
Технологический процесс
1. Наметка линий строчек
Наметка линий строчек
А. Шаблоны или лекала накладывают на соответствующие детали, не допуская смещений и перекосов, и наносят наколы или линии: на футоре - для пристрачивания заднего внутреннего ремня и ушков, на голенище - для пристрачивания переда. Намеченные линии и наколки располагают от краев деталей на расстоянии, равном припускам под строчки. Линии и наколки должны быть отчетливо видны. Верх заготовки не должен быть поврежден и загрязнен.
Б. Цветные карандаши, мелок.
В. Стол для ручных работ; тупой нож; шило; шаблоны с прорезями.
Примечание. (Операция исключается в случае применения резаков с наколками и гофрами, а также когда пристрачивают ушки с помощью полуавтоматического приспособления "копир".)
2. Намазка клеем и наклеивание межподкладки
А. Клей наносят равномерным тонким слоем по всей поверхности межподкладки полосками или по всей площади. Промазанные детали межподкладки наклеивают на детали верха на машинах или вручную. Детали из шевро, козлины и шеврета, независимо от их толщины, должны быть подклеены межподкладкой. Детали из других кожевенных материалов должны быть подклеены межподкладкой, если толщина их менее указанной в табл. 6.
Таблица 6
Межподкладка должна быть наклеена на детали верха без складок и морщин на расстоянии (мм):
От загибаемых краев деталей:
при отсутствии перфорации ...................... 6-8
при наличии перфорации ......................... 8-9
От краев деталей, обработанных
горячим формованием (обжигом) .................. 2-3
От окрашиваемых краев деталей
при отсутствии перфорации ...................... 1-2
при наличии перфорации ......................... 4-6
От краев деталей, попадающих под строчку .......... 4-5
От краев деталей, стачиваемых тачным швом ......... 0,8-1,0
От верхнего края берцев (под выворотный кант) ..... 10-12
От краев затяжной кромки .......................... 10-12
Б. Клей (рецепты № 12, а; 10).
В. Машины 01230/Р2 или 01287/P1, МНВ-0 для односторонней намазки клеем межподкладки; приспособление для нанесения клея.
Примечания: (1. Межподкладки с нанесенным предварительно на ткань термопластическим клеем наклеивается на детали верха на машинах ДВ1-0.
2. Расстояние межподкладки от краев затяжной кромки может быть изменено в зависимости от конструкции обуви и метода крепления.)
3. Пристрачивание задинок к голенищам
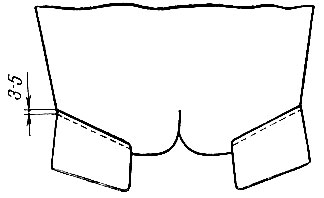
Пристрачивание задинок к голенищам
А. Задинки бахтармяной стороной накладывают на лицевую сторону нижнего края голенища по гофрам или отметкам и пристрачивают одной строчкой. Строчка должна быть параллельна краю, детали не должны быть смещены или стянуты. Не допускаются обрывы ниток, пропуски стежков и просекание материалов. Расстояние строчки от края - 3,0-5,0 мм. Припуск голенища под настрачивание - 7-9 мм. Частота строчки - 5-6 стежков на 1 см (для деталей из хромовых полукожника и яловки).
Б. Нитки хлопчатобумажные № 10; 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 34-МКМ; боковой упор; иглы 4А, 4Б № 100 и 110.
4. Пристрачивание задних внутренних ремней к футору с одной стороны
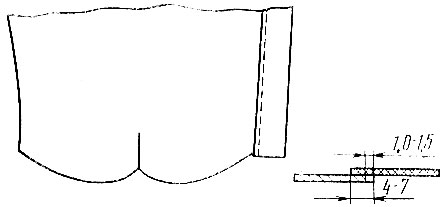
Пристрачивание задних внутренних ремней к футору с одной стороны
А. Задний внутренний ремень накладывают на футор по гофрам или по отметкам и пристрачивают однорядной строчкой с одной стороны. Расстояние строчки от края - 1,0-1,5 мм. Припуск футора под настрачивание - 4-7 мм. Частота строчки - 5-6 стежков на 1 см (для деталей из хромовых полукожника и яловки). Нижний край ремня должен совпадать с краем футора, а верхний край заднего внутреннего ремня, в зависимости от способа закрепления верхнего конца заднего шва, может выступать за край футора на 8-10 мм либо совпадать с ним.
Б. Нитки хлопчатобумажные № 30; 40. 68
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 90 и 100.
Примечание. (В случае применения составного заднего внутреннего ремня его-половинки предварительно сострачивают. Припуск под настрачивание - 5-6 мм. Расстояние строчки от края - 1,0-1,5 мм.)
5. Пристрачивание ушков к футору
Пристрачивание ушков к футору
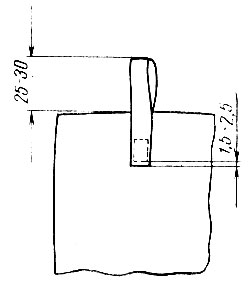
А. Ушковую тесьму складывают в виде петли так, чтобы один конец был короче другого на 8-12 мм. Затем длинный конец подгибают, накладывают ушко па отметкам на футор и пристрачивают одной строчкой в виде прямоугольника или треугольника. Верхнюю сторону дополнительно скрепляют второй строчкой. Ушко должно выступать за верхний край футора на 25-30 мм. Расстояние строчки от края тесьмы - 1,5-2,5 мм. Частота строчки - 5-8 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины,330-в кл. или 230 кл., 34-М кл., полуавтоматическое приспособление "копир"; иглы 3И № 90 и 100.
Примечание. (Операция исключается в случае пристрачивания ушков к голенищам сквозной строчкой через футор.)
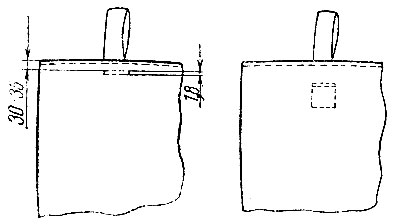
6. Строчка канта с одновременным подкладыванием футора
Строчка канта с одновременным подкладыванием футора
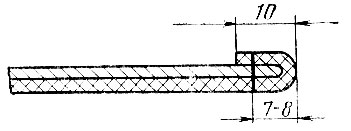
А. Накладывают футор на бахтармяную сторону голенища так, чтобы боковые края их совпадали, а верхний край голенища выступал за край футора на 10 мм. Затем край голенища загиба ют, заправив в рубильник, и сострачивают однорядной строчкой Верхний край футора должен быть обязательно захвачен строчкой. Ширина загнутого края голенища - 10 мм. Расстояние строчки от линии перегиба - 7-18 мм. Частота строчки 5-8 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; загибочный рубильник или лапка; иглы 3И, 3Е № 90-100.
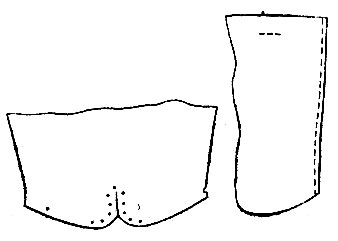
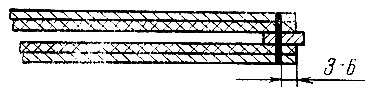
7. Пристрачивание футора к голенищам
Пристрачивание футора к голенищам
А. Голенище и футор складывают лицевыми сторонами так, чтобы верхние края голенища и футора совпадали, а боковые края голенища равномерно выступали с обеих сторон футора. Расстояние строчки от края голенища-, 3-6 мм. Частота строчки - 5-8 стежков на 1 см. Детали не должны быть стянуты или сморщены. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90-110.
8. Разглаживание заднего шва
А. Задний шов голенища заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны шва. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машина РЗШ-1-0 или 01168/Р2 для разглаживания швов кожаной заготовки обуви.
9. Намазка клеем верхних краев голенищ и футора, сушка
А. На голенище и футор по верхнему краю с бахтармяной стороны наносят ровный тонкий слой клея на расстоянии 6-8 см от шва. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 12, а).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
Примечание. (Допускается применение других клеев, кроме указанного в пункте Б, по рекомендация лаборатории фабрики.)
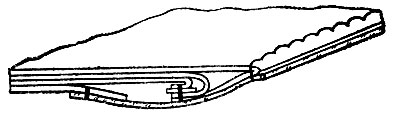
10. Выворачивание и сколачивание канта
Выворачивание и сколачивание канта
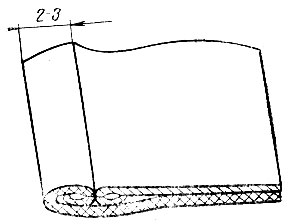
А. Намазанные клеем голенище и футор складывают изнаночными сторонами внутрь и в таком виде помещают между наковальней и непрерывно движущимся подпружиненным бойком и, перемещая заготовку, околачивают кант. Верхний край голенища должен быть загнут внутрь на 2-3 мм и склеен с футором. Околоченный край должен образовать ровную четкую линию канта.
В. Машина ОК-О для околачиваний канта заготовок обуви.
11. Строчка канта
Строчка канта
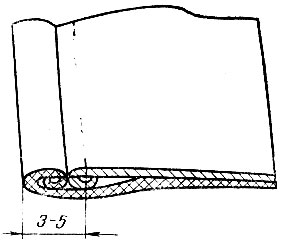
А. Верхний край голенища помещают под лапку или рольпресс машины и пристрачивают одной строчкой с прижатием к боковому упору на игольной пластинке машины. Строчка должна проходить на расстоянии 3-5 мм от линии перегиба голенища, обязательно захватывать футор, быть утянутой и не иметь обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 3И, 3Е № 90-110.
Примечания: (1. В случае строчки канта с одновременным подкладыванием футора операции 7-10 исключаются.
2. Допускается строчка выворотного канта с одновременным выполнением закрепочного шва в виде треугольника на швейной машине 332 кл. после оборки заготовки по линии заднего шва.)
12. Наклеивание боковинок
Наклеивание боковинок
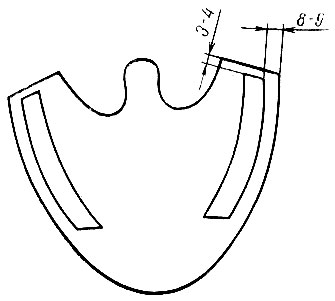
А. На боковинки или на перед в месте приклеивания наносят ровный тонкий слой клея и наклеивают их на перед. Расстояние края боковинок от крыла переда - 3-4 мм, а от края затяжной кромки переда - 8-9 мм. Боковинки должны быть наклеены без складок и морщин.
Б. Клей (рецепты № 12, а; 10).
В. Приспособление для нанесения клея.
Примечание. (Допускается пристрачивание боковинок одновременно с пристрачиванием переда первой строчкой без предварительного наклеивания.)
13. Пристрачивание передов к голенищам первой или первой и второй строчками
Пристрачивание передов к голенищам первой или первой и второй строчками
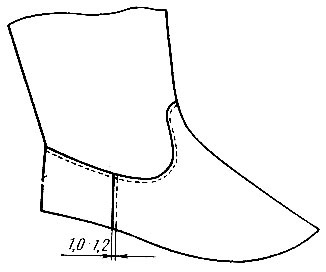
А. Перед накладывают на задинки по гофрам, а на голенище по наколкам так, чтобы центр совпал с серединой выреза голенища и пристрачивают одной или двумя строчками, направляя детали вручную под рольпрессом машины и делая выстой на поворотах контура строчки. Расстояние первой строчки от края переда - 4,0-1,2 мм, а между первой и второй строчками - 1,5-2,0 мм. Частота строчки - 5-6 стежков на 1 см (для деталей из хромовых полукожника и яловки). Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и без заваливания шейки. В случае пристрачивания ушков к голенищу сквозным швом через футор первая строчка передов должна захватить футор.
Б. Нитки хлопчатобумажные № 10; 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 224 кл., 24 кл., 1324 кл., 82 кл.; иглы 4А, 4Б № 100-,120.
Примечание. (Допускается пристрачивание яередов первой (строчкой с одновременным пристрачиванием боковинок и в этом случае операция 12 исключается.)
14. Намазка клеем поднарядов и футора, сушка
А. На верхние края крыльев переда, шейку поднаряда, а также на футор вдоль линии разреза и по нижнему краю наносят ровный тонкий слой клея, пропуская детали между транспортирующим и клеенамазочным валиками. Клей наносят на ширину 12 мм, не допуская сгустков и подтеков на склеиваемых поверхностях. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей по рекомендации лаборатории фабрики.
В. Стол с устройством для подсушки; сосуд для клея; кисть.
15. Наклеивание поднарядов на переда и футор
А. Поднаряд накладывают на перед и голенище так, чтобы края переда и поднаряда по затяжной кромке совпали. На поднаряд и голенище наклеивают футор, вложив его между голенищем и поднарядом, без складок и морщин путем укладки на поворотном столе пресса и прижима плитой пресса. Склеиваемые поверхности должны быть хорошо расправлены и наклеены; в шейке поднаряд тщательно расправляют.
В. Пресс для наклеивания деталей.
Примечание. (Допускается совмещение операций намазки деталей и их наклеивание.)
16. Пристрачивание передов к голенищам второй и третьей или одной третьей строчками
Пристрачивание передов к голенищам второй и третьей или одной третьей строчками
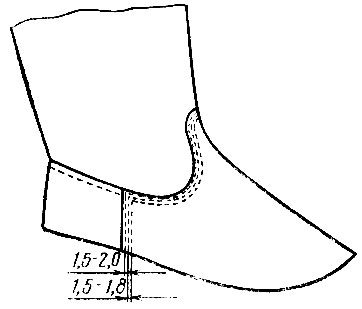
А. Пристрачивают перед к голенищу второй и третьей строчками через футор и поднаряд, направляя детали вручную под роль-прессом машины, делая выстой на поворотах контура строчки. При работе на машине 324 кл. у центра шейки следует выключить внутреннюю иглу на 2-4 стежка. Пристрачивание переда только третьей строчкой осуществляют на одноигольной швейной машине. Расстояние между второй и первой строчками - 1,5-2,0 мм, а между второй и третьей строчками - 1,5-1,8 мм. Частота строчки - 5-6 стежков на 1 см (для деталей из хромовых полукожника и яловки). Строчки должны быть утянутыми и параллельными между собой. Не допускаются обрывы ниток, пропуски стежков и просекание материала.
Б. Нитки хлопчатобумажные № 10; 20; 30.
В. Швейные машины 224 кл. или 82 кл., 1324 кл., 324 кл., 330-8 кл., 230 кл., 34-М кл.; иглы 4А, 4Б № 100-4120.
Примечание. (Пристрачивание передов к голенищам второй и третьей строчками осуществляют в случае первого пристрачивания одной строчкой, а одной третьей строчкой, если первое пристрачивание передов было осуществлено двумя строчками.)
17. Пристрачивание ушков к голенищам или к голенищам через футор
Пристрачивание ушков к голенищам или к голенищам через футор
А. Ушки пристрачивают к. голенищу строго по наколкам или отметкам двумя параллельными строчками с лицевой стороны голенища. Расстояние между строчками - 1,8 мм. Расстояние строчек от верхнего края голенищ - 30-35 мм.
В случае пристрачивания ушков к голенищам через футор сквозной строчкой, образующей прямоугольник размером 1,8 мм по ширине и 30 мм по высоте, используют полуавтоматическое приспособление "копир". Расстояние строчки от края тесьмы - 1,5-2,5 мм. Частота строчки - 5-8 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков, а концы ниток протянуты внутрь и обрезаны.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 224 кл. или 24 кл., 330-8 кл., 230 кл.; полуавтоматическое приспособление "копир"; иглы 3И, 3Е № 90-110.
Примечание. (В случае пристрачивания ушков к голенищам через футор исключаются операции: пристрачивание заднего внутреннего ремня к футору с одной стороны и пристрачивание ушков к голенищам.)
18. Стачивание задних краев голенищ с прошвой
Стачивание задних краев голенищ с прошвой
А. Боковые края голенища с проложенной между ними прошвой сострачивают одной строчкой с одновременной обрезкой краев. Верхний и нижний концы строчки на расстоянии 10 мм от края закрепляют обратной строчкой. Верхние и нижние края голенища : должны совпадать. Расстояние строчки от края - 3-6 мм. Частота строчки - 4-6 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 1; 3. В. Швейные машины 34-М кл., 330-8 кл. или 93 кл.; иглы 4А Л 120 и 4Д № 150.
19. Разглаживание заднего шва
А. Шов заправляют в разглаживающее устройство машины, расправляют и тщательно разглаживают сшитые края роликом машины по обе стороны шва. Шов должен быть тщательно разглажен. Строчка при разглаживании не должна быть нарушена, а стачанные детали деформированы.
В. Машины РЗШ-1-О или 01168/Р2, 01210/Р, для разглаживания швов; приспособление для разглаживания тачного шва.
20. Пристрачивание второй стороны задних внутренних ремней к футору потайным швом
Пристрачивание второй стороны задних внутренних ремней к футору потайным швом
А. Пристрачивают вторую сторону заднего внутреннего ремня к футору потайным швом, перегибая футор наружу, на расстоянии половины ширины ремня и затем настрачивают задний внутренний ремень по краю. Центр пристроченного заднего внутреннего ремня должен совпадать с задним швом голенища, а задний край ремня перекрыть задинку на 10-15 мм. Расстояние строчки от края заднего внутреннего ремня - 1,0-1,5 мм, а от линии перегиба футора - 1,5-2,0 мм. Частота строчки - 5-6 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 10; 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл., 01153/Р2; иглы 4А, 4Б № 100-120.
21. Выворачивание голенищ
А. Голенище надевают на цилиндр машины задинками вниз, заправляют кант в зажим и, поднимая вверх вдоль цилиндра голенище, выворачивают его на лицевую сторону и расправляют, не допуская повреждений заготовки.
В. Машина для выворачивания голенищ; зажим для канта голенищ.
22. Настрачивание закрепок на верхние края голенищ по заднему шву
А. Кожаную закрепку накладывают на верхний конец заднего шва с лицевой стороны голенища, хорошо вытягивают, перегибают через кант голенища и пристрачивают одной строчкой. Строчка закрепки должна совпадать с линией строчки канта. Частота строчки - 5-6 стежков на 1 см. Выступающие края закрепки обрезают на расстоянии 1,0-1,2 мм от строчки. Строчка дол лена быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 100-120.
23. Закрепление верхнего конца заднего шва
А. Выступающий конец заднего внутреннего ремня перегибают через линию канта голенища и прострачивают одной строчкой вдоль линии строчки канта. Цвет заднего внутреннего ремня должен совпадать с цветом голенища.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А; 4Б № 100-120.
24. Загибка и дострачивание канта по заднему шву
А. Недостроченные верхние края футора, заднего внутреннего ремня и голенища по заднему шву загибают во внутрь (при выворотном канте) и прострачивают одной строчкой так, чтобы она служила продолжением строчки канта. Расстояние строчки - 3-5 мм от линии перегиба голенища.
Б. Нитки хлопчатобумажные № 6; 10; 20; 30.
В. Швейные машины 330-8 кл. или 230 кл., 34-М кл.; иглы 4А, 4Б № 100-120.
25. Строчка канта и закрепление верхнего конца заднего шва
А. Кант голенища прострачивают на расстоянии 3-5 мм от линии перегиба голенища. Строчка должна обязательно захватить футор. Одновременно со строчкой канта делают закрепку в виде треугольника по заднему шву. Строчка должна быть утяну той, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 20; 30; 40.
В. Швейные машины 332 кл.; иглы 3И, 3Е № 90-ПО.
26. Увлажнение и провяливание задников
А. Неформованные задники пачками по 5 пар равномерно I увлажняют по всей толщине до содержания, влаги 30-36% (от веса в увлажненном состоянии) в течении 50-60 с под давлением 30 атм с последующим провяливанием в течение 10 мин. Формованные задники погружают в воду при температуре 20-25°С до линии первой и второй строчек (на ширину 12-15 мм по верхнему краю и на 45 мм в крыльях на 1,0-1,5 мин.
В. Машина типа УДН для увлажнения деталей низа обуви под давлением, песочные часы; шкаф для провяливания (для неформованных задников); сосуд для воды с сеткой (для формованных задников).
Примечания: 1. Операцию выполняют вне конвейера.
2. При отсутствии машины неформованные задники увлажняют погружением в воду при температуре 18-20°С на 5-10 мин, с последующей пролежкой 1,5-2,0 ч под влажной мешковиной или в закрытых шкафах.
27. Намазка клеем и вставка задников
А. На провяленные задники со стороны жесткого пласта наносят клей ровным тонким слоем. Формованные задники вставляют так, чтобы нижний край задника был выше края заготовки на ширину затяжной кромки, а центр задника совпадал с задним швом голенищ или задинок. Неформованные задники вставляют так, чтобы нижний край их был выше края заготовки не более, чем на 3,0 мм, а центр задника совпадал с задним швом заготовок.
Б. Клей (рецепты №9; 10; 15; 13; 14; 11).
В. Стол с вытяжкой; сосуд для клея; кисть.
28. Пристрачивание задников первой строчкой
Пристрачивание задников первой строчкой
А. Задники пристрачивают первой строчкой, при этом верхние края его должны непрерывно прилегать к упору. Горизонтальный участок строчки должен проходить на расстоянии 2-3 мм от края задника, а вертикальный - на расстоянии 5-6 мм от шва, соединяющего переда с голенищами. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть ровной, хорошо утянутой, без пропусков стежков и обрывов ниток.
Б. Нитки хлопчатобумажные № 0; 00.
В. Швейная машина 236 кл.; упор для строчки задников; иглы 4Д № 190.
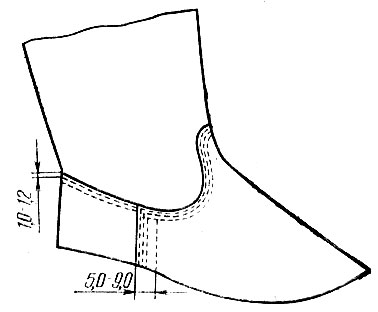
29. Пристрачивание задников П-образной строчкой с обеих сторон заготовки
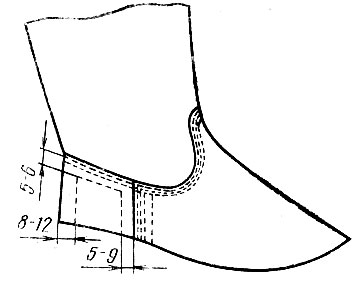
Пристрачивание задников П-образной строчкой с обеих сторон заготовки
А. Задник пристрачивают П-образной строчкой с обеих сторон заготовки, соблюдая нормативы расположения вертикального и горизонтального участков строчки. Горизонтальный участок строчки должен проходить на расстоянии 3-5 мм от рам ее выполненной первой строчки и захватывать жесткий пласт задника. В крыльях задника и в закаблучье строчка переходит в вертикальную и должна проходить в крыльях задника на расстоянии 7-9 мм от заднего шва и на 9-12 мм от первой строчки. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть ровной, хорошо утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 00.
В. Швейная машина 236 кл.; иглы 4Д № 190.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"