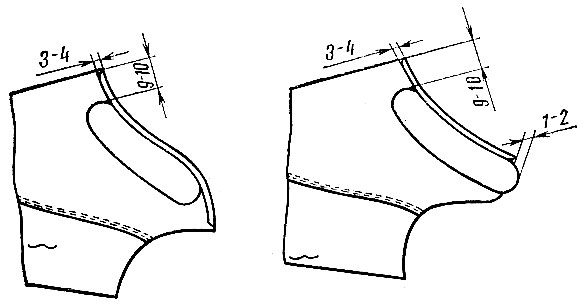
Намазка клеем и наклеивание межподблочников
А. На межподблочники и передний край берцев наносят тонкий ровный слой клея и наклеивают на берцы, не допуская складок и морщин. Наклеенные межподблочники должны быть расположены на расстоянии 3-4 мм от переднего края и 9-10 мм от верхнего края берцев. В заготовках ботинок и полуботинок с накладной союзкой межподблочники могут выступать на 1-2 мм за нижний край передней части берцев в месте пристрачивания союзки.
Б. Клей (рецепты № 12, а; 15).
В. Приспособление для нанесения клея; стол; мраморная доска; сосуд для клея; кисть.
14. Намазка клеем и наклеивание подкрючечников
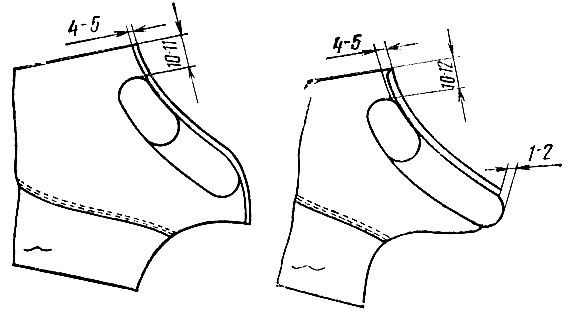
Намазка клеем и наклеивание подкрючечников
А. На подкрючечники наносят тонкий ровный слой клея и наклеивают на берцы, не допуская складок и морщин. Наклеенные подкрючечники должны быть расположены на расстоянии 4-5 мм от переднего и 10-11 мм от верхнего края берцев.
Б. Клей, (рецепты № 12, а; 15).
В. Приспособление для нанесения клея; стол; мраморная плита; сосуд для клея; кисть.
15. Вставка крючков
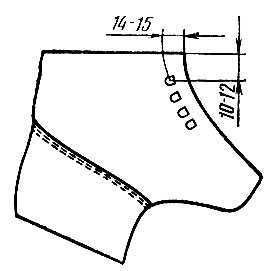
Вставка крючков
А. Крючки вставляют симметрично на обоих берцах и одинаково в обеих полупарах и тщательно расклепывают на подкрючечниках. Расстояние от центров крайних верхних крючков до верхнего края берцев - 10-12 мм, а от центра крючков до переднего края берцев - 14-15 мм. Расстояние между центрами крючков должно быть одинаковым. Количество крючков в полупаре заготовок: для мужских ботинок - 8 шт., для мальчиковых - 6 шт. Цвет крючков должен соответствовать или гармонировать цвету берцев.
Б. Крючки.
В. Машины ВК или ЛАЕ-2 для вставки крючков.
Примечания: (1. Допускается замена крючков блочками.
2. Количество крючков может быть изменено по согласованию с потребителем.
3. Операции 14 и 15 (выполняют при изготовлении мужских и мальчиковых ботинок, а ори изготовлении остальных видов ботинок - исключаются.)
16. Пристрачивание боковых кожаных деталей к текстильной подкладке
Пристрачивание боковых кожаных деталей к текстильной подкладке
А. Боковые детали кожаной подкладки накладывают на лицевые стороны текстильной подкладки точно по гофрам или наколкам и пристрачивают одной строчкой. Припуск текстильных деталей под настрачивание деталей кожаной подкладки - 4-7 мм. Края кожаной и текстильной подкладки должны совпадать. Расстояние строчки от края кожаной подкладки 1,0-'1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И 3Е, 4А, 4Б № 90 и 100.
Примечание. (Операцию выполняют при сборке полуботинок с накладной союзкой.)
17. Пристрачивание задних внутренних ремней
Пристрачивание задних внутренних ремней
А. Задний внутренний ремень бахтармяной стороной накладывают на лицевую сторону текстильной подкладки ботинок или кожаной подкладки полуботинок по гофрам и наколкам и пристрачивают одной строчкой с каждой стороны. Припуск подкладки под сострачивание - 4-7 мм. Верхний край настроченного заднего внутреннего ремня ботинок должен быть расположен на 2-3 мм ниже верхнего края текстильной подкладки. В полуботинках верхний край заднего внутреннего ремня должен совпадать с верхними краями боковых сторон кожаной подкладки. Расстояние строчки от краев заднего внутреннего ремня - 1,0-1,б мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 230 кл. или 34-М кл., 01163/Р2; ножницы; иглы 4А, 4Б, 3И, 3Е № 90 и 100.
Примечание. (Для малодетских и тусариковых ботинок операция заменяется операцией 118.)
Пристрачивание задних внутренних ремней
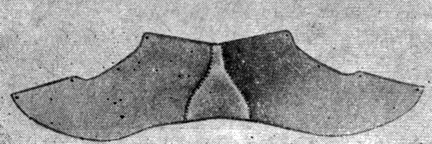
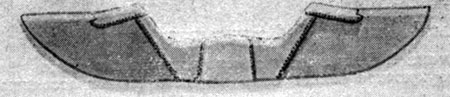
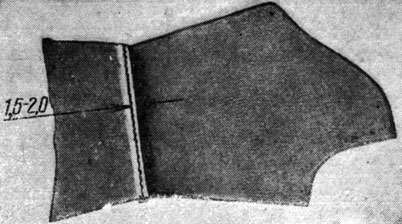
18. Сострачивание задних краев текстильной подкладки и расстройка заднего шва подкладки
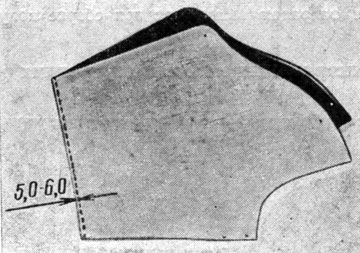
Сострачивание задних краев текстильной подкладки и расстройка заднего шва подкладки
А. Детали текстильной подкладки складывают лицевыми сторонами и сострачивают тугим тачным швом. После стачивания детали подкладки разворачивают на лицевую сторону и расстрачивают по одной из лицевых сторон подкладки, под которой расположены кромки шва обеих деталей. Расстояние строчки от края при стачивании - 5,0-6,0 мм, а от линии шва при расстрочке - 1,5-2,0 мм. Частота строчки - 5-6 стежков на 1 см. Подкладка должна быть хорошо расправлена. Строчки должны быть параллельными заднему краю при стачивании и линии шва при расстрочке. (Концы строчек при стачивании закрепляют двумя-тремя дополнительными стежками.
Б. Нитки хлопчатобухмажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 80 и -100.
Примечания: (1. Операцию выполняют при изготовлении малодетских и гусариковых ботинок, а при изготовлении остальных видов ботинок, а также малодетских и гусариковых ботинок с целой текстильной подкладки - исключается.
2. Допускается сострачивание задних краев текстильной подкладки настрочным швом двумя строчками; в этом случае наружный край накладываемой -половинки подкладки должен быть загнут на 5 мм.)
Сострачивание задних краев текстильной подкладки и расстройка заднего шва подкладки
19. Стачивание задних краев кожаной подкладки
А. Детали кожаной подкладки складывают лицевыми сторонами так, чтобы верхние и нижние их края по линии заднего шва совпадали и скрепляют одной строчкой. Начало и конец строчки закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от краев деталей - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы, иглы 4А, 4Б № 75-120.
Примечание. (Допускается:
1) сострачивание задних краев кожаной подкладки внахлестку двухрядной строчкой;
2) сборка подкладки без скрепления задних краев кожаной подкладки строчкой; в этом случае задние края кожаной подкладик накладывают друг на друга на ширину 8-10 мм;
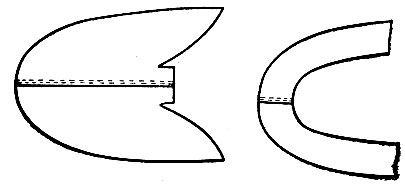
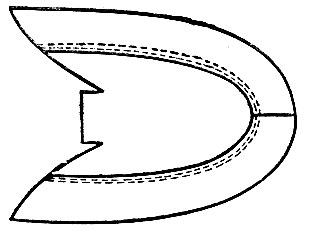
3) применение в заготовках объемной формы целой кожаной подкладки с вырезом по центру.)
20. Разглаживание заднего шва кожаной подкладки
А. Задний шов кожаной подкладки заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машина РЗШ-1-О или 01168/Р2, 01276/Р12 для разглаживания швов кожаной заготовки обуви.
Примечание. (При выполнении операции 17 операции 19 и 20 исключаются.)
21. Пристрачивание подблочных ремней
Пристрачивание подблочных ремней
А. Подблочный ремень накладывают бахтармяной стороной на лицевую сторону передних краев подкладки по гофрам и наколкам с припуском под сострачивание - 4-7 мм и пристрачивают одной строчкой. Верхний край пристроченного подблочного ремня ботинок должен быть расположен на 2-3 мм ниже верхнего края текстильной подкладки в случае применения кожаной штаферки. Если применена штаферка из тесьмы, то подблочный ремень пришивают на уровне верхнего края штаферки. В полуботинках верхние края пристроченного подблочного ремня должны совпадать с верхними краями подкладки. Расстояние строчки от края подблочного ремня - 1,0-1,5 мм. Частота строчки -5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 4А, 4Б, 3И, 3Е № 90 и 100.
Примечание. (В случае, применения удлиненной кожаной подкладки, закрывающей переднюю часть берцев полуботинок (по месту вставки блочек), операция исключается.)
Пристрачивание подблочных ремней
22. Пристрачивание кожаных штаферок
А. Штаферку накладывают на верхние края текстильной подкладки, задних внутренних ремней и -подблочных ремней по гофрам и пристрачивают одной строчкой. Припуск под сострачивание - 4-7 мм. Передние края штаферки должны совпадать с краями подблочното ремня или выступать за них не более, чем на 1,0-4,5 мм. Расстояние строчки от края штаферки 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 4А, 4Б, 3И, 3Е № 90 и 100.
23. Пристрачивание штаферок из тесьмы
Пристрачивание штаферок из тесьмы
А. Штаферку накладывают на текстильную подкладку по гофрам и пристрачивают одной строчкой. Припуск под настрачивание - 4-7 мм. Передние края штаферки должны совпадать с краем подкладки. Расстояние строчки от края штаферки - 1,5 мм. Частоту строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы; иглы 3И, 3Е № 90 и 100.
Примечания: (1. Операция исключается в случае пристрачивания кожаной штаферки.
2. Операция выполняется перед пристрачиванием подблочных ремней.
3. Для детских, малодетских, гуеариковых ботинок, а также для ботинок на утепленной подкладке операции пристрачивания штаферок из кожи или тесьмы не обязательны.)
24. Стачивание берцев с подкладкой

Стачивание берцев с подкладкой
А. Берцы и подкладку складывают лицевыми сторонами так, чтобы края их совпадали и стачивают со стороны берцев одной строчкой. Концы строчек закрепляют двумя-тремя дополнительными стежками. Задний шов берцев должен совпадать с продольной осью заднего внутреннего ремня. Расстояние строчки от края - /1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 332 кл.; ножницы; иглы 3И, 3Е, 4А, 4Б № 90 и 100.
25. Намазка клеем верхних (и передних) краев берцев и подкладки, сушка
А. На нелицевые стороны верхнего и переднего краев берцев и подкладки на ширину 12-(16 мм наносят тонкий ровный слой клея, не допуская пропусков, подтеков и загрязнений лицевой стороны деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; приспособление для нанесения клея; сосуд для клея; кисть.
Примечания: (1. При необходимости на верхний край задней части берцев может быть наклеена текстильная закрепка.
2. Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
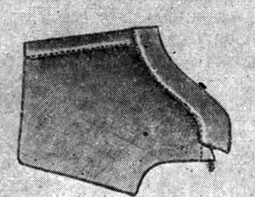
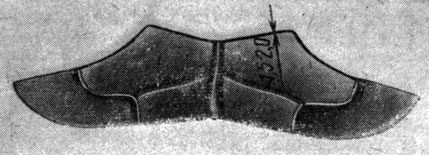
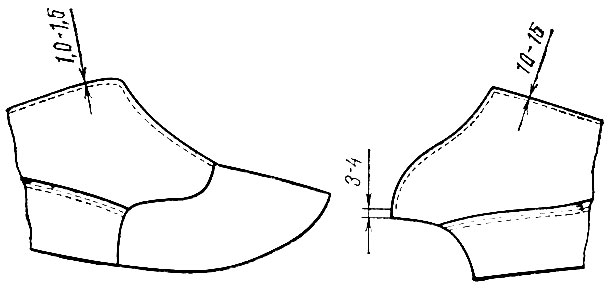
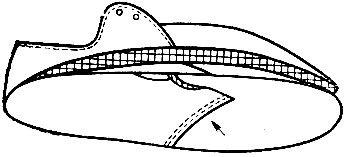
26. Выворачивание и околачивание канта берцев
Выворачивание и околачивание канта берцев
А. Тачной шов с внутренней стороны тщательно разглаживают, затем берцы выворачивают на лицевую сторону и околачивают по канту. Берцы должны быть загнуты внутрь на 3-4 мм, склеены по верхнему краю с подкладкой и иметь ровную, четко выраженную линию канта.
В. Машина ОК-О для околачиваиия канта заготовок обуви; мраморная плита; молоток.
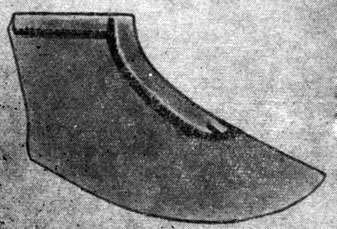
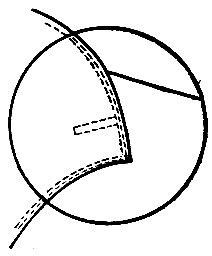
27. Загибка оставшейся незагнутой части канта и склеивание подкладки с берцами
Загибка оставшейся незагнутой части канта и склеивание подкладки с берцами
А. Верхний край заднего наружного ремня или односторонней боковой закрепки берцев перегибают через верхний край берцев и приклеивают к бахтармяной стороне. Берцы и подкладку склеивают изнаночными сторонами по канту. Загнутые края заднего наружного ремня или односторонней боковой закрепки берцев должны быть хорошо околочены и плотно прилегать к верхнему краю берцев без морщин и утолщений. Верхние и передние края подкладки должны совпадать с соответствующими краями берцев или выступать не более, чем на 1,5-2,0 мм.
Б. Клей (рецепт № 12, а).
В. Стол; мраморная плита; молоток; сосуд для клея; кисть.
Загибка оставшейся незагнутой части канта и склеивание подкладки с берцами
28. Строчка канта берцев (с обрезкой краев кожаной подкладки)
Строчка канта берцев (с обрезкой краев кожаной подкладки)
А. Подкладку и берцы сострачивают одной строчкой по верхнему и переднему кантам. Выступающие края подблочных ремней или кожаной подкладки срезают вровень с передними или верхними (при накладном канте) краями берцев. В заготовках ботинок и полуботинок типа "конверт" начало и конец строчек могут не доходить до бокового края передней части берцев на 3-4 мм. Расстояние строчки от края - 1,0-1,5 мм для деталей из хромовых опойка и выростка. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых полукожника и яловки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 332 кл. или 34-А кл., 232 кл.; ножницы; иглы 4А, 4)Б № 75-100.
Примечания: (1. Расстояние строчки от края при выворотном канте в ботинках и полуботинках может быть увеличено в соответствии с утвержденными моделями обуви.
2. Рекомендуется в заготовках типа "конверт" протаскивать концы ниток на сторону подкладки.)
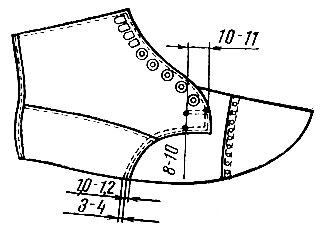
29. Вставка блочек
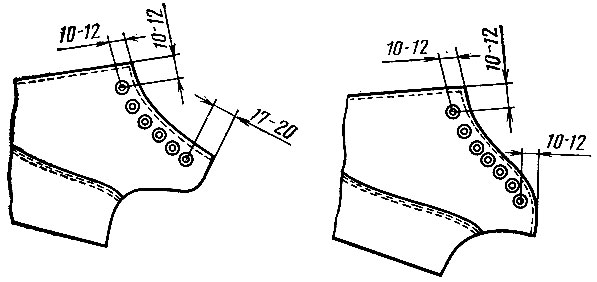
Вставка блочек
А. Блочки вставляют вдоль переднего края берцев. При нестандартной конфигурации переднего края берцев Верхнюю и нижнюю блочки вставляют по ориентирам на блочковой машине или на берцах. Расстояние от центра крайней верхней блочки до верхнего канта берцев (в заготовках полуботинок и ботинок без крючков) и от центров блочек до переднего канта берцев - 10-12 мм. Расстояние (мм) от центра крайней нижней блочки до нижнего края берцев в заготовках: ботинок и полуботинок с накладной союзкой - 17-20, ботинок и полуботинок типа "конверт" - 10-12. Расстояние между центрами блочек (крючков) должно быть одинаковым. Блочки должны быть симметрично расположены на обеих берцах и одинаково в обеих полупарах, тщательно, без заусениц расклепаны на подблочных ремнях или кожаной подкладке и плотно прилетать к берцам. Количество блочек должно быть в соответствии с утвержденными моделями обуви.
Б. Блочки.
В. Машины ВБ-2 или ВБ-1, 01198/Р2, 01058/Р1 для вставки блочек; ориентир на блочковой машине.
Примечание. При нестандартной конфигурации переднего края берцев расстояние от центра крайней верхней блочки до верхнего канта берцев и от центра нижней блочки до нижнего края берцев может быть изменено в соответствии с утвержденными моделями обуви.
30. Закрашивание краев кожаной подкладки
А. Торцы подблочных ремней по переднему краю окрашивают под цвет лицевой стороны берцев. Краску наносят ровным тонким слоем, не допуская пропусков, подтеков и загрязнений деталей верха и подкладки.
Б. Краска (рецепт № 28).
В. Стол; сосуд для краски; кисть.
Примечание. (При сборке заготовок из кожи светлых тонов операция не обязательна.)
31. Скрепление берцев
А. Нижние передние края берцев складывают встык и скрепляют закрепочным швом с лицевой стороны. Нижние края передней части берцев должны быть расположены на одном уровне, а закрепка горизонтально и симметрично на обеих берцах. Длина закрепки - 8+1 мм. Расстояние от закрепки до нижнего края берцев - 3-4 мм.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Полуавтомат типа 229 кл. для выполнения закрепочных швов в заготовках обуви; иглы 4А, 4Б № 90, 100 и 110.
Примечания: (1. При отсутствии машин для выполнения закрепочных швов допускается скрепление берцев на швейных машинах 330-8 кл. или 230 кл., 34-М кл. одной горизонтальной строчкой через подкладываемую с внутренней стороны берцев текстильную закрепку.
2. Операцию выполняют при сборке заготовок с накладными союзками.)
32. Скрепление деталей полусоюзок или носочной (нижней) части союзок тачным швом

Скрепление деталей полусоюзок или носочной (нижней) части союзок тачным швом
А. Детали полусоюзок складывают лицевыми сторонами так, чтобы верхние и нижние края по линии продольного (тачного) шва совпадали и скрепляют однорядной строчкой.
Детали носочной части союзок (с овальной вставкой) складывают лидевыми сторонами так, чтобы их верхние края и нижние закругления крыльев совпадали и скрепляют однорядной строчкой. Расстояние строчки от краев деталей - 1,0-1,(2 мм для деталей из хромовых опойка и выростка. Концы строчек закрепляют двумя-тремя дополнительными стежками.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Машины швейные 330-в кл. или 230 кл., 34-М кл., ножницы; иглы 4А, 4Б № 75-120.
Примечание. (Операцию выполняют при оборке объемных заготовок типа "конверт".)
33. Стачивание деталей полусоюзок или носочной (нижней) части союзок настрочным швом
Стачивание деталей полусоюзок или носочной (нижней) части союзок настрочным швом
А. Передние края носочных (нижних) частей союзок или передние края полусоюзок накладывают друг на друга точно по гофрам или наколкам и пристрачивают двухрядной строчкой. Верхние и нижние края стачанных полусоюзок должны совпадать. Расстояние первой строчки от края - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм, а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых полукожника и яловки 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 8:2 кл. или 1324 кл., 224 кл., 24 кл., 01225/Р5, 01231/Р2; ножницы; иглы 4А, 4Б № 85, 90, 100.
Примечания: (1. Операцию выполняют при сборке объемных заготовок типа "конверт".
2. При выполнении операции 32 данная операция исключается.)
34. Разглаживание переднего шва полусоюзок или носочной (нижней) части союзок
А. Передний шов носочной (нижней) части союзок или передний шов полусоюзок заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машялы РЗШ-1-О или 01168/Р2, 01276/12 для разглаживания швов кожаной заготовки обуви.
Примечания: (1. Операцию выполняют при сборке объемных заготовок типа "конверт".
2. Операция исключается при выполнении операции 33.)
35. Расстройка переднего шва полусоюзок или носочной (нижней) части союзок
А. Передний шов носочной (нижней) части союзок или передний шов полусоюзок расстрачивают двумя параллельными строчками через тесьму, которая должна быть натянута так, чтобы не было складок и морщин. Строчки должны быть одинаково удалены от тачного шва. Расстояние между строчками - 4-6 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых полукожника и яловки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р2; ножницы; иглы 4А, 4Б № 00 и 100.
Примечание. (Операция исключается в случае применения машин для разглаживания тачного шва и наклеивания предварительно промазанной тесьмы.)
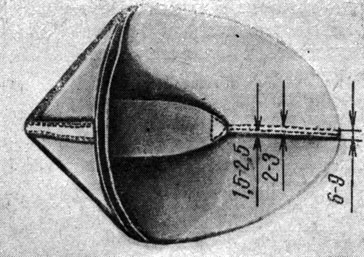
36. Пристрачивание овальных вставок к носочной (нижней) части союзок
Пристрачивание овальных вставок к носочной (нижней) части союзок
А. Носочную (нижнюю) часть союзки накладывают на овальную вставку по гофрам и пристрачивают двухрядной строчкой. Продольная осевая линия носочной (нижней) части союзки должна совпадать с продольной осевой линией овальной вставки. После пристрачивания овальной вставки союзка должна иметь форму, соответствующую форме носочной части колодки. Расстояние первой строчки от края - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм, а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 1324 кл. или 224 кл., 24 кл., 01231/Р2; ножницы; иглы 4А, 4Б № 85, 90 и 100.
Примечание. (Операцию выполняют при сборке заготовок объемной формы.)
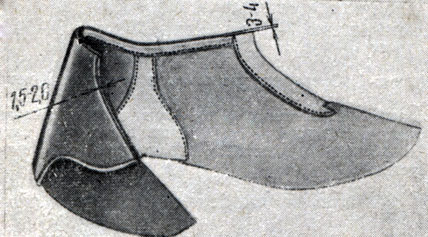
37. Наклеивание боковинок
А. На боковинки наносят тонкий ровный слой клея и наклеивают на союзки. Один конец наклеенной боковинки должен быть расположен на расстоянии 3-4 мм от края союзки в месте пристрачивания носка или на 2-3 мм выше линии носка, если союзка целая. Другой конец боковинки должен выступать за крыло союзки на 15-20 мм, а нижний край боковинки находится на расстоянии 6-8 мм от края затяжной кромки.
Б. Клей (рецепты № 12, а; 10; 11, а, б; 15).
В. Приспособление для нанесения клея.
38. Пристрачивание носков
Пристрачивание носков
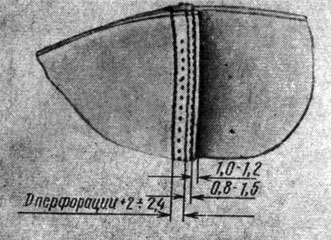
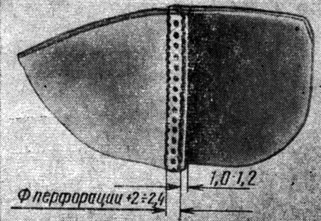
А. Носки накладывают на союзки по гофрам и настрачивают: не менее чем тремя строчками в заготовках для мужской и мальчиковой обуви; двумя строчками в заготовках для обуви других родов. Строчка должна прикрепить боковинку к союзке. Края затяжной кромки носка должны совпадать с краями затяжной кромки союзки. Расстояние первой строчки от верхнего края носка - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), а между строчками- 0,8-1,5 мм (при отсутствии перфорации) или должно быть равно (при наличии перфорации) удвоенному расстоянию первой строчки от края плюс диаметр перфорации. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых подкожника и яловки -5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 224 кл., 24 кл., 01231/Р2; ножницы; иглы 4А, 4Б № 90 и 100.
Примечания: (1. Допускается изменять расстояние между строчками в соответствии с утвержденными моделями обуви.
2. Если для подноска применен текстильный карман, то его пристрачивают одновременно с носком первыми двумя строчками или одной из них.
3. Операция исключается, если применяются целые союзки.)
Пристрачивание носков
39. Пристрачивание союзок к берцам
Пристрачивание союзок к берцам
А. Союзки настрачивают на берцы и задинки по гофрам и наколкам двумя строчками, не захватывая подкладку (ее отгибают внутрь заготовки). Закрепку подкладывают лицевой стороной к бахтармяной стороне союзки поверх стыка берцев так, чтобы она была расположена строго по осевой продольной линии союзки и выступала за край на 1-2 мм. Продольная осевая линия союзки должна совпадать со стыком берцев, а края затяжной кромки союзки с краями затяжной кромки задинок или берцев. Союзки и закрепки не должны быть перекошены. Расстояние первой строчки от края - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм, а между строчками - 0,8-1,5 мм.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 012331/P2; ножницы; иглы 4А, 4Б № 90, 100.
Примечание. (Допускается:
1) пристрачивание союзки через подкладку, в этом случае подкладка и берцы перед строчкой должны быть хорошо расправлены;
2) предварительное наклеивание закрепок на союзки.
3) допускается применение синтетических и других ниток в соответствии со стандартами и техническими условиями по рекомендации лаборатории фабрики.)
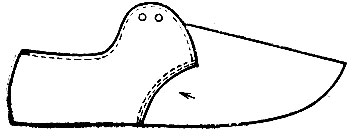
40. Обметывание язычков
А. Язычок обметывают (с одновременным прикреплением подкладки) по всему периметру, не захватывая нижнего края. Нитки должны переплетаться на грани язычка. Ширина обметочного шва - 3-5 мм. Частота строчки 3-5 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейная машина 51-А кл.; иглы 9А № 90 и 100.
Примечания: (1. Для язычков из кожи толщиной менее 0,5 мм, а из шевро и шеврета независимо от их толщины, должна применяться подкладка.
2. Допускается предварительное наклеивание подкладки на язычки.
3. Края текстильной неутепленной подкладки могут не доходить до верхнего и боковых краев язычка на 3-4 мм, а края текстильной подкладки (типа байки) на 4-5 мм, в этом случае ширина обметочного шва должна быть увеличена.)
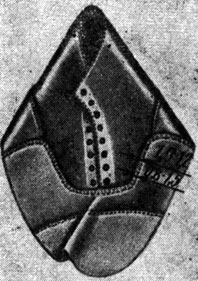
41. Сострачивание передних краев подкладки и пристрачивание язычков
Сострачивание передних краев подкладки и пристрачивание язычков
А. Передние края подкладки стачивают внахлестку двухрядной строчкой. Строчить надо в направлении от затяжной кромки. При подходе к передним краям нижней части берцев подкладывают язычок и пристрачивают его строчкой в виде треугольника или двумя-тремя поперечными строчками к подкладке и концам кожаных подблочных ремней. Припуск текстильной подкладки на сострачивание - 6-9 мм. Нижний край язычка должен быть расположен на 1-2 мм ниже концов подблочного ремня, а верхний край закрывать верхнюю пару крючков или блочек. Расстояние первой строчки от края подкладки 1,5-2,5 мм, а между строчками также 2-3 мм. Частота строчки 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; ножницы-иглы 3И, 3Е № 90 и 100.
Примечания: (1. Операцию выполняют при сборке заготовок с накладной (СОЮЗКОЙ.
2. В случае пристрачивания союзки через подкладку операции 40 и 41 выполняются перед операцией 39.)
42. Пристрачивание кожаной подкладки язычков к текстильной подкладке союзок
А. кожаную подкладку язычка накладывают на текстильную подкладку союзки и пристрачивают одной строчкой. Припуск под сострачивание - 4-7 мм. Продольные оси язычка и союзки должны совпадать. Подкладка не должна быть стянута строчкой по линии шва. Расстояние строчки от края - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40. 144
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90 и ЛО0,
Примечания: (1. Операцию выполняют при сборке заготовок полуботинок "конверт".
2. Допускается пристрачивание утепленной подкладки язычков (типа байки) в ботинках "конверт" к утепленной подкладке союзки внахлестку переметочным швом; в этом случае далее следуют операции 43, 44 и 46.)
43. Пристрачивание союзок к язычкам
А. Союзку накладывают на язычок по гофрам и пристрачивают одной или двумя строчками. Продольная ось язычка должна совпадать с осью союзки. (Расстояние первой строчки от края союзки - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм). Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 330-8 кл., 24 кл., 230 кл., 34-М кл.; иглы 4А, 4Б № 85, 90 и 100.
Примечание. (Операцию выполняют при оборке заготовок типа "конверт".)
44. Намазка клеем и склеивание подкладки с союзками и язычками
А. На подкладку наносят тонкий ровный слой клея и склеивают с союзкой и язычком. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Приспособление для нанесения клея.
Примечания: (1. Операцию выполняют при сборке заготовок типа "конверт".
2. Верхний и боковые края язычка могут выступать за края кожаной подкладки на 2-3 мм.
3. Операция рекомендуемая.)
45. Пристрачивание язычков к союзкам
А. Язычок пристрачивают к союзке через подкладку одной или двумя параллельными строчками. Продольная ось,язычка должна совпадать с осью союзки. Расстояние первой строчки от края союзки - 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм. Частота строчки для хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 224 кл. или 330-8 кл., 24 кл., 230 кл,, 34-М кл.; иглы 4А, 4Б № 90 и 100.
46. Обстрачивание язычков
А. Язычок скрепляют с подкладкой одной строчкой, которая должна проходить на расстоянии 1 мм от краев кожаной подкладки или на 1,5-2,0 мм, от краев текстильной подкладки. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл., или 230 кл., 34-М кл.; иглы 4А, 4Б № 90 ,и 100.
Примечание. (Операция исключается при выполнении операции 40.)
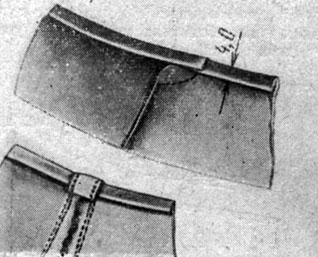
47. Пристрачивание берцев к союзкам (с одновременной строчкой закрепок)
Пристрачивание берцев к союзкам (с одновременной строчкой закрепок)
А. Берцы накладывают на союзки точно по гофрам и пристрачивают через подкладку двумя параллельными строчками с одновременным закреплением передних углов берцев П-образной строчкой. Закрепки на берцах должны быть расположены симметрично в полупаре и одинаково в паре заготовок. Длина закрепки - 10-11 мм. Края затяжной кромки союзки и берцев должны совпадать. Расстояние первой строчки от края - 1,0-1,2 мм (для кожаных деталей толщиной 1,0-1,2 мм), а между строчками должно соответствовать утвержденной модели обуви и не превышать 4,0 мм. Частота строчки для деталей из хромового опойка из выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-в кл. или 230 кл., 34-М кл. 224 кл., 24 кл.;
Примечание. (Допускается применение синтетических и других ниток в соответствии со стандартами и техническими условиями по рекомендации лаборатории фабрики.)
48. Пристрачивание берцев к союзкам
Пристрачивание берцев к союзкам
А. Берцы накладывают на союзки по гофрам и пристрачивают Двумя параллельными строчками, не захватывая подкладки. Концы ниток протягивают на бахтармяную сторону. Края затяжной кромки союзки и берцев должны совпадать. Расстояние первой строчки от края берцев - 1,0-1,2 мм (для кожаных деталей толщиной 1,0-1,2 мм), а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хрохмовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р2; ножницы; иглы 4А, 46 № 90 и 100.
Примечания: (1. Операцию выполняют при сборке заготовок типа "конверт" со свободной подкладкой.
2. Расстояние между строчками может быть увеличено в соответствии с утвержденными моделями обуви.)
49. Пристрачивание подкладки берцев к подкладке союзок
Пристрачивание подкладки берцев к подкладке союзок
А. Подкладку берцев накладывают на подкладку союзок по гофрам и пристрачивают двумя строчками. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние первой строчки от края кожаной подкладки полуботинок 1,0-1,5 мм и 2,0-2,6 мм от края текстильной подкладки ботинок. Расстояние между строчками на кожаной подкладке - 1-2 мм и 2-3 мм на текстильной подкладке берцев. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 224 кл., 24 кл., (01231/Р2; иглы 3И, 3Е № 90 и 100.
Примечание. (Операцию выполняют при сборке заготовок типа "конверт" со свободной подкладкой.)
50. Строчка закрепок на берцах
Строчка закрепок на берцах
А. Закрепку на берщах выполняют двухрядной сквозной строчкой через подкладку по ориентирам. Концы ниток в начале и конце строчки протятивают на сторону подкладки и закрепляют. Закрепки должны быть одинаковой длины - 10-11 мм и расположены симметрично на берцах полупары и пары заготовок. Расстояние между строчками закрепки - 1,0-1,5 мм.
Б. Нитки хлопчатобумажные № 30; 40.
В. Полуавтомат типа 229 кл. для выполнения закрепочных швов на деталях заготовки; иглы 4А № 90, 100 и 110.
Примечания: (1. Операцию выполняют при оборке заготовок типа "конверт" со свободной подкладкой.
2. При выполнении операции 47 операции - 48, 49, 50 исключаются.)
51. Чистка заготовок
А. Заготовку очищают и обрезают концы ниток. На наружных и внутренних деталях заготовок не должно быть пятен, остатков клея и других загрязнений. Заготовка не должна иметь механических повреждений.
В. Стол; ножницы; резинка для чистки обуви.
52. Шнурование заготовок (берцев)
А. Берцы заготовки складывают лицевыми сторонами наружу и надевают блочками на шнуровальные иглы машины. При включении машины производится шнурование берцев, завязывание концов ниток и их обрезка. Заготовки шнуруют на 3-5 пар нижних блочек. В расправленной зашнурованной заготовке передние края берцев должны плотно прилегать друг к другу без смещения по высоте одного берща относительно другого.
Б. Нитки хлопчатобумажные № 0; 00.
В. Машины типа ШЗВ для шнурования заготовок обуви.
Примечания: (1. При сборке заготовок с накладными союзками данную операцию выполняют перед скреплением берцев.
2. Заготовки с меньшим нестандартным количеством блочек шнуруются на все блочки.
3. Допускается шнурование вручную шпагатом или обувными шнурками.)
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"