
Технологический процесс
1. Окрашивание наружных краев деталей верха
А. Торцы краев деталей, остающиеся в готовой обуви открытыми, окрашивают под цвет лицевой стороны кожи. Краску наносят ровным тонким слоем, без пропусков и подтеков, не загрязняя детали верха.
Б. (Кратка (рецепт № 28).
В. Стол с вытяжкой; пульверизатор; сосуд для краски; губка; кисть.
Примечание. (Рекомендуется окрашивать края деталей, сложенных стойкой и прижатых сверху шаблоном или зажимом в вытяжной камере распылительным пистолетом со сменными емкостями.)
2. Наметка линий декоративных строчек
А. На деталях верха намечают линии декоративных строчек, не допуская повреждений лицевого слоя деталей. Намеченные линии должны быть четкими, одинаково расположены в паре одноименных деталей в соответствии с утвержденной моделью обуви.
В. Стол; комплект шаблонов; тупое шило; карандаши.
Примечание. (Операция исключается при нанесении линий декоративных строчек в процессе раскроя деталей верха или их перфорирования и тиснения.)
3. Намазка клеем и наклеивание межподкладки
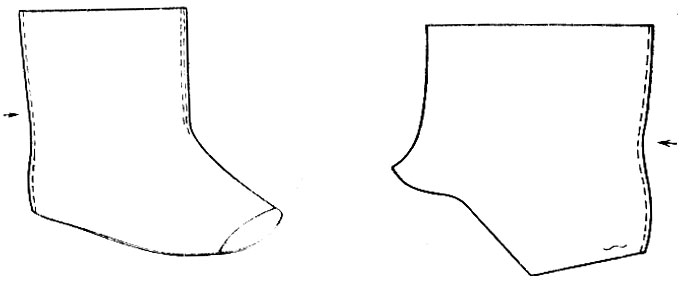
А. Клей наносят равномерным тонким слоем по всей поверхности межподкладки полосками или по всей площади. Промазанные детали межподкладки наклеивают на детали верха на машинах или вручную. Детали из шевро, козлины и шеврета, независимо от их толщины, должны быть подклеены межподкладкой. Детали из других кожевенных материалов должны быть подклеены межподкладкой, если толщина их менее указанной в табл. 7.
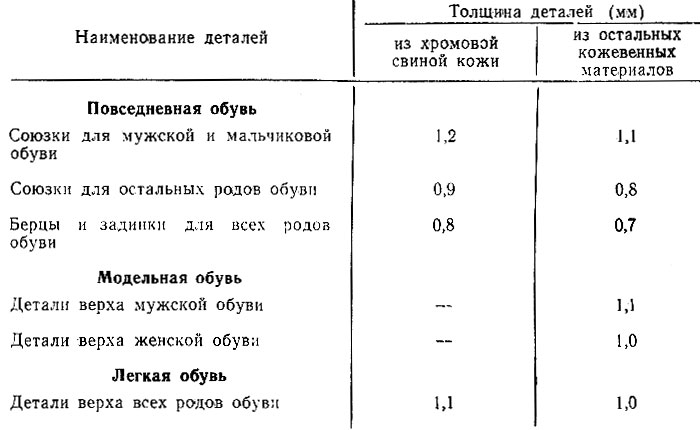
Таблица 7
Межподкладка должна быть наклеена на детали верха без складок и морщин на расстоянии (мм):
От загибаемых краев деталей-
при отсутствии перфорации ........................ 6-8
при наличии перфорации ........................... 8-9
От краев деталей, обработанных горячим формованием
(обжигом) ........................................ 2-3
От окрашиваемых краев деталей:
при отсутствии перфорации ........................ 1-2
при наличии перфорации ........................... 4-6
От краев деталей, попадающих под строчку ............ 4-5
От краев деталей, стачиваемых тачным швом ........... 0,8-1,0
От верхнего края берцев (под выворотный кант) ....... 10-12
От краев затяжной кромки ............................ 10-12
Б. Клей (рецепты № 12, а; 10, а, б, в).
В. Машины 01230/Р2 или 01287/Р1, МНВО для односторонней намазки клеем межподкладки; приспособление для нанесения клея;
Примечания: (1. Рекомендуется наклеивание межподкладки с нанесением предварительно на ткань термопластическим клеем на машинах ДВ1-О.
2. Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.)
4. Строчка декоративных линий
А. Декоративные строчки должны пройти точно по намеченным линиям, быть ровными, хорошо утянутыми и не иметь пропусков стежков. Частота строчки в зависимости от применяемых материалов - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 0; 1; 6; 10; 20; 40; 50; 60.
В. Швейные машины 324 кл. или 330-8 кл., 224 кл., 230 кл,; иглы 4А, 4Б № 75 и 85 и № 110-130, 4Д № 150-170.
Примечания: (1. Допускается применение синтетических и других ниток в соответствии с техническими условиями.
2. Необходимость строчки декоративных линий определяется по утвержденным моделям обуви.)
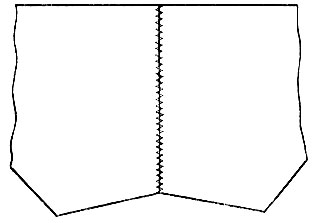
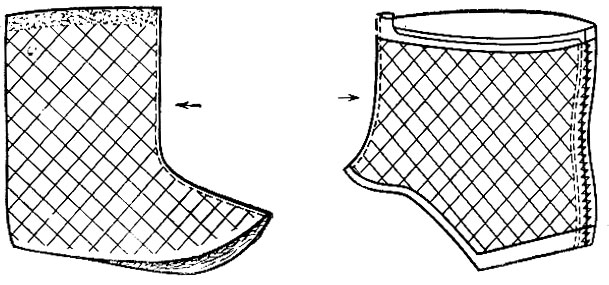
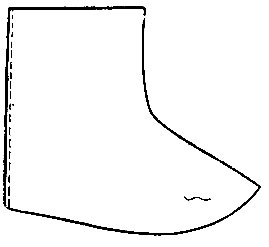
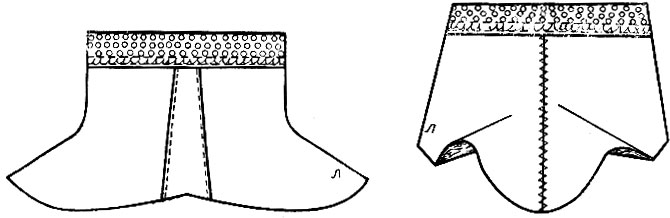
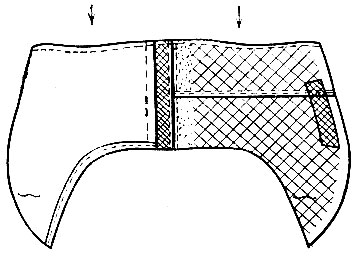
5. Пристрачивание задинок
Пристрачивание задинок
А. Задинки верхними краями накладывают на нижние края голенищ по гофрам так, чтобы задние и передние края голенищ и задинок совпадали и пристрачивают двумя параллельными строчками. Расстояние первой строчки от верхнего края задинки - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых полукожника и яловки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл.; ножницы; иглы 4А, 4Б № 90 и 100.
Примечание. (В случае применения целых голенищ операция исключается.)
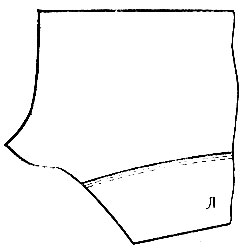
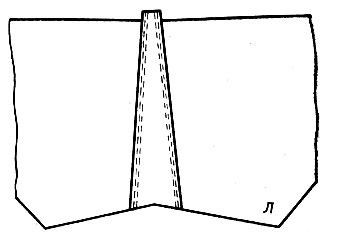
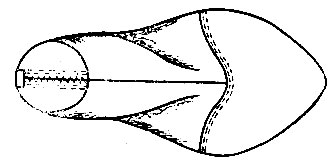
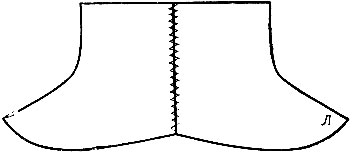
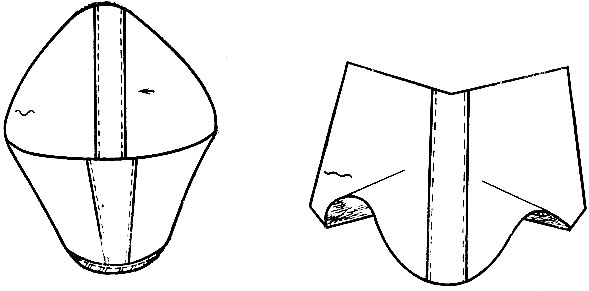
6. Стачивание задних краев голенищ переметочным швом
Стачивание задних краев голенищ переметочным швом
А. Скрепляемые детали укладывают встык задними краями так, чтобы верхние и нижние края голенищ совпали и сострачивают переметочным швом. Концы швов закрепляют учащенной строчкой. Расстояние строчки от края деталей 2,0-3,0 мм. Частота строчки - 3-5 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20, 30.
В. Швейные машины 26-А кл. или 331-3 Ково, 01216/Р2; ножницы; иглы 4А, 4Б, 3И, 3Е № 90, 100, 110 и 120.
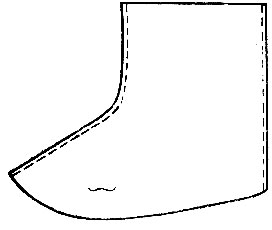
7. Стачивание задних краев голенищ тачным швом
Стачивание задних краев голенищ тачным швом
А. Голенища складывают лицевыми сторожами и скрепляют одной строчкой так, чтобы верхние и нижние их края по линии заднего шва совпадали. Концы швов закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от краев деталей - 1,0-1,2 мм (для деталей из хромовых опойка и выростка). Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 75-120.
Примечания: (1. При стачивании задних краев голенищ переметочным швом операция исключается.
2. Допускается применение синетических (капроновых) и других ниток в I соответствии со стандартами и техническими условиями.
3. Допускается стачивание задних краев голенищ тачным швом с припуском по заднему шву одной из сторон голенищ, с последующим приклеиванием! этого припуска и односторонней его расстройкой.)
8. Разглаживание заднего шва голенищ
А. Задний шов голенища заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны шва с одновременным наклеиванием укрепляющей тесьмы. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машина РЗШ-1-0.-или 01276/Р12 для разглаживания швов.
Примечания: (1. Операция исключается при выполнении операции 6.
2. Если задний шов голенищ не представляется возможным разгладить на машине, то рекомендуется приспособление типа правила с прикрепленным к нему электроутюжком (или без него для текстильной подкладки).)
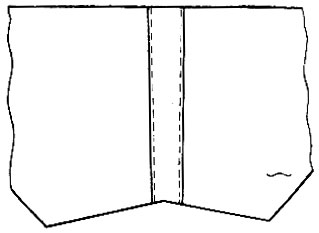
9. Настрачивание задних наружных ремней
Настрачивание задних наружных ремней
А. Задний наружный ремень накладывают бахтармяной стороной на задний шов деталей с лицевой стороны так, чтобы продольная овевая линия ремня совпадала с линией шва и пристрачивают двумя параллельными строчками с каждой стороны. Расстояние первой строчки от края ремня - 1,0-1,2 мм (для кожаных деталей толщиной 1,0-1,2 мм), а между строчками - 0,8-1,5 мм. Верхний край заднего наружного ремня должен выступать за верхний край голенищ в заготовках с выворотным кантом, на 1,5-2,0 мм с накладным кантом на 7-8 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8, а из хромовых полукожника и яловки - 5-6. стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 330-8 кл., 230 кл., 1324 кл., 82 кл., 01231/Р2; иглы 4А, 4Б № 90 и 100.
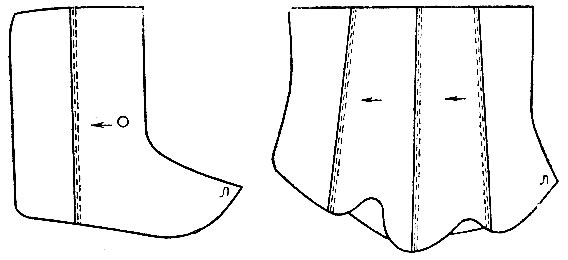
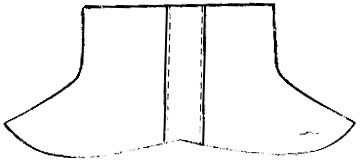
10. Расстрочка заднего шва голенищ через тесьму или наклеивание тесьмы на задний шов
Расстрочка заднего шва голенищ через тесьму или наклеивание тесьмы на задний шов
А. Задний шов голенища расстрачивают двумя параллельными строчками через тесьму. Тесьма должна быть натянута так, чтобы не было складок и морщин. Строчки должны быть одинаково удалены от тачного шва. Расстояние между строчками - 4,0-8,0 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 1324 кл., 82 кл., 24 кл., 01231/Р2; приспособления для разглаживания; ножницы; иглы 4А, 4Б № 90 и 100.
Примечания: (1. При выполнении операции 9 операция 10 исключается.
2. В случае применения машин для разглаживания заднего шва и наклеивания предварительно промазанной тесьмы на задний шов расстрочку задних швов голенищ не выполняют.
3. Допускается заклеивание заднего тачного шва голенищ припуском межподкладки.)
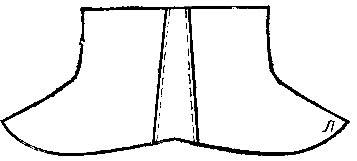
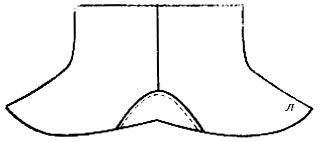
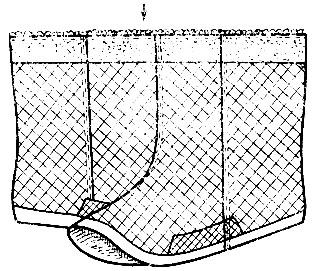
11. Пристрачивание союзковой части голенищ к задниковой с наружной или внутренней стороны
Пристрачивание союзковой части голенищ к задниковой с наружной или внутренней стороны
А. Непристроченную союзковую часть голенища накладывают на задниковую часть голенища по гофрам и пристрачивают двухрядной строчкой, не допуская деформации заготовки. Концы ниток закрепляют. Расстояние строчки от края - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 1324 кл. или 82 кл., иглы 4А, 4Б № 90 и (100.
Примечание. (Операцией 11 заканчивается сборка верха и замкнутый контур заготовок с составными голенищами при необходимости настрачивания заднего наружного ремня на швейных машинах с плоской платформой, которое осуществляют перед данной операцией.)
12. Намазка клеем краев деталей верха под загибку и сушка
А. На спущенные края деталей, подлежащих загибке, наносят тонкий ровный слой клея на ширину 9-12 мм, не допуская загрязнений лицевой стороны деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 12, а; 9, в, г, д).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
Примечания: (1. Операция исключается в случае применения машин дли загибки с одновременным нанесением клея.
2. Допускается применение других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
13. Загибка краев деталей верха
А. Края деталей, предназначенных для загибки, подводят под исполнительные органы машины и загибают на одинаковую по всему периметру ширину - 4-5 мм. Загнутые края деталей должны быть прочно склеены.
В. Машины ЗКД-0 или 01280/Р1 для загибки краев деталей верха обуви; молоток.
Примечание. (Вогнутые края загибаемых деталей должны быть подрезаны на глубину 2,0-2,5 мм.)
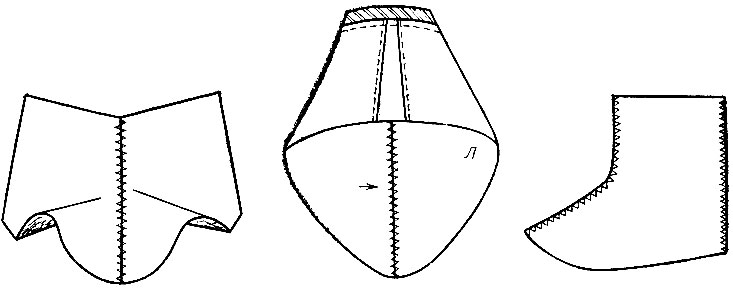
14. Сострачивание голенищ по переднему краю настрочным швом
Сострачивание голенищ по переднему краю настрочным швом
А. Наружные и внутренние стороны целых или составных голенищ накладывают передними краями друг на друга по гофрам и сострачивают двухрядной строчкой, при этом верхние и нижние края деталей должны совпадать и детали не должны быть деформированы. Расстояние первой строчки от края деталей - 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм), а между строчками - 0,8-1,5 мм для деталей из хромовых опойка и выростка. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 82 кл., 1324 кл., 24 кл.; ножницы; иглы 4А, 4Б № 90 и 100.
Примечание. (Рекомендуется настрачиваемую сторону голенищ предварительно загнуть по переднему краю или обработать горячим формованием (в последнем случае рекомендуемое расстояние первой строчки от края 0,8-1,0 мм).)
15. Сострачивание голенищ по переднему краю тачным швом
Сострачивание голенищ по переднему краю тачным швом
А. Голенища, складывают лицевыми сторонами и скрепляют одной строчкой так, чтобы верхние и нижние края их по линии переднего шва совпадали. Концы строчек закрепляют двумя-тремя дополнительными стежками. Расстояние строчки от краев деталей - 1,0-1,2 мм для деталей из хромовых опойка и выростка. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б№ 75-4120.
Примечания: (1. Допускается применение синтетических (капроновых) и других ниток в соответствии со стандартами и техническими условиями.
2. Допускается сострачивание голенищ по переднему краю тачным швом с припуском по одной из сторон переднего шва; в этом случае далее следуют операции: 16, 18, 20.
3. При выполнении операции 14 операнда 15 исключается.)
16. Намазка клеем переднего тачного шва и припуска одной стороны голенищ, сушка
А. На спущенную сторону припуска одной из сторон голенища по переднему краю наносят тонкий ровный слой клея, не допуская загрязнения лицевой стороны деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол; сосуд для клея; кисть.
Примечания: (1. Операция обязательна при сострачивании голенищ по передним или задним краям тачным швом с припуском по одной из сторон.
2. Допускается применение и других клеев, кроме указанного в пункте Б, по рекомендации лаборатории фабрики.)
17. Разглаживание переднего шва голенищ
А. Передний шов голенища заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе. стороны шва. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы. При необходимости на передний тачной шов голенищ одновременно (Наклеивается тесьма.
В. Машина РЗШ-1-0 или 01276/Р12 для разглаживания швов кожаной заготовки обуви.
Примечание. Операция исключается при выполнении операции 14.
18. Разглаживание переднего тачного шва голенищ и приклеивание припуска одной стороны голенищ по переднему шву
А. Передний шов голенища заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы. Припуск одной из сторон голенищ тщательно околачивают и приклеивают к той же стороне.
В. Машина РЗШ-1-0 или 01276/Р12, 01168/Р2 для разглаживания швов кожаной заготовки обуви.
Примечание. (Операция рекомендуемая.)
19. Расстройка переднего шва голенищ по тесьме
А. Передний шов голенища расстрачивают двумя параллельными строчками через тесьму, которая должна быть натянута так, чтобы не было складок и морщин. Строчки должны быть одинаково удалены от тачного шва. Расстояние между строчками - 4,0,мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 82 кл., 1324 кл., 01231/Р2; приспособление для разглаживания; ножницы; иглы 4А, 4Б № 90 и 100.
Примечания: (1. Операция исключается при выполнении операции 14.
2. В случае применения машин для разглаживания переднего шва и наклеивания предварительно промазанной тесьмы на передний шов расстрочху переднего шва голенищ не выполняют.
3. Допускается заклеивание переднего тачного шва голенищ припуском межподкладки.)
20. Расстройка переднего шва голенищ по одной стороне
А. Передний шов расстрачивают однорядной строчкой по припущенной стороне голенищ. Строчка должна быть параллельной тачному шву. Расстояние строчки от края должно соответствовать утвержденному обраэду.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 332 кл.; иглы 4А, 4Б № 90 и 100.
Примечания: (1. Операция рекомендуемая.
2. Операцию выполняют при сострачивании передних краёв голенищ с припуском по одной из сторон.
3. При выполнении данной операции исключается операция 19.)
21. Наклеивание тесьмы на передние швы голенищ
А. На передний шов голенищ наклеивают предварительно промазанную клеем тесьму или липкую ленту так, чтобы ее края выступали за линию тачного шва на одинаковое расстояние. Тесьма должна быть наклеена без складок и морщин.
Б. Клей (рецепт № 12, а).
В. Машина РЗШ-1-О для разглаживания тачного шва с одно временным наклеиванием тесьмы.
Примечания: (1. Операция рекомендуемая.
2. При выполнении данной операции исключаются операции 19 и 20.)
22. Заклеивание переднего тачного шва голенищ припуском межподкладки
А. Передний тачной шов голенищ тщательно заклеивают припуском межподкладки, без складок и морщин.
В. Приспособление для наклеивания межподкладки; молоток.
Пpимечания: (1. Операция рекомендуемая.
2. При выполнении данной операции исключаются операции 19, 20 и 21.)
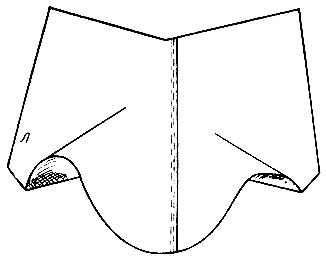
23. Наклеивание боковинок
А. На боковинки наносят тонкий ровный слой клея и наклеивают на союзки (в заготовках с накладными союзками) или на наружные и внутренние стороиы голенищ. В заготовках с накладными союзками один конец наклеенной боковинки должен быть расположен на 2-3 мм выше линии носка, другой конец - выступать за крыло союзки на 15-20 мм. В заготовках с составными голенищами боковинки должны попадать под линию сострачивания союзковых и задниковых частей голенищ. Нижний край боковинок, должен находиться на расстоянии 6-8 мм от края затяжной кромки.
Б. Клец (рецепты № 12, а; 10; 11 а, б; 15).
В. Приспособление для нанесения клея.
Примечания: (1. Допускается пристрачивание боковинок.
2. В зависимости от конструкции и схемы сборки заготовок способ и последовательность выполнения данной операции в технологическом процессе определяется лабораторией.)
24. Пристрачивание союзок к голенищам
Пристрачивание союзок к голенищам
А. Союзки накладывают на голенища по гофрами и наколам и пристрачивают двухрядной строчкой. Продольная осевая линия союзки должна совпадать со стыком голенищ, а края затяжной кромки союзки с краями затяжной кромки голенищ. Расстояние первой строчки от края должно быть 1,0-1,2 мм для деталей толщиной 1,0-1,2 мм, а между строчками в соответствии с утвержденной моделью обуви, но не более 4 мм. Частота строчки для деталей из хромовых опойка и выростка 6-8 - стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 224 кл. или 24 кл., 82 кл., 1324 кл., 01231/Р2; иглы 4А, 4Б № 90 и 100.
Примечание. (В случае применения союзок типа передов рекомендуется предварительное их формование.)
25. Пристрачивание союзковых частей голенищ к задниковым
Пристрачивание союзковых частей голенищ к задниковым
А. Союзковые части голенищ накладывают на задниковые по гофрам и пристрачивают двухрядной строчкой (последовательно наружные и внутренние стороны). Концы ниток закрепляют. Расстояние строчки от края 1,0-1,2 мм (для деталей толщиной 1,0-1,2 мм)(, а между строчками - 0,8-1,5 мм. Частота строчки для деталей из хромовых опойка и выростка - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл. или 24 кл., 01231/Р2; иглы 4А, 4Б № 90 и 100.1
Примечания: (1. Операцию выполняют для заготовок с составными голенищами.
2. Операцию можно выполнять перед сострачиванием голенищ по переднему шву.
3. Бели одна сторона голенищ целая (а другая составная) или необходимо настрачивание заднего наружного ремня на швейной машине с плоской платформой, то сострачивают союзковые и задниковые части одной стороны голенищ.)
26. Загибка оставшейся незагнутой части канта голенищ
А. Незагнутую часть канта голенищ загибают, хорошо околачивают и приклеивают к бахтармяной стороне.
В. Стол; металлическая плита; молоток.
Примечание. (Операция может быть совмещена с другими операциями по ходу технологического процесса.)
27. Пристрачивание задних внутренних ремней
Пристрачивание задних внутренних ремней
А. Задний внутренний ремень бахтармяной стороной накладывают на лицевую сторону подкладки и пристрачивают по ориентирам одной строчкой с каждой стороны. Верхний край настроченного заднего внутреннего ремня должен быть расположен на 2-3 мм ниже верхнего края подкладки (в заготовках со штаферками). Расстояние строчки от краев заднего внутреннего ремня - 1,0-1,6 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б, 3И, 3Е № 90 и 100.
28. Стачивание задних краев подкладки тачным швом
Стачивание задних краев подкладки тачным швом
А. Детали подкладки складывают лицевыми сторонами и стачивают по заднему краю однорядной строчкой. Концы строчек закрепляют двумя-тремя дополнительными стежками. Верхние и нижние края подкладки по линии заднего шва должны совпадать. Расстояние строчки от края утепленной подкладки - 5-10 мм. Частота строчки - 4-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90-11110.
Примечание. (Допускается применение синтетических и других ниток в соответствии со стандартами и техническими условиями.)
29. Стачивание задних краев подкладки переметочным швом
Стачивание задних краев подкладки переметочным швом
А. Детали подкладки укладывают встык задними краями и сострачивают переметочным швом. Концы швов закрепляют учащенной строчкой. Верхние и нижние края подкладки должны совпадать. Расстояние строчки от края 2-3 мм. Частота строчки - 3-5 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 26-А кл. или 331-3 Ково, 01216/Р2; иглы 3И, 3Е, № 90-110.
Примечания: (1. Допускается применение синтетических и других ниток в соответствии со стандартами и техническими условиями.
2. Допускается стачивание задних краев подкладки переметочным настрочным швом, при этом детали подкладки накладывают друг на друга на 4-6 мм.
3. Операция исключается при выполнении операции 28.
4. Допускается стачивание переметочным швом двойной строчкой.)
30. Разглаживание заднего тачного шва подкладки
А. Задний шов подкладки заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машина для разглаживания швов.
Примечания: (1. Операция рекомендуемая.
2. Операция исключается при расстройке заднего шва подкладки с одновременным разглаживанием.)
31. Расстрочка заднего шва подкладки
Расстрочка заднего шва подкладки
А. Задний шов подкладки расстачивают двумя параллельными строчками через тесьму, при этом тесьму натягивают так, чтобы не было складок и морщин. Строчки должны быть одинаково удалены от линии стыка подкладки. Расстояние между строчками - 4-6 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40 В. Швейные машины 224 кл. или 24 кл., 82 кл., 230 кл., 330-8 кл., 1324 кл., 01231/Р2; иглы 3И, 3Е № 90 и 100.
Примечания: (1. Операция рекомендуемая.
2. Допускается расстрачивание заднего шва, меховой подкладки по гладкой тесьме, накладываемой с лицевой стороны.)
32. Настрачивание внутренних карманов на подкладку
Настрачивание внутренних карманов на подкладку
А. Задний внутренний карман накладывают на подкладку в пяточной части по ориентирам и пристрачивают однорядной непрерывной строчкой. Нижние края кармана должны совпадать с нижними краями подкладки, а продольная осевая линия кармана со стыком подкладки. Расстояние строчки от края - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. -Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б, 3И, 3Е № 90 и 100.
Примечание. (Операция исключается при выполнении операции 27.)
33. Настрачивание штаферок из меха
Настрачивание штаферок из меха
А. Штаферку накладывают на подкладку по ориентирам и пристрачивают одной строчкой. Передние края штаферки должны совпадать с краями подкладки. Припуск подкладки под настрачивание - 7-10 мм. Расстояние строчки от края штаферки - 1,5-2,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90 и 100.
34. Стачивание передних краев подкладки тачным швом
Стачивание передних краев подкладки тачным швом
А. Детали подкладки складывают лицевыми сторонами и стачивают по переднему краю однорядной строчкой. Концы строчек закрепляют двумя-тремя дополнительными стежками. Верхние и нижние края подкладки по линии переднего шва должны совпадать. Расстояние строчки от края утепленной подкладки - 5-10 мм. Частота строчки - 4-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90 и 100.
Примечание. (Допускается применение синтетических и других ниток в соответствии со стандартами и техническими условиями.)
35. Стачивание передних краев подкладки переметочным швом
Стачивание передних краев подкладки переметочным швом
А. Детали подкладки укладывают встык передними краями и сострачивают переметочным швом. Концы швов закрепляют учащенной строчкой. Верхние и нижние края подкладки должны совпадать. Расстояние строчки от края - 2-3 мм. Частота строчки- 3-5 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30.
В. Швейные машины 26-А кл. или 331-3 Ково, 01216/Р2; иглы 3И, 3Е № 90-110.
Примечание. (Операция исключается при выполнении операции 34.)
36. Стачивание передних краев подкладки настрочным швом
Стачивание передних краев подкладки настрочным швом
А. Передние края подкладки стачивают внахлестку двухрядной строчкой. Припуск утепленной подкладки на сострачивание - 9-12 мм. Расстояние первой строчки от края подкладки - 1,6-2,5 мм, а между строчками - 3-4 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 224 кл, или 24 кл., 01231/Р2; иглы 3И, 3Е № 90 и 100.
Примечания: (1. Операция рекомендуемая.
2. Операция исключается при выполнении операции 34 или 35.)
37. Разглаживание переднего тачного шва подкладки
А. Передний тачной шов подкладки заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машина для разглаживания швов.
Примечание.
Операция рекомендуемая.
38. Расстрочка переднего шва подкладки
Расстрочка переднего шва подкладки
А. Передний шов подкладки расстрачивают двумя параллельными строчками через тесьму, при этом тесьму натягивают так, чтобы не было складок и морщин. Расстояние между строчками - 4-6 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 2:24 кл. или 24 кл., 82 кл., 1324 кл., 330-в кл., 230 кл.; иглы 3И, 3Е № 90 и 100.
Примечание.
Операция рекомендуемая.
39. Предварительное околачивание верхних краев голенищ
А. Опущенный под выворотку верхний край голенищ тщательно околачивают по лекалам (или без них). Околоченный верхний край голенищ должен легко выворачиваться.
Б. Комплект лекал.
В. Машина или приспособление для околачивания; молоток.
Примечания: (1. Операцию выполняют в тех случаях, когда верхний край голенищ при выворотке должен быть загнут внутрь на расстояние свыше 4 мм.
2. Припуск верхнего края голенищ под выворотку устанавливают при проектировании модели.)
40. Стачивание голенищ с подкладкой по канту под выворотку до соединения заднего шва голенищ и подкладки
Стачивание голенищ с подкладкой по канту под выворотку до соединения заднего шва голенищ и подкладки
А. Голенища и подкладку складывают лицевыми сторонами и стачивают со стороны голенищ однорядной строчкой. Концы строчек закрепляют двумя-тремя дополнительными стежками. Боковые края верха и подкладки в начале и конце строчки должны совпадать, передний шов голенищ должен совпадать с передним швом подкладки, а верхние края подкладки выступать за край верха на 1,0-l,5 мм. Расстояние строчки от края голенищ - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И 3Е № 90 и 100.
Примечание. Расстояние строчки от краев деталей может быть увеличено до 2,0-2,5 мм в зависимости от применяемых материалов.
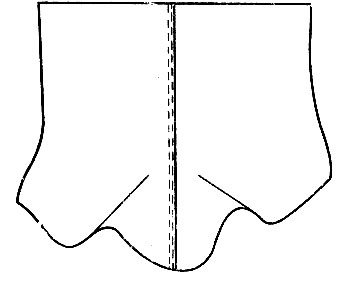
41. Стачивание задних краев голенищ и подкладки после их соединения по канту под выворотку
Стачивание задних краев голенищ и подкладки после их соединения по канту под выворотку
А. Голенища и подкладку разворачивают на 180°, затем перегибают по линии передних швов лицевыми сторонами внутрь и сострачивают однорядной строчкой тачным швом по заднему шву. Задние края голенищ и подкладки по линии задних швов должны совпадать. Расстояние строчки от края голенищ - 1,0-1,2 мм для деталей из хромовых опойка и выростка, от края утепленной подкладки - 5-10 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90; 100 и 110.
Примечания: (1. Допускается применение синтетических (капроновых) и других ниток в соответствии со стандартами и техническими условиями.
2. После выполнения данной операции следуют операции 32 и 8.)
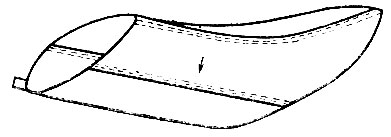
42. Стачивание голенищ с подкладкой по канту под выворотку после соединения верха и подкладки в замкнутые контуры
Стачивание голенищ с подкладкой по канту под выворотку после соединения верха и подкладки в замкнутые контуры
А. Надевают "чулок" верха на "чулок" подкладки так, чтобы лицевые стороны были обращены друг к другу и стачивают по канту (вкруговую) однорядной строчкой со стороны голенищ. Продольные осевые линии передних и задних швов голенищ и подкладки должны совпадать, а верхние края подкладки выступать за верхние края голенищ на 1,0-1,5 мм. Расстояние строчки от края голенищ - 1,0-1,5 мм. Частота строчки - 5-6 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 423 Ково или 01085/Р2, 332 кл.; иглы4А, 4Б, 3И, 3Е № 90 и 100.
43. Намазка клеем голенищ и подкладки по канту, сушка
А. На нелицевые стороны голенищ и подкладку по канту наносят тонкий ровный слой клея на ширину 20-25 мм, не допуская пропусков, подтеков и загрязнений лицевой стороны деталей. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
Примечание. (Допускается применение и других клеев, кроме указанных в пункте Б, по рекомендации лаборатории фабрики.)
44. Вклеивание "чулка" подкладки в "чулок" верха заготовок с накладным кантом
А. Склеивают изнаночными сторонами "чулок" подкладки с "чулком" верха. Верхние края меховой подкладки по канту должны совпадать с верхними краями голенищ или выступать за верхний край голенищ на 1-2 мм, а продольные осевые линии передних и задних швов голенищ и подкладки совпадать.
В. Стол, приспособление для наклеивания.
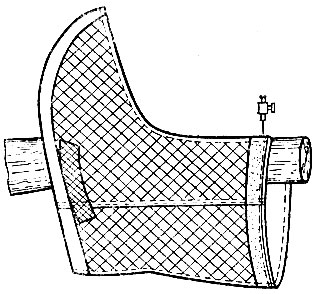
45. Строчка накладного канта голенищ и обрезка краев подкладки
Строчка накладного канта голенищ и обрезка краев подкладки
А. Заготовку надевают на цилиндрический рукав машины и сострачивают голенища с подкладкой по всему периметру верхнего канта однорядной строчкой. Концы ниток закрепляют, а выступающие края меховой подкладки обрезают. Расстояние строчки от края для деталей из хромовых опойка и выростка - 1,0-1,5 мм. Частота строчки - 6-8 стежков на 1 см.
Б. Нитки хлопчатобумажные № 30; 40.
В. Швейные машины 423 Ково или 01085/Р2, 332 кл., иглы 4А, 4Б № 90 и 100.
46. Выворачивание и околачивание канта голенищ
А. Тачной шов с внутренней стороны тщательно разглаживают, затем голенища выворачивают на лицевую сторону и околачивают по канту. Голенища должны быть загнуты внутрь на 3-4 мм, склеены по верхнему краю с подкладкой и иметь ровную, четко выраженную линию канта.
В. Машина ОК-О для околачивания канта заготовок обуви; молоток.
Примечание. (Допускается загибка края голенищ внутрь (при выворотке) на расстояние свыше 4 мм в соответствии с утвержденной моделью обуви. В этом случае выполняют операцию 39.)
47. Чистка заготовок
А. Заготовку очищают и обрезают концы ниток. На наружных и внутренних деталях заготовок не должно быть пятен, остатков клея и механических повреждений.
В. Стол; ножницы; резинка для чистки обуви.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"