
Технологический процесс
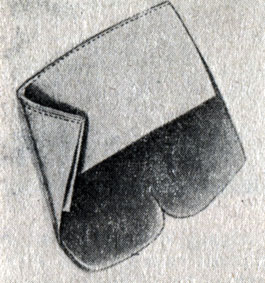
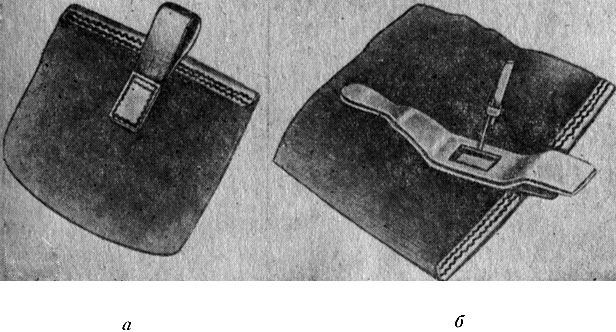
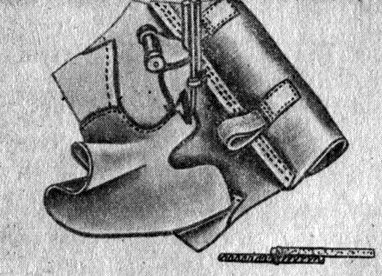
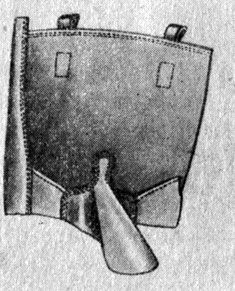
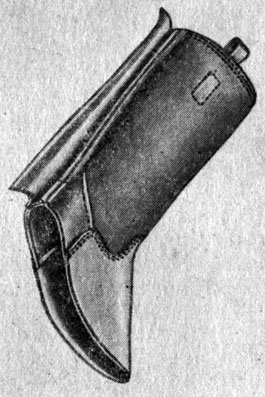
1. Стачивание подшивок с голенищами по верхнему краю
Стачивание подшивок с голенищами по верхнему краю
А. Голенище с подшивкой складывают лицевыми сторонами внутрь так, чтобы верхние и боковые края их совпадали, и стачивают одной строчкой. Начало и конец строчки закрепляют. Край тканевой подшивки должен выступать за верхний край голенищ на 3,0-4,0 мм (из-за осыпаемости краев). Расстояние строчки от края голенищ - 2,0-3,0 мм. Частота строчки - 3,0-3,6 стёжка на 1 см.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейные машины 93 кл. иди 34-М кл.: иглы 4Д № 150.
Примечание. (Допускается одновременно с выполнением данной операции пристрачивание ушек, с последующей загибкой и застрачиванием канта голенищ однорядным швом с захватыванием ушков ой петли.)
2. Выворачивание и околачивание канта
А. Тачной шов с внутренней стороны разглаживают, затем голенище выворачивают на лицевую сторону так, чтобы припуск тачного шва располагался внутри и околачивают по канту. Линия перегиба голенища по верхнему краю должна отстоять от тачного шва на 2,0-3,0 мм.
В. Машина ОК-О для сколачивания канта заготовок обуви; металлическая плита; молоток.
Примечание. (Операция рекомендуемая.)
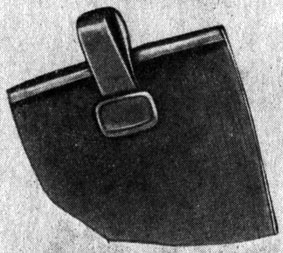
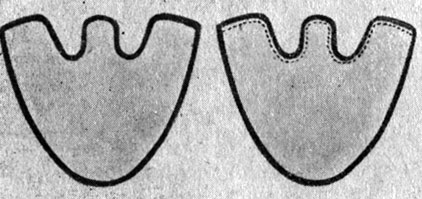
3. Строчка канта
Строчка канта
А. Голенище и подшивку выворачивают лицевыми сторонами наружу так, чтобы припуск тачного шва был расположен внутри и линия перегиба голенища по верхнему краю отстояла от тачного шва на 2,0-3,0 мм, затем верхний край пристрачивают одной строчкой. Расстояние строчки от края голенища должно быть 4,0-5,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Кант должен быть ровным, а строчка захватывать край подшивки, быть хорошо утянутой, не иметь обрывов и пропусков стежков.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 93 кл.; иглы 4Д № 150 и 170.
Примечание. (Разрешается предварительно до строчки канта: 1) верхний край голенища л подшивки намазать клеем и высушить;
2) вывернуть и околотить кант.)
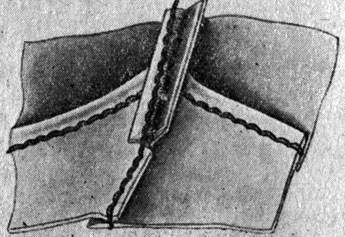
4. Загибка и застрачивание канта
Загибка и застрачивание канта
А. Верхний край голенища заправляют с подгибом в рубильник и прострачивают с лицевой стороны двухрядной строчкой.
Ширина загнутого края должна быть 12-15 мм. Расстояние первой строчки от края голенища - 12,5-3,0 мм. Расстояние между строчками - 4-6 мм. Частота строчки - 2,6-3,5 стежка на 1 см. Строчка должна быть утянутой, не иметь обрывов и пропусков стежков.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 83 кл.; рубильник; иглы 4Д № 150.
Примечание. (Операцию выполняют при сборке заготовок сапог юфтевых с голенищами из материалов, заменяющих кожу.)
5. Шлифование верхних краев голенищ с лицевой стороны и удаление пыли
А. Голенище верхним краем подводят к упору машины лицевой стороной к шлифующему инструменту. Шлифование должно быть проведено равномерно, без пропусков и выхватов. Ширина отшлифованного края - 7 мм. После шлифования с верхнего края голенищ удаляют пыль. Тканевый слой кирзы не должен быть нарушен.
В. Машина МВГ взъерошивания краев голенищ; металлический валик с насечкой; волосяная щетка.
6. Намазка клеем верхних краев голенищ с обеих сторон и сушка
А. На верхний край голенищ с обеих сторон наносят равномерный тонкий слой клея, без пропусков и загрязнений остальной части голенища. Ширина намазанного края с лицевой стороны должна быть 7-8 мм, а с нелицевой стороны - 8-10 мм. Голенища укладывают в люльки верхним краем к лампам инфракрасного облучения. Клеевую пленку высушивают под вытяжкой до полного удаления растворителя.
Б. Наиритовый клей (рецепт Обувного объединения "Киев").
В. Машина для намазки клеем деталей заготовок обуви; сушило с инфракрасными лампами.
7. Вулканизация канта
Вулканизация канта
А. Голенище устанавливают в машину так, чтобы отметки на машине и голенище совпали. Верхний край голенища должен упираться в упор машины. Продолжительность вулканизации канта 3 мин при температуре на пуансоне 170-190°С и давлении 3,0-3,5 атм. Привулканизованный кант не должен иметь заусениц, раковин и недопрессовок. Рисунок лицевого участка края должен гармонировать с рисунком кирзы.
Б. Ленточка из сырой резиновой смеси калибра 0,8-1,2 мм (ширина 10 мм).
В. Машина ВКУ для вулканизации канта кирзовых голенищ.
Примечание. (Перед вулканизацией канта на верхний край голенищ наклеивают ленточку (предварительно нарезанную по шаблонам) из сырой резиновой смеси так, чтобы 2/3 ее ширины было с наружной стороны голенища и 1/3 с внутренней стороны. Операцию выполняют на машине НРЛ для наклеивания (резиновой ленточки на верхний край голенищ.)
8. Загибка и застрачивание канта однорядным швом
А. (Верхний край голенища с подгибом заправляют в рубильник и пристрачивают с лицевой стороны однорядной строчкой. Ширина загнутого края должна быть 6-8 мм. Расстояние строчки от загнутого края - 2,5-3,0 мм. Частота строчки - 2,5-3,5 стежка на 1 см. (Строчка должна быть утянутой, не иметь обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 93 кл.; рубильник; иглы 4Д № 150.
Примечание. (Операция рекомендуемая.)
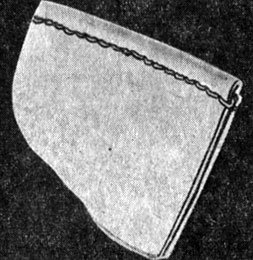
9. Обстрачивание верхних краев голенищ тесьмой
А. Верхний край голенища обстрачивают тесьмой (под цвет голенища) так, чтобы строчка захватывала оба края тесьмы. Ширина окантовочной тесьмы должна быть 10 мм. Расстояние строчки от края - 2,6-3,0 мм. Частота строчки - 2,5-3,5 стежка на 1 см. Тесьма при обстрачивании не должна быть сморщена или стянута. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков, а тесьма плотно облегать край заготовки. Край голенища не должен быть вытянут.
Б. Нитки хлопчатобумажные № 6; 10.
В. Швейные машины 550 кл. или 211 кл.; рубильник; иглы 4А № 120.
Примечание. (Операция рекомендуемая.)
10. Пристрачивание ушков без подушников
А. Ушковую тесьму складывают в виде петли так, чтобы один конец был короче другого на 5-10 мм и настрачивают ушко на голенище с помощью полуавтоматического приспособления "копир".
Длина сложенного в петлю ушка должна быть 110-115 мм. При сострачивании ушков строчка должна проходить на расстоянии 1,5-3,0 мм от края. Частота строчки - 3,0-3,5 стежка на 1 см.
Б. Нитки хлопчатобумажные № 1.
В. Швейная машина 93 кл.; полуавтоматическое приспособление "копир"; иглы 3С № 170, 1К № 150.
Примечание. (Разрешается заменить ушки блочками (для связывания) на внутренней стороне голенища, на расстоянии 10-14 мм от его верхнего края.)
11. Склеивание или сострачивание тесьмы с подушниками
А. Ушковую тесьму складывают в виде петли так, чтобы один конец был короче другого на 5-10 мм. На сложенное в петлю ушко накладывают подушник и сострачивают посередине строчкой или подушник наклеивают. Частота строчки должна быть 3,0- 3,5 стежка на 1 см. Подушник должен быть настрочен или наклеен вровень с боковыми и нижними краями ушков.
Б. Нитки хлопчатобумажные № 1, клей (рецепт № 12, а).
Б. Швейная машина 93 кл.; стол; иглы 4Д № 150 и 170.
Примечание. Операция рекомендуемая.
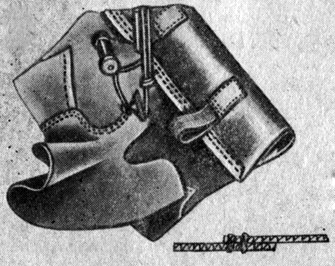
12. Пристрачивание ушков с подушниками
Пристрачивание ушков с подушниками
А. Ушковую тесьму складывают в виде петли так, чтобы один конец был короче другого на 5-10 мм. На сложенное таким образом ушко накладывают подушник и сострачивают посередине строчкой. Настрачивают ушко на голенище с помощью полуавтоматического приспособления "копир". Длина сложенного в петлю ушка должна быть 110-115 мм. Нижний край подушника должен выступать за нижний край ушков на 2-3 мм. При сострачивании ушков строчка должна проходить на расстоянии 1,5-3,0 мм от края. Частота строчки - 3,0-3,5 стежка на 1 см.
Б. Нитки хлопчатобумажные № 1.
В. Швейная машина 93 кл.; полуавтоматическое приспособление "копир"; иглы 4Д № 150 и 170.
13. Намазка клеем изнаночной стороны голенищ в местах привулканизации ушков и сушка
А. Голенища закладывают в установку вплотную к.упору лицевой стороной вверх, затем нажимают ногой на педаль и наносят клей в месте привулканизации ушков в виде кружочков без пропусков и подтеков. После этого мелом отмечают на верхнем крае середину голенища. После намазки клеем голенища укладывают в специальные люльки для сушки. Клеевую пленку высушивают под вытяжкой. Продолжительность сушки 3,5-4,0 мин.
Б. Наиритовый клей (рецепт Обувного объединения "Киев").
В. Установка для намазки клеем и сушки (конструкции Обувного объединения "Киев").
14. Привулканизация ушков
Привулканизация ушков
А. Каждое ушко обтягивают обтяжкой, скрепляют с подушником и укладывают в пресс-форму машины. Сверху накладывают кирзовые голенища внутренней стороной. После каждого цикла вулканизации пуансон смазывают эмульсией. После закрытия пресс-формы происходит привулканизация двух ушков к голенищу в течение 2,0-2,6 мин при давлении 3,0-3,5 атм и температуре пуансона 200-220°С. Ушки должны быть прочно привулканизованы к голенищу, без перекосов и смещений. Голенище не должно быть загрязнено клеем.
Б. Обтяжка калибра 0,5-0,6 мм (размер 30 х 65 мм); подушник калибра 1,6-1,8 мм (размер 30 х 30 мм).
В. Машина ВКУ для вулканизации канта и ушков (или наплывов).
Примечание. (Взамен ушков можно привулканизовать наплывы на машине ВКУ одновременно с вулканизацией канта.)
15. Вставка блочек с внутренней стороны голенищ
А. На внутренней стороне голенища вставляют блочку на расстоянии 10-14 см от верхнего края голенища. Блочку хорошо расклепывают так, чтобы расклепанная часть была с внутренней стороны голенища.
Б. Блочки.
В. Машины ВБ-2 или ВБ-1 для вставки блочек в заготовки обуви; боковой упор; пробойник.
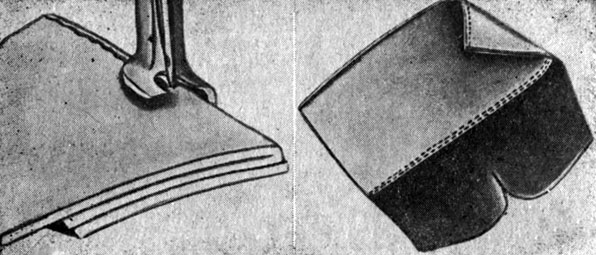
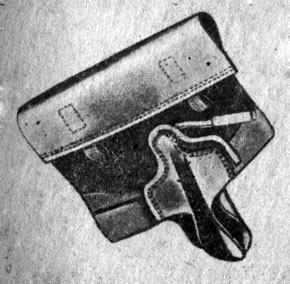
16. Пристрачивание нижних краев подшивок двухрядным или потайным швом
Пристрачивание нижних краев подшивок двухрядным или потайным швом
А. Подшивку расправляют на голенище без складок и морщин так, чтобы края совпали и пристрачивают двухрядным или потайным швом. При потайном шве стежки не должны выступать с лицевой стороны. При двухрядном шве:
1) расстояние строчки от края должно быть 1,5-2,5 мм;
2) край тканевой подшивки должен быть подогнут на 8-12 мм;
3) расстояние между строчками - 2,0-3,0 мм.
При потайном шве:
1) край тканевой подшивки должен выступать за край согну-ого вдвое голенища на 0,5-1,0 мм, то есть расстояние от упора до места прокола иглы должно быть таким, чтобы игла проходила в середине толщины материала, не задевая лицевого слоя и не разрывая бахтармяного;
2) строчить надо со специальным упором;
3) строчка должна быть утянутой;
4) не допускаются обрывы ниток, пропуски стежков и просека-ие материала.
Б. Нитки хлопчатобумажные № 3; 6.
В. Швейные машины 83 кл. или 93 кл.; иглы 4Д № 130 и 150.
Примечание. (Допускается пристрачивание нижних краев текстильных подшивок однорядным швом. При этом нижний край тканевой подшивки должен быть подогнут на 5-6 мм.)
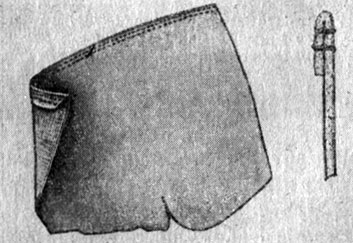
17. Пристрачивание прямых или фигурных задинок к голенищам
Пристрачивание прямых или фигурных задинок к голенищам
А. Задинки бахтармяной стороной накладывают на голенища точно по наколкам (гофрам) и пристрачивают одной строчкой. Расстояние строчки от края задинки должно быть 5,0-6,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала. Детали не должны быть стянуты по линии шва.
Б. Нитки хлопчатобумажные № 1; 3.
В. Швейная машина 93 кл.; иглы 4Д № 150.
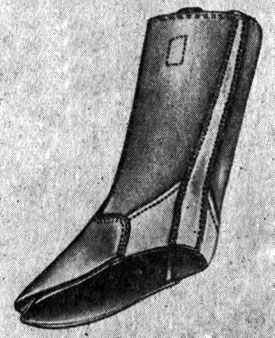
18. Пристрачивание передов без поднарядов к голенищам двухрядным швом
Пристрачивание передов без поднарядов к голенищам двухрядным швом
А. Накладывают перед на голенище по наколкам (или отметкам) и пристрачивают двумя параллельными строчками. Расстояние первой строчки от края переда - 1,5-2,5 мм. Расстояние между строчками -3,0-4,0 мм. Частота строчки - 3,0-3,5 стежка на 1 см. Центр шейки переда должен совпадать с центром выреза голенища. Строчка должна быть утянутой, без обрывов ниток: пропусков стежков и просекания материала. Детали не должны быть стянуты по линии шва.
Б. Нитки хлопчатобумажные № 0, 1.
В. Швейная машина 83 кл.; лапка с упором; иглы 4Д № 150 и
19. Сострачивание или склеивание передов с поднарядами
Сострачивание или склеивание передов с поднарядами
А. Поднаряд настрачивают или наклеивают на перед таким образом чтобы края переда выступали за край поднаряда по всему периметру на 2-3 мм Расстояние строчки от края переда - 13-14 мм Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1; клей (рецепты № 12,а)
В. Швейная машина 93 кл.; иглы 4Д № 150 и 170.
Примечания: (1. Разрешается начтрачивать поднаряд на голенище с бахтармяной стороны на расстоянии 2,0-3,0 от края поднаряда, а затем по линии строчки пристрачивать перед к голенищу обычным способом.
2. В заготовках сапог с голенищами из юфтина и поднарядами из утепленной ткани допускается, при сохранении прочности заготовочных швов, изменение нормативов данной операции по рекомендации лаборатории фабрики.)
20. Настрачивание поднарядов на голенища
А. Поднаряд настрачивают на голенище с бахтармяной сто-
Расстояние строчки от края поднаряда - 2,0-3,0 мм. Частота строчки 3,0-3,5 стежка на 1 см. Эта строчка служит ориентиром для пристрачивания переда к голенищу. Центр шейки переда должен совпадать с центром выреза голенища. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков, без спадания с края и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 93 кл.; иглы 4Д № 150 и 170.
21. Пристрачивание передов к голенищам первой строчкой
Пристрачивание передов к голенищам первой строчкой
А. Перед накладывают на задинки по гофрам, а на голенище по наколкам (отметкам) и пристрачивают первой строчкой. Расстояние строчки от края переда - 1,5-2,5 мм. Припуск под настрачивание - 10-11 мм. Центр шейки переда должен совпадать с центром выреза голенища. Частота строчки - 3,0-3,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков, без спадания с края и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 93 кл.
Примечaние. (При необходимости дошускается перед пристрачиванием . передов голенища скатывать и закреплять кольцами или зажимами.)
22. Пристрачивание передав с поднарядами к голенищам второй и третьей строчками или двухрядным швом
Пристрачивание передав с поднарядами к голенищам второй и третьей строчками или двухрядным швом
А. Перед пристрачивают к голенищу второй и третьей строчками или перед накладывают на задинки по гофрам, а на голенище по наколкам и пристрачивают двухрядным швом. Частота строчки 3,0-3,5 стежка на 1 см. Расстояние между первой и второй и между второй и третьей строчками - 3,0-4,0 мм. Расстояние двухрядной строчки от края переда - 1,5-2,5 мм, а между строчками - 3,0-4,0 мм. Припуск под настрачивание - 10-11 мм. Центр шейки переда должен совпадать с центром выреза голенища. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 83 кл.; лапка с упором; иглы 4Д № 150 и 170.
Примечание. (При сохранении (прочности заготовочных швов расстояние третьей строчки от второй может быть изменено по рекомендации лаборатории фабрики.)
23. Обрезка краев поднарядов
Обрезка краев поднарядов
А. Выступающие края поднаряда обрезают по всему контуру на расстоянии 2,0-3,0 мм от строчки так, чтобы не было выхватов, пропусков и повреждений строчки.
В. Стол для ручных работ; нож.
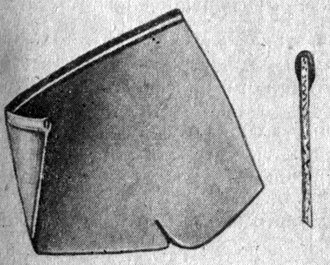
24. Пристрачивание одной стороны заднего наружного ремня
Пристрачивание одной стороны заднего наружного ремня
А. Задний наружный ремень бах-тармяной стороной накладывают на лицевую сторону голенища по наколт кам (или отметкам), а при фигурной задинке прикрывают угол (скос) и строчат, от нижнего края. Расстояние строчки от края заднего наружного ремня должно быть 1,5-2,5 мм, а между строчками - 2,0-3,0 мм Частота строчки - 3,0-3,5 стежка На 1 см. Вертикальная ось заднего наружного ремня должна совпадать с линией заднего края голенищ. Верхний край заднего наружного ремня может выступать за кант голенища на 12-15 мм. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала. Детали не должны быть стянуты по линии шва.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 83 кл.; лапка с левым упором; иглы 4Д № 150 и 170.
Примечания: (1. В случае применения составного (ремня без предвари цельного сострачивания припуск под нахлестку должен быть 10-15 мм.
2. Рекомендуется пристрачивание обеих сторон задних наружных ремней выполнять на машинах 1523 кл.)
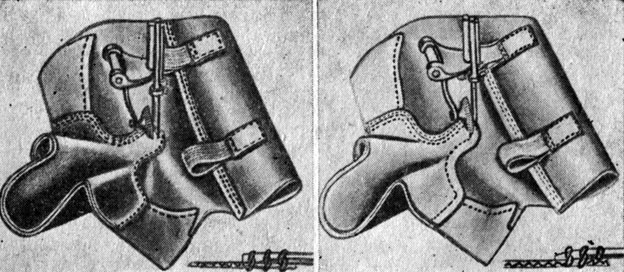
25. Стачивание задних краев голенищ тачным швом
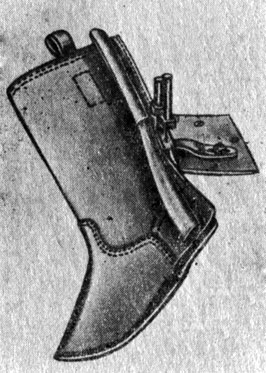
Стачивание задних краев голенищ тачным швом
А. (Голенища складывают пополам по высоте изнаночной стороной внутрь так, чтобы верхний кант голенищ, нижние края задинок, а также боковые края совпали и стачивают одной строчкой. Расстояние строчки от края кожаных голенищ должно быть 2,0-3,0 мм, а от края голенищ из материалов, заменяющих кожу - 3,0-4,0 мм. Частота строчки - 2,5-3,0 стежка на 1 см. Стачивание заднего шва должно быть выполнено без перекосов и смещений с закрепкой верхнего и нижнего концов строчки четырьмя-пятью повторными стежками либо без закрепки. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков, без спадания с края. Детали не должны быть стянуты по линии шва.
Б. Нитки хлопчатобумажные № 0; 00.
В. Швейная машина 93 кл.; иглы 4Д № 170 и 190.
Примечание. (При последующей расстройке шва с одной стороны тачной шов следует строчить на расстоянии 7-8 мм от задних краев голенища. Начало и конец строчки закрепляют двумя-тремя стежками. Голенище в этом случае увеличивают по заднему краю на 3-4 мм.)
26. Стачивание задних краев голенищ переметочным швом
А. Задние края голенищ складывают изнаночными сторонами и стачивают переметочным швом по краю. Расстояние строчки от края голенищ - 2,0-3,0 мм. Частота строчки - 2,5-3,0 стежка на 1 см. Верхние и соответственно нижние края голенищ должны совпадать. Концы шва закрепляют учащенной строчкой. Строчка должна быть утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки синтетические.
В. Швейные машины 26-А кл.; иглы 4А № 120 и 130.
Примечание. (Операция рекомендуемая.)
27. Стачивание задних краев голенищ внахлестку
Стачивание задних краев голенищ внахлестку
А. Задние края голенищ сострачивают внахлестку. Частота строчки-2,5-3,5 стежка на 1 см. Припуск под нахлестку - 5-6 мм. Расстояние строчки от края - 1,5-2,5 мм. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 01087/Р3; иглы 4Д № 150 и 170.
Примечание. (Операция рекомендуемая.)
28. Разглаживание заднего шва голенищ
Разглаживание заднего шва голенищ
А. Задний шов голенища увлажняют водой при температуре 35-40С;С с помощью щетки или тампона и тщательно разглаживают.
Шов должен быть хорошо разглажен, а строчка не должна быть нарушена.
В. Машина МРШ-1 для разглаживания заднего шва юфтевых и кирзовых голенищ.
29. Расстройка заднего шва и сострачивание задинок внахлестку
Расстройка заднего шва и сострачивание задинок внахлестку
А. Тщательно разглаженный задний шов расстрачивают с одной стороны (левой) одной строчкой. Задние края задинок сострачивают внахлестку. Расстояние строчки от заднего тачного шва голенищ - 4,0-6,0 мм. Припуск под настрочной шов - 5,0-6,0 мм. Частота строчки 2,0-2,5 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. (Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 01087/;Р3; иглы 4Д № 150 и 170.
Примечание. (Операция рекомендуемая.)
30. Пристрачивание второй стороны заднего наружного ремня
Пристрачивание второй стороны заднего наружного ремня
А. Сначала пристрачивают вторую сторону заднего наружного ремня, затем загибают и закрепляют верхнюю часть ремня во внутрь и прострачивают второй строчкой.
В случае составного ремня вторую П-образную строчку доводят до линии стачивания или нахлестки не доходя на 2-3 мм до стыка. Расстояние первой строчки от края заднего наружного ремня 1,5-2,5 мм, а между второй и первой строчками - 2,0-3,0 мм. Частота строчки - 2,5-3,5 стежка на 1 см. Верхний край ремня Должен быть загнут на 12-15 мм и захвачен закрепочной строчкой ниже канта на 4 мм при строчке первого ряда.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 236 кл.; иглы 4Д № 150 и 170.
31. Настрачивание задних наружных ремней на одноигольной колонковой швейной машине
Настрачивание задних наружных ремней на одноигольной колонковой швейной машине
А. Задний наружный ремень накладывают по наколкам на голенище и пристрачивают первой строчкой с каждой стороны, затем загибают ремень и закрепляют в верхней части строчкой (закрепкой) в виде небольшого треугольника или прямоугольника. Вторую строчку строчат параллельно первой в виде буквы П. Расстояние первой строчки от края ремня - 1,5-2,5 мм, а между первой и второй строчками - 2,0-3,0 мм. Частота строчки - 2,5-3,5 стежка на 1 см. Горизонтальная строчка закрепки должна проходить на расстоянии 2,0-3,0 мм от верхнего канта ремня. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала. Ось заднего наружного ремня должна совпадать с линией заднего шва. Задний наружный ремень должен прикрывать угол (скос) фигурных задинок.
Б. Нитки хлопчатобумажные № 0; 1.
В. Одноигольная колонковая швейная машина 236 кл.; игла 4Д № 160 и 170.
Примечание. (Разрешается изготовлять юфтевые сапоги с кожаными голенищами без заднего наружного ремня с прошвой. Прошву укладывают между задними краями голенищ при стачивании. Верхний край по заднему шву укрепляют закрепкой.)
32. Настрачивание задних наружных ремней на пряморукавной швейной машине
А. Задний наружный ремень настрачивают на стачанные голенища двумя строчками с каждой стороны, загнув верхний край. Строчить начинают от нижнего края. Расстояние первой строчки от края ремня - 1,5-2,5 мм, а между первой и второй строчками - 2,0-3,0 мм. Частота строчки - 2,5-3,5 стежка на 1 см. Продольная ось ремня должна совпадать с линией заднего шва. Строчка должна быть утянутой, без обрывов ниток, пропусков, стежков и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Пряморукавная швейная машина 01087/Р3; иглы 4Д № 150 и 117(0.
Примечание. (Операция рекомендуемая.)
33. Шлифование задних краев голенищ с лицевой стороны и удаление пыли
А. Задние края голенищ в стачанном виде подводят к упору машины и шлифующему инструменту для обработки по всему заднему краю. Задние края голенищ шлифуют с лицевой стороны на ширину 25 мм и на расстоянии 4-5 мм от края. Шлифование должно быть проведено равномерно, без пропусков, выхватов и нарушения тканевого слоя кирзы. После шлифования с задних краев голенищ удаляют пыль.
В. Машина МВГ для взъерошивания краев голенищ; металлический валик с насечкой; волосяная щетка.
34. Намазка клеем отшлифованных задних краев голенищ и сушка
А. На отшлифованные задние края голенищ наносят клей ровным тонким слоем, без пропусков и загрязнений остальной части голенищ. После намазки клеем голенища укладывают в люльки сушила и высушивают клеевую пленку под вытяжкой до полного удаления растворителя.
Б. Клей наиритовый (рецепт Обувного объединения "Киев").
В. Машина для намазки клеем деталей заготовок обуви; сушило с инфракрасными лампами.
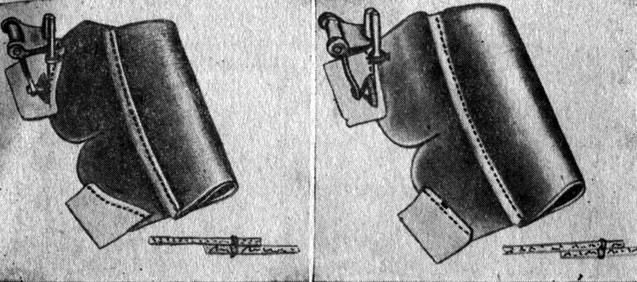
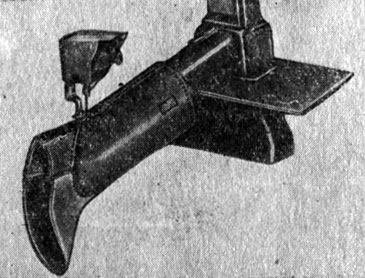
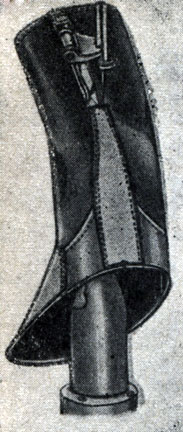
35. Привулканизация задних наружных ремней
Привулканизация задних наружных ремней
А. Верхнюю часть тачного заднего шва голенища укрепляют текстильной закрепкой. Затем голенище надевают на правило так, чтобы задний шов был обращен вверх и совпадал с рисками на правиле. На задний шов голенища накладывают шнур из резиновой смеси диаметром 9,5 мм и закрывают пресс-форму. Привулканизация заднего наружного ремня к голенищу происходит в течение 3 мин при давлении 3,0-3,5 атм и температуре 170-190°С на пуансоне и 145-165°С на правиле. Задний наружный ремень должен быть привулканизован, без перекосов и смещений, без раковин, выпрессовок и недопрессовок. Привулканизованный задний наружный ремень должен иметь рисунок лицевой поверхности, гармонирующий с рисунком юфти.
Б. Текстильная закрепка (ширина 20-23 мм и длина 25-30 мм); заготовка сырой резиновой смеси калибра 2,8-3,2 мм (ширина 18 мм) или резиновая смесь в виде шнура диаметром 9,5 мм.
В. Машина МВЗШ для вулканизации заднего наружного ремня кирзовых голенищ; ножницы.
36. Пристрачивание цельных фигурных задинок

Пристрачивание цельных фигурных задинок
А. Крылья задинки накладывают на крылья переда строго по отметкам и гофрам и пристрачивают задинку к переду и голенищу одной строчкой, не допуская перекосов и смещений. Расстояние строчки от края задинки-1,6-2,5 мм. Частота строчки - 3,0-3,6 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 0; 1.
В. Швейная машина 236 кл.; иглы 4Д № 150 и 170. . 32
37. Увлажнение и провяливание задников
А. Неформованные задники пачками по 5 пар равномерно увлажняют по всей толщине до содержания влаги - 30-35% (от массы в увлажненном состоянии) в течение 50-60 с под давлением 30 атм с последующим провяливанием в течение 10 мин.
Формованные задники погружают в воду при температуре 20-25°С до линии первой и второй строчек (на ширину 12-15 мм по верхнему краю и на 45 мм в крыльях) на 1,0-1,5 мин.
В. Машина типа УДН для увлажнения деталей низа обуви под давлением; песочные часы; шкаф для провяливания (для неформованных задников); сосуд для воды с сеткой (для формованных задников).
Примечания: (1. Операцию выполняют вне конвейера.
2. При отсутствии машины неформованные задники увлажняют погружением в воду при температуре 18-20°С на 5-10 мин с последующей пролежкой 1,5-2,0 ч под влажной мешковиной или в закрытых шкафах.)
38. Намазка клеем и вставка задников
А. На провяленные задники со стороны жесткого пласта наносят клей ровным тонким слоем. Формованные задники вставляют так, чтобы нижний край их был выше заготовки на ширину затяжной кромки, а центр задника совпадал с задним швом голенищ или задинок. Неформованные задники вставляют так, чтобы нижний край их был выше края заготовки не более, чем на 3,0 мм, а центр задника совпадал с задним швом заготовок.
Б. Клей (рецепты № 9, б; 10; 11, а, б; 13; 15).
В. Стол с .вытяжкой; сосуд для клея; кисть.
Примечание. (Жесткий пласт задника из гранитоля окунают в растворитель на 10-15 с и затем провяливают в течение 20-30 с.)
39. Пристрачивание задников первой строчкой
Пристрачивание задников первой строчкой
А. Задник вставляют в заготовку и пристрачивают одной строчкой. Верхние края задника должны плотно прилегать к упору. При формованном заднике затяжную кромку в крыльях в процессе пристрачивания отгибают. Нижний край задника должен быть выше края заготовки на 2-3 мм. Горизонтальная строчка должна проходить на расстоянии 2-3 мм от края задника, а вертикальная строчка по передам сапог на расстоянии 6-9 мм от второй строчки переда. Частота строчки - 2,5-3,0 стежка на 1 см. Строчка задника должна быть ровной, хорошо утянутой, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 00.
В. Швейная машина 236 кл.; упор для строчки задников; иглы 4Д№ 170; 190 и 210.
Примечание. (В заготовках сапог с голенищами, настрачиваемыми на переда, вертикальная часть первой строчки задников должна проходить на расстоянии 10-14 мм от краев крыльев голенищ.)
40. Пристрачивание задников второй строчкой или двумя П-образными строчками
Пристрачивание задников второй строчкой или двумя П-образными строчками
А. Задник пристрачивают второй строчкой параллельно первой или двумя П-образными строчками с обеих сторон заготовки. Вторая строчка должна проходить на расстоянии 8-11 мм от первой и захватывать жесткий пласт при переходе в вертикальное положение. Вертикальная строчка должна проходить по задникам на расстоянии 5-9 мм от краев крыльев передов.
Расстояние П-образной строчки от середины заднего наружного ремня - 8-12 мм. Частота строчки 2,5-3,0 стежка на 1 см. Строчка должна быть утянутой, ровной, без обрывов ниток и пропусков стежков.
Б. Нитки хлопчатобумажные № 0; 00.
В. Швейная машина 236 кл.; иглы 4Д № 190 и 210.
Примечание. В заготовках сапог с прошвами и с голенищами, настрачиваемыми на переда, вторая горизонтальная строчка задников должна проходить на расстоянии 5-8 мм от первой и захватывать жесткий пласт при переходе в вертикальное положение, а в закаблучье на расстоянии - 8-12 мм от прошвы. Вторая строчка в вертикальном положении должна проходить по задникам на расстоянии 12-17 мм от краев крыльев голенищ.
41. Пристрачивание задников третьей П-образной строчкой в закаблучье
Пристрачивание задников третьей П-образной строчкой в закаблучье
А. В закаблучье задник пристрачивают П-образной строчкой. В центральной части задника вертикальные строчки проходят на расстоянии 8-12 мм от середины заднего наружного ремня, а горизонтальная строчка на расстоянии 3-4 мм от второй строчки. Частота строчки - 2,5-3,0 стежка на 1 см. Строчка должна быть утянутой, без обрывов ниток, пропусков стежков и просекания материала.
Б. Нитки хлопчатобумажные № 00.
В. Швейная машина 236 кл.; иглы 4Д № 210.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"