
Технологический процесс
1. Увлажнение заготовок
А. Заготовки из хромовых кож должны содержать 27±2% влаги по отношению к их весу в увлажненном состоянии. Режим увлажнения в увлажнительной установке непрерывного действия: температура влажного воздуха 35±3°, относительная влажность воздуха 98±1%; скорость движения воздуха 1-2 м/сек, продолжительность (в час.) увлажнения в зависимости от вида кожи заготовок следующая:
Шевро ......................................... 1,0 Хромовый выросток и опоек ..................... 1,5-2,0 Хромовый полукожник, свиная хромовая кожа ..... 2,5
Увлажненные заготовки можно хранить в открытом виде не более 15 мин. Более длительное время увлажненные заготовки можно хранить только в закрытых металлических ящиках с сетчатым дном над водой.
В. Увлажнительная установка непрерывного действия с паровоздушной смесью.
Примечание. Для увлажнения заготовок из всех видов хромовых кож, исключая кожи с казеиновым покрытием, допускается применение увлажнительной установки 55062/Р1 периодического действия. В этом случае рекомендуется следующий режим увлажнения: температура влажного воздуха в установке 50°, продолжительность 46-60 мин.
2. Вклеивание задников
А. Гранитолевый задник размягчают в растворителе в течение 10-20 сек., провяливают в течение 0,5-2,0 мин. и вставляют в заготовку так, чтобы его большой слой был обращен к подкладке. Прямой край задника должен совпадать с краем затяжной кромки заготовки.
На кожаный задник с обеих сторон наносят ровный тонкий слой клея и вставляют в заготовку так, чтобы его лицевая сторона была обращена к подкладке. Задник располагают симметрично относительно заднего шва (ремня), без перекосов. Прямой край задника должен совпадать с краем затяжной кромки заготовки, задники или соответствующая часть берцев и подкладки хорошо расправлены, без складок и морщин.
В случае применения кожаных задников их предварительно увлажняют и провяливают.
Кожаные задники увлажняют в воде при температуре 20±2° в течение 3 мин. с последующим провяливанием в течение 2 час. в мешковине. При сгибании задников на 180° на поверхности их не должна выступать вода.
Б. Клей (рецепты № 13,а,б;15,г,д,ж;17;18;19;20;24); растворитель(рецепт № 8).
В. Приспособление для намазки задников клеем; приспособление для вклеивания задников в заготовку; приспособление для размягчения гранитолевых задников.
3. Предварительное формование пяточной части заготовок
А. Заготовку со вставленным задником надевают на упор по форме пяточной части колодки и вытягивают так, чтобы задник плотно прилегал к бахтармяной стороне материала заготовки, а подкладка и верх заготовки были хорошо вытянуты, без складок и морщин. Швы заготовки не должны быть повреждены.
В. Станок для вытяжки заготовок в пяточной части или машины 02031/Р1, 02094/РЗ, 02094/Р4 для расправки задника, вставленного в заготовку обуви.
4. Вклеивание подносков
А. Гранитолевый подносок размягчают в растворителе в течение 10-20 сек., провяливают в течение 0,5-2,0 мин. и вставляют между носочной частью союзки и подкладкой так, чтобы острые углы совпадали с гофрами, имеющимися на союзке, а края затяжной кромки подноска - с краем союзки. Размер гранитолевого подноска должен соответствовать размеру заготовки.
Подкладку, межподкладку и подносок приклеивают друг к другу и расправляют так, чтобы не было складок и морщин, а верх и подкладка заготовки не были загрязнены. Двухслойный гранитолевый подносок должен быть вставлен в заготовку большим слоем к подкладке.
Продолжительность от начала размачивания гранитолевого подноска до конца затяжки должна быть не более 12-20 мин.
Б. Растворитель(рецепт № 8).
В. Шкаф с вытяжкой; приспособление для размягчения подносков.
5. Увлажнение и провяливание рантов
А. Рант увлажняют, погружая его в воду при температуре 25±2° на 10-15 сек., затем провяливают в течение 1,5-2,0 час. в ящике или во влажной мешковине. Увлажненный рант должен содержать 30±3% влаги по отношению к его весу в увлажненном состоянии. При сгибании ранта на 180° на его поверхности не должна выступать вода.
В. Ванна для воды; шкаф для провяливания; мешковина.
6. Пришивание рантов к заготовкам
А. Ранты должны быть пристрочены лицевой стороной к лицевой стороне заготовки так, чтобы край ранта совпадал с краем затяжной кромки заготовки. Концы ранта спускают на 4-6 мм, накладывают друг на друга спущенными краями таким образом, чтобы не было утолщений и они находились на внутренней стороне перейм. Строчка ранта должна быть плотно утянута, проходить на расстоянии 3-4 мм от его края и не иметь пропусков и обрывов. Основную подкладку выправляют так, чтобы она обязательно попадала под строчку ранта. По линии строчки не допускаются складки и морщины. Число стежков на 10 мм строчки 3,5-4,0. Концы ниток срезают.
Б. Нитки хлопчатобумажные № 00.
В. Машина 201 кл.
Примечание. При использовании обувного шеврета и других тягучих материалов, требующих применения межподкладки, последняя обязательно-должна попадать под строчку ранта.
7. Подбор колодок
А. Колодки подбирают по фасону, размеру и полноте. Они должны быть парными и соответствовать заготовкам, иметь исправные клинья, верхние площадки, втулки и металлические пластинки в пяточной части следа.
При замкнутом цикле работы с конвейера снимают поврежденные колодки и заменяют соответствующими новыми.
8. Чистка колодок
А. Всю поверхность колодки, кроме следа, протирают губкой, смоченной смывочной жидкостью, и затем очищают вращающимися щетками, удаляя остатки клея, талька и другие загрязнения.
Очищенную колодку полируют на кожаном валике, на поверхность которого нанесен воск.
Колодка должна иметь гладкую и чистую поверхность.
Б. Смывочная жидкость(рецепт № 46);воск(рецепт № 27).
В. Машина ХПП-1 или 04218/Р7 для холодного полирования подошв и чистки верха обуви; тупой нож; губка; сосуд для смывочной жидкости.
(Примечание. Операцию выполняют по мере надобности.)
9. Прикрепление стелек
А. Стельку прикрепляют тремя скобками - по одной в носочной, геленочной и в пяточной частях. Длина скобок - 12-15 мм. Скобки должны выступать над поверхностью стелек на 2-3 мм, стелька плотно прилегать к следу колодки, а края стельки полностью совпадать по контуру со следом колодки по всему периметру.
Б. Проволока скобочная сечением 1,07x0,63 мм.
В. Машина ППС-С или 04054/Р1 для временного прикрепления стелек и подошв; скобковытаскиватель.
10. Фрезерование пяточной части стелек
А. Края стельки, выступающие в пяточной части за грань колодки, срезают фрезером. Край стельки после фрезерования должен полностью совпадать с контуром следа колодки и профиль среза в пяточной части являться продолжением профиля боковой поверхности пяточной части колодки.
В. Машина ФУП-1 или ФУП-2-0 для фрезерования уреза подошв; фрезеры; нож.
(Примечания. 1. Допускается вместо фрезерования обрубка пяточной части стелек.
2. Операцию выполняют в случае необходимости.)
11. Намазка колодок
А. Поверхность носочной и пяточной частей колодки покрывают тонким слоем материала для смазки колодок.
Б. Материал для смазки колодок (рецепт № 45); парафин; тальк.
В. Сосуд для смазывающего материала; щетка или губка.
12. Обрезка излишков подкладки
А. Выступающие края подкладки срезают вровень с краем заготовки так, чтобы не были повреждены верх обуви, рант и строчка.
В. Ножницы.
13. Установка заготовки на колодке
А. Заготовку надевают на колодку и укрепляют в носочной части тремя тексами. Задний шов заготовки должен проходить по вертикальной оси пяточной части колодки, линия стыка берцев - по середине гребня колодки. Подкладку расправляют и вытягивают, не допуская складок и морщин.
Б. Текс ручной.
В. Опорная стойка; молоток; тексовытаскиватель.
14. Обтяжка заготовок
А. Детали верха заготовки располагают симметрично на колодке. Подкладку расправляют и затягивают, не допуская морщин и складок. Ширина затяжной кромки по всему периметру ранта - 5-6 мм. Заготовку для детской обуви закрепляют девятью тексами - по два в носочной и геленочной частях, четыре в пучках и один в месте соединения концов ранта. Текс забивают наглухо вровень с рантом. Рант по всему периметру околачивают молотком. Союзки и подноски в обтянутой паре заготовок должны быть одинаковой длины и не иметь перекосов.
Б. Текс ручной № 9-11.
В. Опорная стойка; затяжные клещи; молоток; тексовытаскиватель.
15. Затяжка заготовок
А. Носочную и пяточную части заготовки плотно и равномерно с обеих сторон натягивают на колодку. Эти части заготовки должны заходить за грань стельки на 3-4 мм. Количество тексов на полупару заготовок - 5-7. Текс забивают наглухо. Рант в носочной и пяточной частях околачивают молотком. На наружной поверхности носка и пятки не допускаются складки и морщины, а па материале верха заготовки, ранте и строчке повреждения. Стельки не должны быть деформированы, а крепление ранта не должно быть нарушено.
Затяжку заготовок пластинами выполняют следующим образом. Заготовку обжимают металлическими пластинами так, чтобы их внутренние края находились между рантом и верхом и запирают замком. Заготовка должна плотно облегать колодку, без складок и морщин, а союзки и задинки должны быть расположены на колодке симметрично и иметь одинаковые размеры в паре. Строчка ранта не должны быть нарушена, а верх обуви поврежден.
Б. Текс ручной № 9-11.
В. Приспособление для затяжки носочной и пяточной частей обуви; приспособление для зажима пластин; комплект металлических пластин; молоток; нож; затяжные клещи.
16. Околачивание рантов и краев заготовок на пластинах
А. Рант и затяжную кромку околачивают молотком. Все неровности устраняют, не повреждая материала и рантового шва. На ранте в пяточной и носочной частях обуви с бахтармяной стороны делают 4-6 надсечек на глубину 1/3-1/2 толщины ранта. Расстояние между надсечками - 6-8 мм.
В. Опорная стойка с подносочным упором; молоток; нож.
17. Околачивание и надсекание рантов
А. Рант по всей длине должен быть околочен и расположен под прямым углом к боковой поверхности стельки. В носочной и пяточной частях с бахтармяной стороны рант надсекают под углом 30° на глубину 1/3-1/2 его толщины. Расстояние между надсечками - 6-8 мм, количество надсечек 5-8.
В. Машина 04268/Р1 для околачивания ранта обуви; нож.
18. Околачивание носочной части обуви и рантовых швов
А. Все неровности заготовки в носке околачивают на колодке молотком вручную. На наружной поверхности носочной части обуви не допускаются морщины, бугры и другие неровности, а также царапины и повреждения. Рантовый шов хорошо околачивают.
В. Стол с войлочной подушкой; молоток.
19. Околачивание пяточной части обуви и утюжка
А. Пяточную часть заготовки хорошо околачивают молотком. Все неровности и складки тщательно оглаживают утюгом. Заготовка не должна быть повреждена.
В. Стол с войлочной подушкой; электроутюг; молоток.
20. Сушка обуви
А. Продолжительность сушки внутренних деталей обуви (задников и подносков) при постоянном режиме в зависимости от типа покрытия кожи заготовок и температура сушки приведены в табл. 11. Относительная влажность воздуха принята 30%, скорость движения воздуха - 1 м/сек.
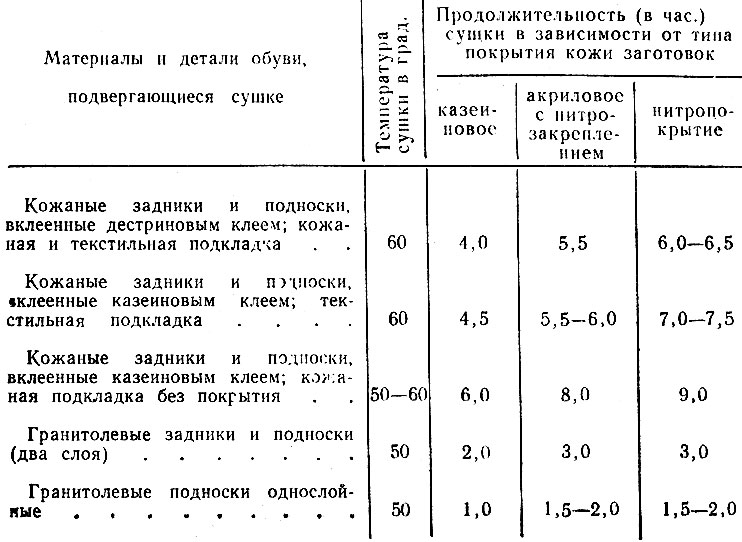
Таблица 11
При переменном режиме сушки с перепадом температур в пределах 45-65° продолжительность сушки увеличивается в 1,5 раза.
В. Сушило конвекционного типа непрерывного действия.
21. Удаление скобок из стелек
А. Скобки,которыми была прикреплена стелька к колодке, удаляют, не повреждая стельку.
В. Приспособление для удаления скобок; скобковытаскиватель; опорная стойка; кусачки.
22. Простилание следа обуви
А. След обуви простилают простилкой из войлока, текстильных отходов или картона. Простилку прикрепляют двумя тексами или скобками - одним (одной) в носочной части, вторым (второй) в середине подметочной части - или приклеивают.
При изготовлении обуви без основной стельки простилку кладут прямо на след колодки между затяжными кромками без прикрепления.
Б. Текс машинный № 8-10; проволока скобочная; клей (рецепты № 1,а,б;15,а,б,в).
В. Машина ППС-С или 04054/Р1 для временного прикрепления стелек и подошв; кисть; сосуд для клея.
23. Намазка клеем следа обуви и сушка
А. На поверхность ранта с бахтармяной стороны и простилку наносят ровный тонкий слой клея. Клеевую пленку высушивают. Обувь в сушиле располагают кверху следом.
Б. Клей (рецепты № 1,а,б;15,а,б,в).
В. Сушило; сосуд для клея; кисть.
24. Намазка клеем кожаных подошв и сушка
А. Всю поверхность кожаной подошвы и подложки промазывают клеем с бахтармяной стороны ровным тонким слоем. Клеевую пленку высушивают.
Б. Клей (рецепты № 1,а,б;15,а,б,в).
В. Машина для намазки клеем деталей низа обуви; стол с устройством для подсушки; кисть; нож.
25. Намазка клеем кожаных подложек с бахтармяной стороны и сушка
А. Всю поверхность кожаной подложки с бахтармяной стороны промазывают ровным тонким слоем клея. Клеевую пленку высушивают по режиму, установленному, для соответствующего клея.
Б. Клей (рецепты № 1,а,б;15,а,б,в).
В. Машина для намазки клеем деталей низа обуви; стол с устройством для подсушки; кисть; нож.
26. Намазка клеем кожаных подложек по взъерошенному контуру и сушка
А. Подложку промазывают по взъерошенному контуру ровным тонким слоем клея на ширину 25-30 мм. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж;15,а,б,в).
В. Сушило; кисть; сосуд для клея.
27. Увлажнение и провяливание кожаных подошв или подложек
А. Кожаные подошвы должны содержать 30-35% влаги, а подложки 25-30% по отношению к их весу в увлажненном состоянии. Подошвы и подложки увлажняют под давлением 30 атм в течение 50-60 сек. в зависимости от толщины и плотности подошв и подложек. После увлажнения детали вынимают из машины и укладывают на 10 мин. для стекания воды.
В. Машина типа УДН для увлажнения деталей низа обуви под давлением; ванна для воды; шкаф для провяливания.
(Примечание. При отсутствии машины допускается увлажнение погружением в воду при температуре 20±2° с последующим провяливанием в течение 2 час.)
28. Накладка подошв или подложек
А. На след обуви накладывают подошву или подложку соответствующего размера с равномерным выступом за грань колодки но всему периметру.
29. Околачивание подошв или подложек и рантов
А. Подошву или подложку и рант по всему периметру околачивают. Между подошвой и рантом не должно быть расщелин.
В. Машина РМ для околачивания ранта обуви.
30. Удаление пластин
А. При удалении пластин не должна быть нарушена строчка ранта, поврежден верх обуви или смещены подошвы.
В. Молоток.
31. Пристрачивание подошв или подложек
А. Подошву или подложку прикрепляют к ранту двухниточным швом. Строчка должна проходить на расстоянии 2-3 мм от грани затянутой обуви, длина стежков 3,0-3,5 мм. Стежки хорошо утягивают, без пропусков, обрывов ниток или просечки материалов. Глубина порезки подошв - 0,8-1,2 мм. Строчку укладывают в порезку на всем протяжении. Нитки со шпульки, расположенные со стороны подошвы, пропитывают варом. Нитки с бобины, проходящие по ранту, пропитывают мыльной эмульсией. Температура вара 60-70°. Концы ниток обрезают ножом.
Б. Нитки с бобины капроновые или анидные с соответствующей пропиткой № 1,8 (структура 34/5/3) или № 2,0 (структура 34/5/3), или льняные № 9,5/6; нитки со шпульки капроновые или анидные № 2,0 (структура 34/5/3), или льняные № 9,5/6; вар рецепт № 40); мыльная эмульсия.
В. Машина СПР или 03028/Р1 для пристрачивания подошв; иглы 29Б № 175(50), 29Б № 200(47); шило 18Б № 155(47), 18Б № 140(50); нож.
32. Закрытие шва на подошвах
А. Подошву обкатывают колесиком так, чтобы шов был полностью закрыт.
В. Машина 04188/Р3 для закрытия порезки.
33. Формование подошв или подложек
А. Матрицы и пуансоны должны соответствовать фасону и размеру обуви, а отформованная подошва по форме - следу колодки. Края подошв не должны нависать на заготовку. Между подошвой и рантом не допускаются зазоры.
В. Пресс для формования низа обуви; комплект матриц и пуансонов.
34. Сушка рантов и подошв или подложек
А. Обувь загружают в сушило, температура воздуха в котором 30-40°. Продолжительность сушки 1-2 часа. Содержание влаги в подошвах и рантах после сушки должно быть 18-20% по отношению к их весу в увлажненном состоянии.
В. Сушило конвекционного типа непрерывного действия.
35. Намазка клеем резиновых подошв и сушка
А. Всю поверхность подошвы с внутренней стороны промазывают клеем. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж;15,а,б,в).
В. Машина для намазки клеем деталей низа обуви; вертикальное сушило; опорная стойка; сосуд для клея; кисть.
36. Намазка клеем резиновых клиновидных каблуков и сушка
А. Резиновый клиновидный каблук промазывают ровным тонким слоем клея по всей поверхности сначала с одной стороны, затем после сушки - с другой.
Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж;12,б,е;15,а,б,в).
В. Сушило; сосуд для клея; кисть.
37. Подбор каблуков, намазка клеем ляписа каблуков и сушка
А. Резиновые каблуки подбирают в пары но фасону, цвету и оттенку, рисунку ходовой стороны и размерам обуви. На отшкуренный ляпис каблука наносят ровный тонкий слой клея так, чтобы не было наплывов и пропусков. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей(рецепты № 11,б,в,г,е,ж;12,б,е;15,а,б,в).
В. Сушило; сосуд для клея; кисть.
38. Намазка клеем пяточной части подошв (и набоек) и сушка
А. На отшкуренную поверхность пяточной части подошвы и набойки наносят ровный тонкий слой клея так, чтобы не было наплывов и пропусков.
Верх обуви и подошва не должны быть загрязнены клеем. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,е,ж;12,б,е;15,а,б,в).
В. Сушило; сосуд для клея; кисть.
39. Активация клеевых пленок
А. Клеевые пленки активируют при режимах, установленных для соответствующего клея.
Б. Растворитель.
В. Нагреватель рефлекторного тина.
(Примечание. При тепловой активации температуру определяют по показанию ртутного термометра, расположенного над уровнем детали.)
40. Приклеивание резиновых подошв и клиновидных каблуков
А. Вкладной клиновидный каблук накладывают на пяточную часть подложки, затем накладывают резиновую подошву и приклеивают так, чтобы края резиновой подошвы совпадали с краями подложки по всему периметру, а между подошвой и каблуком не было зазоров и расщелин. Поверхность подошвы должна быть гладкой. Подошву приклеивают при режимах, установленных для соответствующего клея.
В. Пресс типа ПКБ-0 для приклеивания подошв.
41. Приклеивание каблуков или набоек
А. На пяточную часть подошвы накладывают каблук или набойку и приклеивают. Между подошвой и каблуком не допускаются зазоры и расщелины.
В. Прессы с прессоточками гидравлическими или пневматическими.
42. Фрезерование уреза подошв
А. Урез подошвы фрезеруют по всему контуру фрезером с шириной полки на 0,50-0,75 мм меньше толщины уреза и с высотой малого пера 1,5 мм при угле наклона его 45°. Геленочную часть подошвы с внутренней стороны фрезеруют геленочным фрезером.
Полка уреза в подметочной части подошвы и с наружной стороны геленочной части должна быть перпендикулярна к краю подошвы, а с внутренней стороны геленочной части подошвы - овальной. Урез подошвы должен быть в обеих полупарах одинаковым, гладким, с четко выраженными жилками, соответствовать контуру следа колодки и не иметь повреждений и выхватов. На стежках подошвы и ранте также не допускаются повреждения.
При изменении толщины уреза подошвы в пяточной части обуви с клиновидным каблуком должен соответственно меняться фрезер.
В. Машина ФУП-1 или ФУП-2-0, 04105/Р6 для фрезерования уреза подошв; комплект фрезеров; нож для подрезки уреза; точило.
(Примечание. Рекомендуется после фрезерования уреза кожаной подошвы обработка его на вращающихся металлических шайбах или на бакелитовых катушках (взамен первого горячего полирования).)
43. Фрезерование каблуков или набоек
А. Боковую поверхность каблука или набойки фрезеруют цилиндрическим фрезером ровно, без выхватов и выступов так, чтобы она соответствовала контуру пяточной части обуви и составляла прямой угол с плоскостью набойки. Ширина полки фрезера должна быть меньше высоты каблука с подошвой на 2 мм, высота малого пера - 1,5 мм при угле наклона 45°, каблуки в паре иметь одинаковую форму и высоту и соответствовать контуру пяточной части обуви, а края каблука выступать на 2-3 мм за грань пяточной части обуви.
В. Машина ФУП-1 или ФУП-2-0, 04074/РЗ; набор фрезеров; точило.
44. Первое шлифование резиновых каблуков и удаление пыли
А. Боковую поверхность каблука шлифуют по форме пяточной части обуви. Форма каблуков в паре должна быть одинаковая, боковая поверхность каблука составлять прямой угол с плоскостью набойки, за исключением случаев фрезерования каблуков на конус. На верхе обуви не допускаются повреждения, а на поверхности каблука неровности и сожженные места. Пыль после шлифования удаляют.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 20-32; щетка для удаления пыли.
45. Второе шлифование резиновых каблуков и удаление пыли
А. Боковую поверхность каблука шлифуют по форме пяточной части обуви. Форма каблуков в паре должна быть одинаковая, боковая поверхность каблука составлять прямой угол с плоскостью набойки, за исключением случаев фрезерования каблуков на конус. На верхе обуви не допускаются повреждения, а на поверхности каблука неровности и сожженные места. Пыль после шлифования удаляют.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 8-10; щетка для удаления пыли.
46. Шлифование уреза подошв и удаление пыли
А. Урез подошвы, а в случае применения клиновидного каблука и боковую поверхность каблука, шлифуют до получения гладкой поверхности, не допуская повреждений верха обуви и заусениц на урезе подошвы. Контур подошвы и каблука должен соответствовать контуру следа колодки. Пыль после шлифования удаляют.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 20-32; щетки для удаления пыли.
47. Нанесение закрепителя на урез кожаных подошв(и боковую поверхность набоек)
А. На урез кожаной подошвы и боковую поверхность набойки наносят ровный тонкий слой закрепителя, не загрязняя верха обуви. Закрепитель высушивают при температуре 18-20°.
Б. Закрепитель (рецепт № 10).
В. Сосуд для закрепителя, жесткая кисть.
(Примечание. Операция рекомендуемая.)
48. Нанесение грунта на урез кожаных подложек
А. На урез кожаных подложек наносят ровный слой грунта, не загрязняя верха обуви. Грунт высушивают в течение 5-10 мин. при температуре 18-20°.
Б. Грунт (рецепт № 5).
В. Сосуд для грунта; кисть.
(Примечание. Операция рекомендуемая.)
49. Первое горячее полирование уреза кожаных подошв или подложек (и набоек)
А. Урез кожаной подошвы или подложки (и набойки) полируют нагретым фумелем, не допуская обжигания кожи. Ширина полки фумеля должна быть меньше полки фрезера на 0,5 мм, а профили рабочих поверхностей фумеля соответствовать профилям рабочих поверхностей фрезеров.
Урез подошвы должен иметь гладкую поверхность без сожженных мест, полка, фаски и жилки быть четко выражены. Температура фумеля - не выше 90-100°.
В. Машина ГП или 04207/Р1 для горячего полирования уреза подошв; комплект фумелей.
50. Окрашивание уреза кожаных подошв и боковой поверхности каблуков или набоек, сушка
А. На урез подошвы и боковую поверхность каблука или набойки наносят равномерный слой краски, не допуская загрязнений краской заготовки и стежков шва на поверхности ранта. Цвет краски должен соответствовать цвету заготовки. Продолжительность сушки 20-25 мин. при температуре 18-20°.
Б. Краска (рецепт № 1-черная, темно-коричневая).
В. Краскомешалка 04251/Р2; кисть; стол с устройством для подсушки.
51. Окрашивание уреза кожаных подложек и сушка
А. На урез кожаной подложки наносят ровный слой краски, не допуская загрязнений краской заготовки и стежков шва на поверхности ранта. Цвет краски должен соответствовать цвету заготовки. Продолжительность сушки 20-25 мин. при температуре 18-20°.
Б. Краска (рецепт № 1-черная, темно-коричневая).
В. Краскомешалка 04251/Р2; кисть; стол с устройством для подсушки.
52. Нанесение воска на урез кожаных подошв и боковую поверхность каблуков или набоек
А. На урез подошвы и боковую поверхность каблука или набойки наносят разогретый воск ровным тонким слоем так, чтобы не было пропусков, наплывов и загрязнений воском заготовки и подошвы. Температура расплавленного воска - не выше 80-90°.
Б. Воск отделочный (рецепты № 25 - мягкий воск; 25;28).
В. Машина для нанесения воска на урез подошв; сосуд с обогревом для воска; жесткая кисть.
53. Нанесение воска на урез кожаных подложек
А. На урез кожаных подложек наносят разогретый воск ровным слоем, без пропусков, наплывов и загрязнений воском заготовки, уреза подошвы и стежков шва на поверхности ранта. Температура расплавленного воска - не выше 80-90°.
Б. Воск отделочный (рецепт № 25 - мягкий воск; 26; 28).
В. Машина для нанесения воска на урез подошв; сосуд с обогревом для воска; жесткая кисть.
(Примечание. Допускается нанесение воска на урез кожаной подложки на кожаных или бакелитовых катушках с последующим полированием уреза волосяными щетками, при этом воск наносят одновременно на резиновую подошву и каблук.)
54. Второе горячее полирование уреза кожаных подошв и боковой поверхности каблуков или набоек
А. Урез подошвы и боковую поверхность каблука или набойки полируют нагретым фумелем, не допуская обжигания кожи. Ширина полки фумеля должна быть меньше полки фрезера на 0,5 мм, а профили рабочих поверхностей фумеля соответствовать профилям рабочих поверхностей фрезеров. Температура нагрева фумеля 90-100°. Урез должен иметь гладкую поверхность, полка, фаска и жилка уреза четко выражены.
В. Машина ГП или 04207/Р1 для горячего полирования уреза подошв; комплект фумелей.
55. Второе горячее полирование уреза кожаных подложек
А. Урез кожаной подложки полируют по всему контуру, равномерно распределяя воск. Поверхность уреза должна быть гладкой и блестящей. Температура фумеля 90-100°.
В. Машина ГП или 04207/Р1 для горячего полирования уреза подошв; комплект фумелей для полирования уреза кожаных подложек.
(Примечание. Операция рекомендуемая.)
56. Шлифование ходовой поверхности подошв (и набоек) и удаление пыли
А. С подошвы и набойки по всей поверхности снимают часть лицевого слоя, не обнажая дермы. Поверхность должна иметь ровный мелкий ворс и не иметь царапин от зерен шкурки. Пыль после шлифования удаляют. На заготовке и урезе подошвы не допускаются повреждения.
В. Машина ПНП для шлифования подошв и набоек; шлифовальная шкурка № 8-10.
(Примечания. 1. Подошвы шлифуют по всей поверхности при отделке их водно-восковыми полировочными красками.
2. В случае применения бесполировочных красок и при отделке обуви под натуральный цвет кожи удаляют затеки воска с ходовой стороны подошв.
3. В гусариковой обуви ходовую поверхность подошвы шлифуют при наличии загрязнений.
4. При отделке подошв под натуральный цвет кожи после шлифования рекомендуется осветлять ходовую поверхность подошв для выравнивания цвета кожаных подошв (осветлитель - рецепт № 4) с последующим нанесением грунта (рецепты № 5;6).)
57. Первое окрашивание ходовой поверхности кожаных подошв (и набоек) и сушка
А. На подошву и набойку наносят беличьей кистью краску ровным слоем так, чтобы не было сгустков и пропусков. Верх обуви и урез подошвы не должны быть загрязнены. Продолжительность сушки устанавливают в зависимости от применяемой краски.
Б. Краска (рецепты № 1 - черная, темно-коричневая; 3 - черная).
В. Сушило; краскомешалка 04251/Р2; плоская беличья кисть.
58. Второе окрашивание ходовой поверхности кожаных подошв (и набоек) и сушка
А. Краску наносят на подошву (и набойку) кистью ровным слоем, без сгустков, пропусков и полос. Верх обуви и урез подошвы не должны быть загрязнены. Продолжительность сушки устанавливают в зависимости от применяемой краски.
Б. Краска (рецепты № 1;3).
В. Краскомешалка 04251/Р2; сушило; плоская беличья кисть.
59. Полирование ходовой поверхности подошв (и набоек)
А. Ходовую поверхность подошв (и набоек) полируют на вращающейся волосяной щетке, на поверхность которой нанесен воск, до получения равномерного блеска.
Б. Воск отделочный окрашенный (рецепты № 23; 24; 25 - твердый воск); воск отделочный бесцветный (рецепты № 23; 26- № 1 и №2).
В. Машина ХПП-1 или 04218/Р7 для холодного полирования подошв и чистки верха обуви.
(Примечания. 1. В случае применения бесполировочных красок операция исключается.
2. При отделке подошв под натуральный цвет кожи применяется бесцветный отделочный воск (рецепты № 23; 26 - № 1 и № 2).
3. Для гусариковой обуви операция рекомендуемая.)
60. Чистка верха и низа обуви
А. Верх и низ обуви очищают от пыли и загрязнений. Пыль удаляют щеткой, грязные пятная - водой или смывочной жидкостью, жирные пятна - бензином "галоша", пятна от водных клеев - водой, пятна от клеев на органических растворителях - растворителем малой концентрации, пятна от водных отделочных красок - водой. Пленка красителя не должна быть повреждена.
Б. Смывочная жидкость (рецепт № 43); растворители.
В. Сосуд для смывочной жидкости; тупой нож; резинка для чистки обуви; хлопчатобумажный лоскут.
61. Снятие обуви с колодок
А. Разрезают шнуровку до нижней петли, удаляют клин и снимают обувь с колодки. При этом не допускаются деформация обуви, поломка теленка и повреждения заготовки.
В. Машина ОКБ для снятия обуви с колодок; нож; крючок.
(Примечание. До снятия обуви с колодок заготовки в местах скрепок увлажняют смывочной жидкостью (рецепт № 46).)
62. Проверка и чистка гвоздей внутри обуви
А. На внутренней поверхности стельки не должно быть выступающих концов гвоздей и скобок.
В. Машина для зачистки концов гвоздей; рашпиль; молоток; кусачки.
63. Вклеивание вкладных стелек
А. На вкладные стельки с бахтармяной стороны наносят ровный тонкий слой клея. Стельку вклеивают так, чтобы не было морщин, складок и перекосов. Размер стельки должен соответствовать размеру обуви. На верхе заготовки, подкладке, а также лицевой стороне стельки не допускаются загрязнения.
Б. Клей (рецепты № 13,а,б;15,г,д;16;17;18;19;24).
В. Машина для намазки клеем деталей низа обуви; сосуд для клея; кисть.
64. Чистка подкладки
А. Подкладку очищают от загрязнений и клея водными или летучими смывочными жидкостями в зависимости от вида загрязнений, не допуская повреждений материала.
Б. Смывочная жидкость (рецепт № 43); бензин.
В. Щетка; тупой нож; резинка для чистки обуви; сосуд для смывочной жидкости.
65. Утюжка кожаного верха обуви
А. Кожаный верх обуви утюжат электрическими утюгами специальной формы. Все морщины, имеющиеся на верхе обуви, разглаживают, не допуская повреждений материала. Температура утюга 80-100° в зависимости от вида покрытия кожи.
В. Электроутюг.
66. Ручная отделка обуви
А. Все механические дефекты на верхе обуви, урезе и ходовой поверхности подошвы и боковой поверхности каблука, не влияющие на носкость обуви, тщательно заделывают. Неотполированные места на урезе подошв и набоек покрывают воском и отполировывают.
Б. Воск отделочный (рецепты № 23 -28); бензин; ацетаты.
В. Стол с вытяжкой; электроплитка; тупой нож; ножницы; электроутюг; отводки; суконка; шлифовальная шкурка № 6-8.
67. Ретуширование верха обуви
А. Пятна и незначительные повреждения пленки красителя ретушируют краской под цвет верха обуви. Заретушированные места не должны выделяться.
Б. Набор казеиновых и нитрокрасок основных цветов (рецепты № 13-22); смывочная жидкость (рецепт № 43).
В. Стол с вытяжкой; кисточки; сосуды для красок и растворителя.
68. Аппретирование кожаного верха (и низа) обуви
А. Всю поверхность кожаного верха и ходовую поверхность резиновых подошв и набоек, а также боковую поверхность резиновых каблуков покрывают ровным тонким слоем аппретуры так, чтобы не было пропусков, подтеков и полос. Обувь подсушивают в течение 8-12 мин. при температуре 16-20°. После сушки верх обуви должен иметь красивый внешний вид.
Б. Аппретура (рецепты № 29-35).
В. Стол с устройством для подсушки; сосуд с вращающимся валиком для аппретуры; морская губка.
(Примечание. В случае необходимости аппретируют второй раз.)
69. Полирование кожаного верха обуви
А. Кожаный верх обуви полируют на вращающихся мягких щетках до получения равномерного блеска.
В. Машина ХПП-1 для холодного полирования подошв и чистки верха обуви.
(Примечание. Операцию выполняют в случае применения восковых аппретур.)
70. Застегивание пуговиц или пряжек, или шнурование готовой обуви
А. Ремешки в обеих полупарах застегивают на пуговицы или пряжки. Обувь с блочками зашнуровывают не менее, чем на две пары нижних блочек. Концы шнурков завязывают узлом и вкладывают внутрь обуви. Длина шнурков должна соответствовать длине, установленной стандартом.
71. Клеймение фабричной марки, размера, полноты и цены
А. Клеймо фабричной марки, размера, полноты и цены проставляют методом горячего тиснения в геленочной части кожаных подошв с ходовой стороны. Оттиск клейма должен быть четким.
Клеймо размера, полноты и цены на резиновых подошвах проставляют в геленочной части штемпельными красками.
Б. Краски (рецепты № 36-39); растворитель (скипидар, гидролизный спирт) для промывания клейм.
В. Машина КТЗ или 05054/Р1, Р5, Р2 для клеймения фабричного товарного знака на обуви; набор клейм; ящик с гнездами для клейм; штемпельная подушка; сосуд для краски.
72. Упаковка обуви в коробки
А. Обувь укладывают в коробки носками в разные стороны и подошвами к боковым стенкам коробки. Коробка должна быть замаркирована в соответствии с требованиями стандарта.
Б. Коробки; бумага; штемпельная краска; клей (рецепты № 24; 25).
В. Сосуд для клея; кисть; штемпельная подушка; набор клейм.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"