
Технологический процесс
1. Наметка линий строчек
Наметка линий строчек
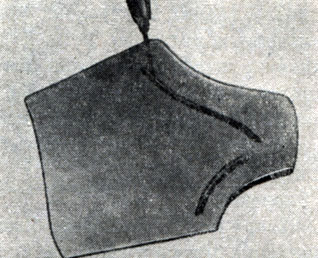
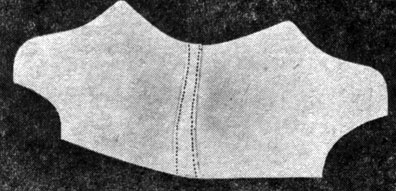
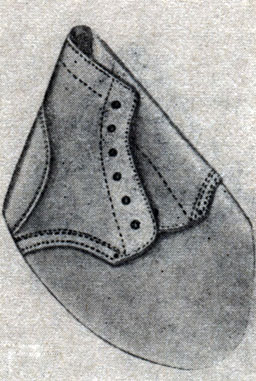
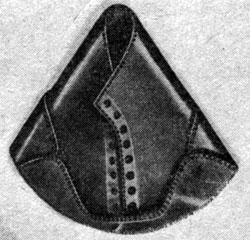
А. Накладывают шаблоны по размеру детали и тупым шилом или цветными карандашами по прорези шаблона наносят на лицевую сторону берцев и союзок линии, указывающие положение строчек союзок и полуглухого клапана. Линию положения берца на союзке наносят на расстоянии 15-17 мм от края союзки. Вторая строчка на берцах проходит внизу союзки на расстоянии 20-25 мм, а вверху на 14 мм от края берца. Лицевая сторона берца и союзки не должна быть повреждена.
В. Стол для ручных работ; шаблоны; тупое шило; цветные карандаши.
Примечание. (Операция исключается при наличии на деталях наколок, нанесенных резаками при раскрое кожи.)
2. Пристрачивание задинок к берцам
Пристрачивание задинок к берцам
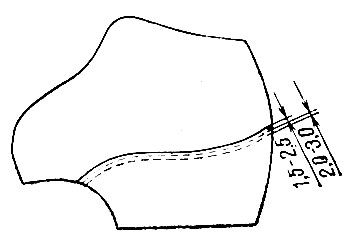
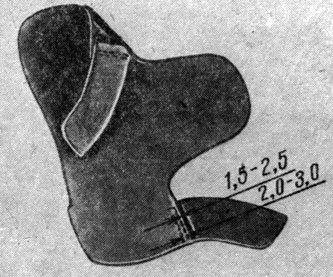
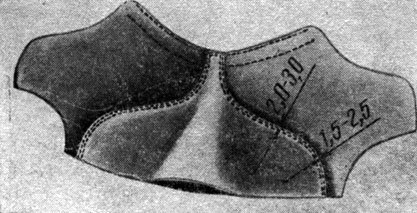
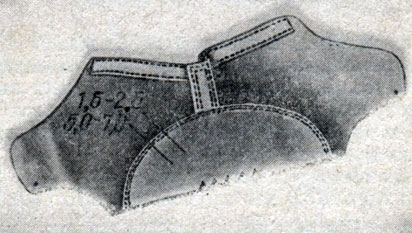
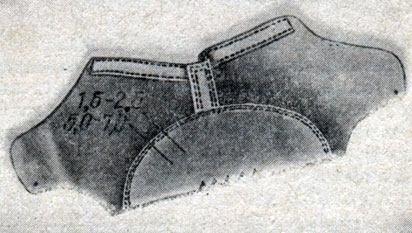
А. Задинки накладывают на берцы по гофрам и пристрачивают двумя параллельными строчками. Расстояние строчки от края задинки - 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Передние края берцев и задинок должны совпадать. Строчка должна быть параллельной краю, утянутой, без обрывов ниток и пропусков стежков. Детали не должны быть стянуты.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 83 кл.; лапка с боковым упором; иглы 4Д № 150 и 170.
Примечание. (Операция исключается в случае применения целых берцев.)
3. Стачивание задних краев берцев тачным швом
Стачивание задних краев берцев тачным швом
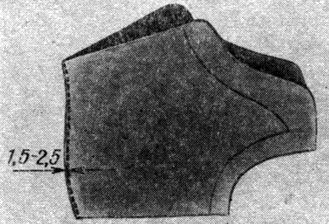
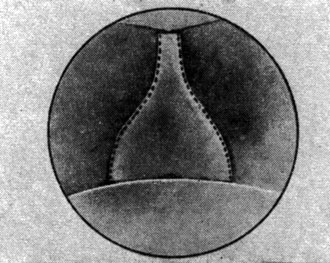
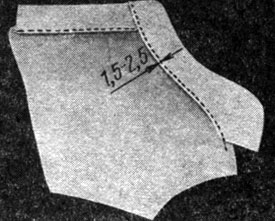
А. Задние края берцев и задинок (если они имеются) складывают бахтармяной стороной к бахтармяной и стачивают однорядным швом. Расстояние строчки от края берцев - 1,5-12,5 мм. Частота строчки - 2,5-3,0 стежка на 1 см. Верхние и соответственно нижние края берцев и задинок должны совпадать. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и присекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 93 кл.; нож, иглы 4Д № 170 и 190.
4. Стачивание задних краев берцев переметочным швом
Стачивание задних краев берцев переметочным швом
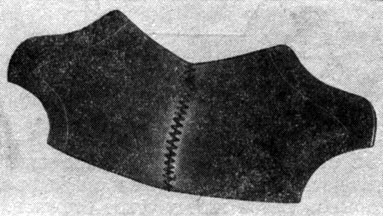
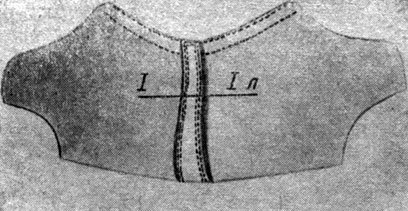
А. Задние края берцев и задинок (если они имеются) складывают встык и стачивают переметочным швом. Расстояние линии строчки от края берцев - 2,0-3,0 мм. Частота строчки - 2,5-3,0 стежка на 1 см. Верхние и соответственно нижние края берцев должны совпадать. Концы швов закрепляют учащенной строчкой. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10.
В. Швейные машины 26-А кл. или 01216/P2; иглы 4А № 120 и 130.
5. Разглаживание заднего шва
А. Задний шов увлажняют теплой водой или увлажнителем. Затем берцы разворачивают и тщательно разглаживают шов, пропуская между рабочими органами машины. После разглаживания шов должен быть ровным, гладким, а строчка не должна быть нарушена.
Б. Вода или увлажнитель для верха обуви.
В. Машины РЗШ-1-0 или 01168/Р2 для разглаживания задних швов заготовок; сосуд для воды или увлажнителя; щетка для увлажнителя.
6. Настрачивание задних наружных ремней
Настрачивание задних наружных ремней
А. Задний наружный ремень бахтармянои стороной накладывают на задний шов с лицевой стороны деталей и пристрачивают двухрядным швом. Верхний край заднего наружного ремня должен совпадать с верхним краем берцев, а ось ремня с линией заднего шва. Расстояние строчки от края заднего наружного ремня - 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Частота строчки 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без пропуска стежков и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 83 кл.; лапка с боковым упором; иглы 4Д № 150 и 170.
7. Пристрачивание подблочных ремней к полуглухим клапанам
Пристрачивание подблочных ремней к полуглухим клапанам
А. Подблочные ремни накладывают лицевой стороной на бахтармяную сторону полуглухих клапанов и пристрачивают двумя строчками. Расстояние строчки от края должно быть 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 83 кл.; иглы 4Д № 150 и 170.
Примечание. (Разрешается пристрачивание подблочных ремней одновременно с пристрачиванием полу-глухого клапана к берцам без их предварительного сострачивания. Припуск под нахлестку - 10-12 мм.)
8. Сострачивание составных частей штаферок
А. Концы составных частей штаферки накладывают друг на друга, причем одну часть бахтармяной, а другую лицевой стороной и скрепляют одной строчкой. Верхние и нижние края составных частей штаферки должны совпадать. Расстояние строчки от края - 1,5-2,5 мм. Припуск под настрачивание - 3,0-6,0 мм. Частота строчки - 3,5-4,0 стежка на 1 см. Строчка должна быть утянутой без обрывов ниток.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 93 кл.; иглы 4Д № 150 и 170.
9. Пристрачивание задних внутренних ремней к подкладке
Пристрачивание задних внутренних ремней к подкладке
А. Задний внутренний ремень пристрачивают по гофрам к текстильной подкладке одной строчкой с каждой стороны. Верхний край заднего внутреннего ремня должен быть ниже верхних краев подкладки на 2,0-3,0 мм, а нижний край заднего внутреннего ремня совладать с нижним краем подкладки. Расстояние строчки от края ремня - 1,5-2,5 мм. Припуск под настрачивание - 5-7 мм. Частота строчки - 3,5-4,0 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 10; 20.
В. Швейная машина 93 кл.; лапка с боковым упором; иглы 4А № 110 и 120.
10. Пристрачивание подблочных ремней к подкладке
Пристрачивание подблочных ремней к подкладке
А. Подблочные ремни пристрачивают к текстильной подкладке по гофрам одной строчкой. Верхний край подблочного ремня должен быть расположен на уровне верхнего края штаферки. Расстояние строчки от края подблочного ремня - 1,5-2,5 мм. Припуск под настрачивание - 5,0-7,0 мм. Частота строчки - 3,5-4,0 стежка на 1 см. Строчка должна быть утянутой, без обрывов и пропусков стежков.
Б. Нитки хлопчатобумажные № 10; 20.
В. Швейная машина 93 кл.; лапка с боковым упором; иглы 4А № ПО и 120.
11. Пристрачивание штаферок к подкладке
Пристрачивание штаферок к подкладке
А. Штаферку пристрачивают по гофрам к текстильной подкладке по верхнему краю одной строчкой. Расстояние строчки от края штаферки - 1,5-2,5 мм. Припуск под настрачивание - 6,0-7,0 мм. Частота строчки 3,5-4,0 стежков на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 10; 20.
В. Швейная машина 93 кл.; лапка с боковым упором; иглы 4А № 110 и 120.
Примечание. (Если штаферка состоит из двух частей, то разрешается скрепление -их одной строчкой тачным швом или двумя строчками настрочным швом. Тачной шов следует разгладить.)
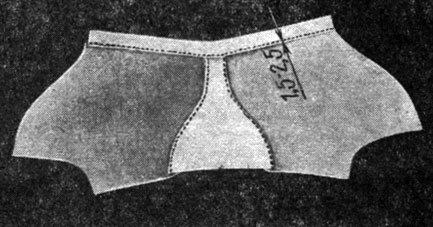
12. Пристрачивание штаферок к берцам
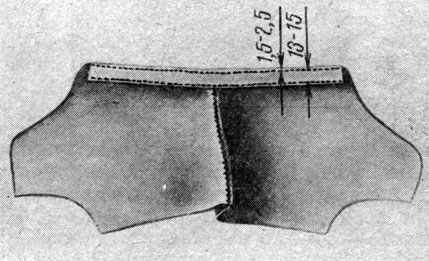
Пристрачивание штаферок к берцам
А. Штаферку кладут между упорами и на нее накладывают бахтармяной стороной берцы так, чтобы торец края касался правого ограничительного упора и строчат с лицевой стороны берцев. Если штаферка составная, то вторую половину подкладывают при строчке. Верхние края штаферки и берцев должны совпадать. Расстояние строчки от края - 1,5-2,5 мм, а между строчками - 13-15 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 83 кл.; лапка шарнирная; иглы 4Д № 150 и 170.
Примечание. (Одновременно с пристрачиванием штаферки можно пристрочить ушко и верхний конец заднего внутреннего ремня. Если штаферка составная, то разрешается предварительно сострачивать составные части одной строчкой внахлестку.)
13. Намазка клеем верхних краев берцев и подкладки, сушка
А. На верхние и передние края берцев (с бахтармяной стороны) и подкладки (с изнаночной стороны) наносят ровный тонкий слой клея, без сгустков и пропусков. Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Ширина намазки клеем - 10-12 мм.
Б. Клей (рецепт № 12, а).
В. Стол с устройством для подсушки; сосуд для клея; кисть.
14. Наклеивание берцев на подкладку и околачивание
Наклеивание берцев на подкладку и околачивание
А. Берцы по верхнему и передним краям склеивают со штаферкой и подблочными ремнями нелицевыми сторонами и тщательно околачивают. Передние края подблочных ремней могут выступать за передние края берцев не более, чем на 2 мм, а верхний край берцев должен совпадать с краем штаферки.
В. Стол; мраморная плита; молоток.
15. Строчка канта
Строчка канта
А. Подкладку и берцы сострачивают одной строчкой по верхнему и передним краям и одновременно обрезают излишки кожаной подкладки. Выступающие края подблочного ремня, заднего внутреннего ремня и штаферки срезают вровень с берцами, не допуская выхватов. Расстояние строчки от края берцев - 1,5-2,5 мм. Частота строчки - 3,0-3,5 стежка на 1 см.
Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 6; 10; 20.
В. Швейная машина 93 кл. нож; иглы 4А № 120 и 130.
16. Настрачивание задних фигурных ремней или фигурных задинок
Настрачивание задних фигурных ремней или фигурных задинок
А. Задний фигурный ремень или фигурную задинку симметрично накладывают на берцы, ориентируясь по гофрам и заднему шву так, чтобы нижние и верхние края заднего фигурного ремня и берцев совпадали и пристрачивают двумя строчками. Вертикальная осевая линия заднего фигурного ремня должна совпадать с осью заднего шва без перекосов. По верхнему краю строчка должна быть продолжением верхней строчки штаферки. Нижний край заднего фигурного ремня может не совпадать с нижним краем берцев, но не более, чем на 2,0-3,0 мм. Расстояние первой строчки от края ремня - 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Частота строчек - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 83 кл.; лапка с боковым упором; иглы 4Д № 150 и 170.
Примечание. (В соответствии с утвержденным образцом обуви в полусапогах с ушками разрешается ттодкладывать и пристрачивать ушки одновременно с пристрачиванием заднего фигурного ремня, вкладывая ушко под ремень на 25-30 мм.)
17. Настрачивание задних наружных и задних внутренних ремней
Настрачивание задних наружных и задних внутренних ремней
А. Задний наружный ремень накладывают на задний шов, а задний внутренний ремень подкладывают с бахтармяной стороны берцев так, чтобы середины их совпали со швом, а верхние и нижние края - ремней - с краями берцев. Ремни пристрачивают двумя строчками с каждой стороны. Верхние концы ремней закрепляют двумя горизонтальными строчками, являющимися продолжением вертикальных строчек. Расстояние первой строчки от края ремня - 1,5-2,6 мм, а между строчками - 2,0-3,0 мм. Частота строчек - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейные машины 83 кл. или 93 кл.; лапка с боковым упором; иглы 4Д № 150 и 170.
Примечания: (1. В соответствии с утвержденным образцом обуви разрешается пристрачивать задние наружный и внутренний ремни с одновременным | подкладыванием пристрачиванием ушка.
2. Задние внутренние ремни применяются при скреплении задних краев берцев переметочным швом.)
18. Вставка крючков
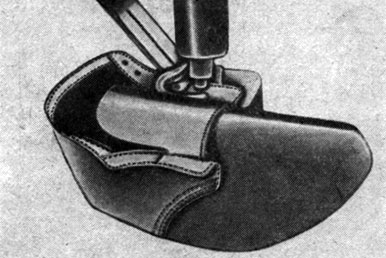
А. Крючки вставляют симметрично на обоих берцах и одинаково в обеих полупарах. Вставленные крючки тщательно расклепывают. При вставке крючков необходимо соблюдать нормативы, приведенные в табл. 2.
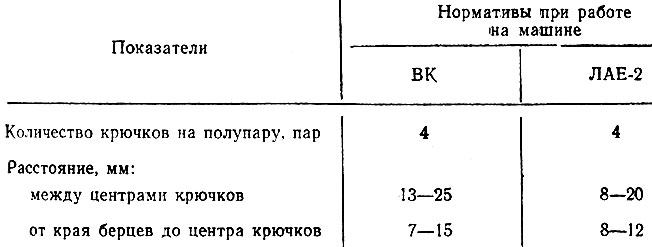
Таблица 2
В. Машины ВК или ЛАЕ-2 для вставки крючков в заготовки обуви.
Примечание. (Разрешается вставлять блочки взамен крючков в соответствии с утвержденным образцом обуви.)
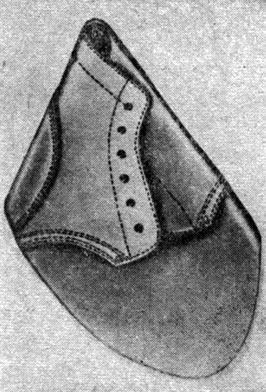
19. Вставка блочек
Вставка блочек
А. Блочки в ботинках вставляют вдоль передней линии берцев, а в полусапогах - между боковыми строчками, пристрачивающими полуглухой клапан к берщам. Вставку блочек начинают с верхнего края левого берца. Блочки располагают симметрично, хорошо расклепывают и закрепляют. Количество блочек принимается в соответствии с утвержденным образцом обуви. Центры верхних и нижних блочек должны отстоять от верхнего или нижнего краев берцев на 10-14 мм. Расстояние центров блочек от переднего края берцев - 10-14 мм.
Б. Блочки.
В. Машины ВБ-2 или ВБ-1 для вставки блочек в заготовки! обуви; боковой упор; пробойник.
20. Скрепление передних краев берцев
Скрепление передних краев берцев
А. Нижние передние края берцев располагают так, чтобы они по месту пристрачивания союзок были на одном уровне (совпадали) без смещений и скрепляют закрепочным швом. Расстояние строчки от края берцев - 3,0-4,0 мм.
Б. Нитки хлопчатобумажные № 6; 10; 20.
В. Полуавтомат для выполнения закрепочных швов на деталях заготовки; швейная машина 93 кл.; иглы 4А № 110 и 120.
Примечание. (При (работе на швейной машине 93 кл. скрепляют передние края берцев одной горизонтальной строчкой с подкладыванием текстильной закрепки.)
21. Пристрачивание или наклеивание боковинок
Пристрачивание или наклеивание боковинок
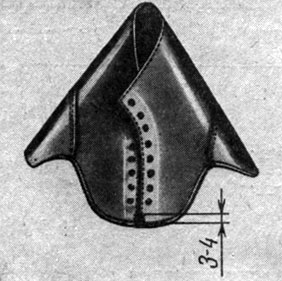
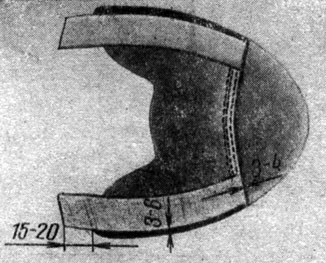
А. Боковинки располагают вдоль союзки по нижнему краю и пристрачивают одной строчкой, либо намазывают клеем и наклеивают их на союзку. Передний край боковинки должен отстоять от края союзки на 3-4 мм, а задний конец боковинки выступать за крыло союзки на 15-20 мм. Расстояние нижнего края боковинки от нижнего края союзки - 3-6 мм. Строчить следует на расстоянии 5-7 мм от нижних краев союзки. Длина строчки - 25-30мм. Частота строчки - 2,0-3,0 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 10; клей (рецепты № 1, а; 10).
В. Швейная машина 93 кл.; иглы 4А № 130.
22. Пристрачивание носков к союзкам
Пристрачивание носков к союзкам
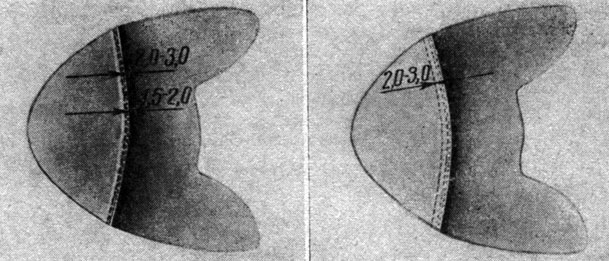
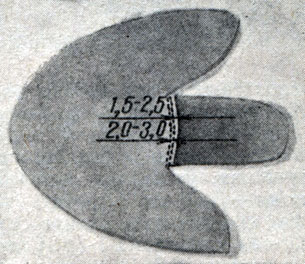
А. Носки накладывают на союзки по гофрам и пристрачивают тремя строчками в мужских и мальчиковых и двумя строчками в заготовках остальных родов обуви. Припуск под настрачивание при трех строчках - 10-11 мм, а при двух строчках - 7-8 мм.
Расстояние строчки от края носка - 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Строчка должна скрепить боковинку по прямому краю, быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 3; 6; 10.
В. Швейные машины 83 кл. и 93 кл.; лапка с боковым упором; иглы 4А № 120; 130 и 4Д № 150.
23. Пристрачивание язычков и подкладки или поднарядов к союзкам
Пристрачивание язычков и подкладки или поднарядов к союзкам
А. Язычок пристрачивают к союзке двумя параллельными строчками через подкладку, при этом язычок вкладывают между союзкой и подкладкой. Продольная ось язычка должна совпадать с продольной осью союзки. Расстояние строчки от края союзки - 1,6-12,6 мм, а между строчками - 2,0-3,0 мм. Частота строчки - 3,0-3,6 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 3; 6.
В. Швейные машины 224 кл. или 83 кл., 24 кл.; иглы 4А № 110 и 120.
24. Наклеивание или пристрачивание поднарядов к союзкам
А. На союзку с бахтармяной стороны наносят щеткой клей и накладывают на промазанную сторону поднаряд бахтармяной стороной, при этом края союзки и поднаряда должны совпадать. Допускается также пристрачивание поднарядов к союзкам.
Б. Клей (рецепты № 12, а).
В. Стол; щетка; сосуд для клея.
Примечание. (Операция исключается при изготовлении полусапог без поднарядов.)
25. Пристрачивание полуглухих клапанов к союзкам
Пристрачивание полуглухих клапанов к союзкам
А. Нижний край полуглухого клапана накладывают по гофрам (или наколкам) на переднюю часть лицевой стороны союзки и пристрачивают двумя строчками, не допуская перекосов и смещений. Расстояние первой строчки от края клапана - 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейные машины 93 кл. и 83 кл. (для разрезного полуглухого клапана); иглы 4Д № 150 и 170.
Примечание. (При изготовлении полусапог с поднарядом нижний край полуглухого клапана перед пристрачиванием закладывают между союзкой и поднарядом.)
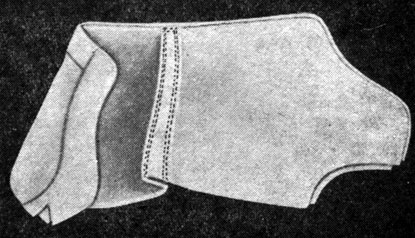
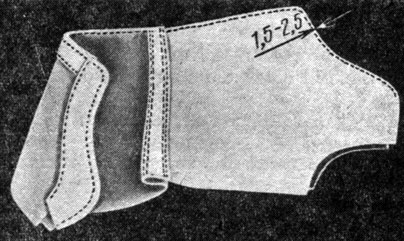
26. Пристрачивание полуглухих клапанов к берцам
Пристрачивание полуглухих клапанов к берцам
А. Полуглухой клапан накладывают бахтармяной стороной на внутреннюю сторожу берца и пристрачивают двумя строчками. Выступающие края клапана и подблочного ремня обрезают вровень с краями берца, не допуская выхватов и нарушений строчки. Расстояние первой строчки от края берцев - 1,5-2,5 мм. Вторая строчка должна проходить по намеченной линии. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 93 кл.; иглы 4Д № 170 и 190.
Примечание. (Разрешается пристрачивание полуглухого клапана, без предварительного пристрачивания к нему подблочного ремня. В этом случае пристрачивают одновременно полуглухой клапан и подблочный ремень, который подкладывают во время строчки.)
27. Пристрачивание берцев к союзкам
Пристрачивание берцев к союзкам
Пристрачивание берцев к союзкам
А. Края берцев накладывают на союзки точно по гофрам, на-колам или намеченным линиям и пристрачивают четырьмя строчками, выполняя одновременно в передней части закрепку в виде двух поперечных строчек. Союзки должны быть пристрочены без перекосов и смещений. Расстояние, мм:
первой строчки от края берцев .......... 1 5-2,5 второй от первой строчки ............... 1,5-2,5 третьей от второй строчки .............. 7,0-9,0 четвертой от третьей строчки ........... 1,5-2,5
Припуск под строчку - 15-17 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0.
В. Швейные машины 236 кл. или 01192/Р4; иглы 4Д № 170 и 190.
Примечание. Допускается пристрачивание - берцев к союзкам двумя параллельными строчками с обязательным закреплением передней части берцев хольнитеном или ниточной закрепкой при сохранении прочности заготовочных швов, предусмотренных ГОСТ 21463-76 для юфтевой обуви и соответствии утвержденным образцам.
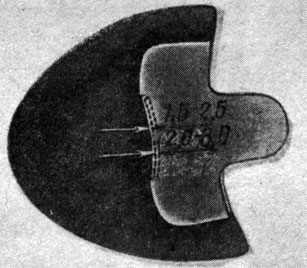
28. Пробивание отверстий иод хольнитены
А. Отверстия для хольнитенов пробивают с лицевой стороны берцев между строчками, скрепляющими союзки с берцами. Пробойник должен пройти всю толщину берцев, срез быть чистым, а строчка не иметь повреждений. Расстояние отверстия от переднего края берцев - 8-9 мм, а от нижнего края - 10-11 мм.
В. Машина для пробивания отверстий; пуансон; пробойник.
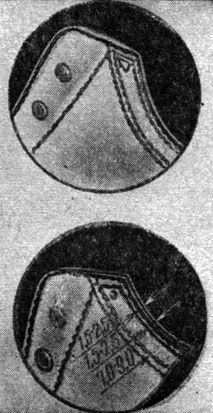
29. Вставка и расклепывание хольнитенов
Вставка и расклепывание хольнитенов
А. Ствол хольнитена вставляют с внутренней стороны заготовки в пробитое отверстие, а с наружной стороны надевают на ствол головку хольнитена и затем прочно их соединяют - тщательно расклепывают.
Б. Хольнитены № 25.
В. Машина для расклепывания хольнитенов.
Примечание. (Металлические закрепки можно заменить ниточными в соответствии с утвержденным образцом обуви. В этом случае операции- пробивания отверстий, вставки и расклепывания хольнитенов исключаются.)
30. Стачивание передних краев подкладки и пристрачивание язычков
А. Прямые края передней части подкладки накладывают друг на друга и сострачивают двумя строчками. Язычок пристрачивают двумя поперечными строчками к нижним краям берцев. Расстояние строчки от края подкладки - 2,0-3,0 мм, а между строчками - 1,8-2,0 мм. Припуск под строчку - 8-9 мм. Частота строчки - 4-5 стежков на 1 см. Расстояние строчки, прикрепляющей язычок, от его нижнего края - 2-3 мм. Верхний край язычка должен закрывать верхнюю пару блочек, а продольная ось язычка проходить по линии стыка берцев. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 10; 20.
В. Швейные машины 224 кл. или 24 кл.; иглы 4А № 110 и 120, 3Е № 110 и 120.
31. Настрачивание союзок на берцы
Настрачивание союзок на берцы
А. Союзку пристрачивают к берцам и задинкам двумя строчками по гофрам и наколкам. Закрепку подкладывают в центре союзки поверх стыка берцев так, чтобы она выступала за край союзки на 1,0-2,0 мм. Продольная осевая линия союзки должна совпадать со стыком берцев, а нижние края союзок с краями задинок или берцев. Расстояние первой строчки от края союзки - 1,5-2,5 мм, а между строчками - 2,0-3,0 мм. Припуск под строчку-7,0-9,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утяиутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейные машины 236 кл. или G1192/P4; иглы 4Д № 170 и 190.
32. Увлажнение и провяливание задников
А. Наформованные задники пачками по 5 пар равномерно увлажняют по всей толщине до содержания влаги 30-35% (от веса в увлажненном состоянии) в течение 50-60 с под давлением 30 атм с последующим провяливанием в течение 10 мин. Формованные задники погружают в воду при температуре 20-25°С до линии первой и второй строчек (на ширину 12-15 мм по верхнему краю и на 45 мм в крыльях) на 1,0-1,5 мин.
В. Машина УДН для увлажнения деталей низа обуви под давлением; песочные, часы; шкаф для провяливания (для наформованных задников); сосуд для воды с сеткой (для формованных задников) .
Примечания: (1. Операцию выполняют вне конвейера.
2. При отсутствии машины неформованные задники увлажняют погружением в воду при температуре 18-20°С на 5-10 мин с последующей пролежкой 1,5-2,0 ч под влажной мешковиной или в закрытых шкафах.)
33. Намазка клеем и вставка задников
Намазка клеем и вставка задников
А. На провяленные задники со стороны жесткого пласта наносят клей ровным тонким слоем. Формованные задники вставляют так, чтобы нижний край задника был выше края заготовки на ширину затяжной кромки, а центр задника совпадал с задним швом берцев или задинок. Неформованные задники вставляют так, чтобы нижний край их был выше края заготовки не более, чем на 3,0 мм, а центр задника совпадал с задним швом берцев.
Б. Клей (рецепты № 9; 10; 13; 15; 11; 14).
В. Стол с вытяжкой; сосуд для клея; кисть.
Примечание. (При изготовлении полусапог намазку клеем задников (с бахтармяной стороны) можно выполнять после их пристрачивания.)
34. Пристрачивание задников двумя строчками
Пристрачивание задников двумя строчками
А. Задник пристрачивают к берцам двумя строчкахми так, чтобы нижний край его либо совпал с нижним краем берцев, либо отстоял от него на 2,0-3,0 мм. При работе на одноигольной машине начинают строчить с левого крыла задника и, не обрывая нитки, поворачивают заготовку и выполняют вторую строчку. Центр средней просечки задников должен совпадать с задним швом берцев. Расстояние первой строчки от края задника - 1,5-2,6 мм, а между строчками - 5,0-6,0 мм. Частота строчки 2,5- 3,0 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 00,
В. Швейные машины 236 кл. или 83 кл.: боковой упор; иглы 4Д № 190 и 210.
Примечание. (Разрешается:
1) истрачивать задник на швейной машине 83 кл. перед пристрачиванием берцев к союзкам;
2) применять формованный задник как указано лри сборке заготовок юфтевых сапог.)
35. Шнурование заготовок
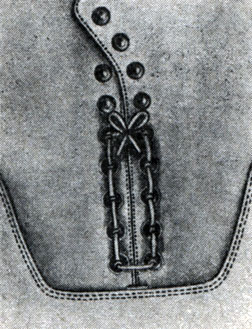
Шнурование заготовок
А. Края заготовки со вставленными блочками кладут один на другой и насаживают отверстиями на иглы машины, где заготовка будет зашнурована, прочно завязаны нитки и отрезаны концы ниток. Заготовку шнуруют на 3 или 5 пар нижних блочек. В зашнурованных и расправленных заготовках передние края берцев должны плотно прилегать друг к другу.
Б. Нитки хлопчатобумажные № 00.
В. Машина типа ШЗВ для шнурования заготовок обуви.
Примечание. (При выполнении операции вручную разрешается шнурование шпагатом.)
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"