
Технологический процесс
1. Увлажнение заготовок
А. Заготовки из хромовых кож должны содержать 20±3% влаги по отношению к их весу в увлажненном состоянии. Режим увлажнения в увлажнительной установке непрерывного действия: температура влажного воздуха 35±3%, относительная влажность воздуха 98±1 %, скорость движения воздуха 1-2 м/сек, продолжительность (в час.) увлажнения в зависимости от вида кож заготовки:
Шевро ............... 1,0 Хромовый выросток и опоек ............... 1,5-2,0 Хромовый полукожник ............... 2,5
Увлажненные заготовки можно хранить в открытом виде не более 15 мин. Более длительное время увлажненные заготовки; можно хранить только в закрытых металлических ящиках с сетчатым дном над водой.
В. Увлажнительная установка с паро-воздушной смесью непрерывного действия.
Примечание. Для увлажнения заготовок из всех видов хромовых кож, исключая кожи с казеиновым покрытием, допускается применение увлажнительной установки периодического действия 55032/Р1. Режим увлажнения: температура влажного воздуха в установке 50°, продолжительность 30-35 мин.
2. Намазка и вклеивание формованных задников
А. На кожкартонные формованные задники наносят с обеих сторон ровный тонкий слой клея и вставляют в заготовки так, чтобы задники были расположены симметрично относительно заднего шва (ремня) и не было перекосов. Грань формованного задника РФЗ-1 для обуви с глухой пяточной частью должна отстоять от края кромки заготовки на 13-14 мм, края кромки заготовки и формованного задника РФЗ-П (для обуви с круговым рантом) должны совпадать.
Б. Клей (рецепты № 15,г,д;16,а;17;18;19).
В. Приспособление для намазки клеем задников; приспособление для вклеивания задников в заготовку.
3. Предварительное формование пяточной части заготовок
А. Пяточную часть заготовки устанавливают на металлическом пуансоне симметрично и так, чтобы задний наружный ремень доходил до верхнего упора, а кромка формованного задника вместе с кромкой подкладки плотно прилегала к следу пуансона. В этом положении задний наружный ремень фиксируют приемом фиксатора, после чего производится продольная вытяжка берец. Левую полупару заготовки устанавливают на левом пуансоне, правую - на правом.
На каждом пуансоне формуют два смежных номера заготовки.
Температура формующего пуансона 85±5%, давление в сети 3,5±0,5 атм, продолжительность формования - 0,5-1,0 мин. Кожаная подкладка должна быть хорошо вытянута в продольном и поперечном направлениях и не иметь неровностей и складок.
В. Машина для предварительного формования пяточной части заготовки.
4. Формование и сушка пяточной части заготовок и их кромки
А. Пяточную часть заготовки устанавливают на металлическом формующем пуансоне симметрично и так, чтобы задний наружный ремень доходил до верхнего упора, а кромка формованного задника вместе с кромкой кожаной подкладки плотно прилегали к следу пуансона. Задний наружный ремень фиксируют прижимом фиксатора, после чего производится продольная вытяжка берец. В этом направлении пяточную часть заготовки фиксируют резиновыми обжимами, затем формуют кромку заготовки. Левую полупару заготовок устанавливают на левом, а правую - на правом пуансоне. На каждом пуансоне формуют два смежных номера в соответствии с размерами формованных задников.
В период формования пяточная часть заготовки должна быть высушена. Температура формующего пуансона 85±5° давление в сети 3,5±0,5 атм, продолжительность 1,5-2,0 мин. После формования все детали, входящие в пяточную часть (узел I) хорошо отформовывают и склеивают между собой. Кромка и ее грань должны быть четко выражены и не иметь складок и морщин, края кромки заготовки совпадать с краем кромки задника, а внутренняя форма пяточной части заготовки после формования соответствовать форме пяточной части колодки с прикрепленной рантовой стелькой, имеющей губу до пяточной части.
В. Машина для формования и сушки пяточной части заготовки и ее кромки.
(Примечания. 1. Тепловые режимы и продолжительность формования в зависимости от условий работы уточняет лаборатория фабрики.
2. При изготовлении специальной машины для формования и сушки пяточной части заготовки и ее кромки, предварительное формование пяточной части заготовки может совмещаться с окончательным ее формованием.)
5. Вклеивание подносков, промазка клеем межподкладки и боковинок, прессование передней части заготовок
А. Подноски из одно - и двухслойного гранитоля размягчают в растворителе в течение 0,5-1,0 мин. и провяливают соответственно в течение 3-4 и 4-6 мин. Подноски вставляют в заготовку между подкладкой и межподкладкой, центрируя их по гофрам союзки. При этом подноски должны сохранять клейкость при минимальном количестве растворителя.
Для заготовок из кож с нитро - и нитроакриловым покрытиями необходимо между верхом и подноском прокладывать пергаментную бумагу, соответствующую размеру подноска.
Большой слой подноска должен быть обращен к межподкладке, а малый слой к подкладке.
Боковинки промазывают клеем на ширину 14-16 мм.
Подкладку после промазки клеем межподкладки в зоне пристрачивания язычка и крыльев союзки приклеивают и разглаживают. Подкладку и подносок расправляют так, чтобы не было морщин и складок, после чего производится предварительное прессование передней части заготовок на прессе. Края текстильной подкладки и большого слоя подноска должны совпадать.
Б. Растворитель (рецепт №8); клей (рецепт № 19).
В. Сосуд для клея; приспособление для размягчения гранитолевых подносков; песочные часы; кисть; пресс 05143/Р1 для прессования носочной части заготовки обуви; сосуд для воды; губка.
Примечания. 1. Продолжительность провяливания подносков до их вклеивания в заготовку уточняет лаборатория фабрики.
2. При необходимости может быть допущена выдержка заготовок с вклеенными подносками в течение 4-6 мин.
3. Лаборатория фабрики может предусмотреть дополнительную промазку клеем межподкладки.
6. Формование и сушка носочно-пучковой части заготовок и их кромки
А. Переднюю часть заготовки вставляют между нижними и верхними пластинами полуавтомата таким образом, чтобы центрирующие гофры на союзке совпадали с ограничителями.
Задний наружный ремень устанавливают симметрично относительно центрирующей линии пяточного упора.
Левую полупару заготовки формуют на левом пуансоне, правую - на правом.
На каждом пуансоне без замены формующих органов можно формовать два смежных номера заготовки. Температура на формующем пуансоне 135°±5°, давление в сети 3,5±0,5 атм, продолжительность формования заготовок 1,5-2,0 мин.
После формования все детали, входящие в носочно-пучковую часть заготовки (узел II) хорошо отформовывают и склеивают между собой. Кромка и ее грань должны быть четко выражены и не иметь складок и морщин, край кромки заготовки совпадать с краем кромки большого слоя подноска, а внутренняя форма передней части заготовки после формования соответствовать передней части колодки с прикрепленной рантовой стелькой.
В. Машина для формования и сушки носочно-пучковой части заготовки и ее кромки; нож; ножницы.
Примечание. Тепловые режимы и продолжительность формования в зависимости от применяемых материалов и конкретных условий работы уточняет лаборатория фабрики.
7. Сборка формованных заготовок с формованными стельками
А. Пучково-геленочная часть заготовки должна быть увлажнена, затем заготовку с предварительно отформованными носочной и пяточной частями скрепляют скобками с губой стельки, (узел III).
Предварительно отформованную кромку заготовки строго центрируют с губой стельки по гофрам, расположенным на кромке заготовки и губе стельки.
Скобки располагают на расстоянии 1,5±0,3 мм от основания губы, считая по внутренней ее стороне, при расстоянии между центрами скобок 12±2 мм.
Рекомендуется вначале дать установочные скобки по три в носочной и в пяточной частях (для обуви с круговым рантом) и по одной-две с каждой стороны геленочной части.
Концы скобок должны проходить через всю толщу скрепляемых материалов и быть загнутыми на внутренней стороне губы стельки, параллельно ее поверхности.
Кромка заготовки должна плотно прилегать к губе стельки, а края кромки заготовки, подноска и концы крыльев задника по периметру совпадать с вершиной губы стельки. В случае изготовления обуви с круговым рантом, край задника по всему периметру должен совпадать с вершиной губы стельки.
Б. Проволока круглая диаметром 0,55±0,03 мм.
В. Машина 02087/Р1 с дополнительным рогом-упором для затяжки скобками; ручные затяжные клещи; скобковытаскиватель; электроутюг; измерительная линейка.
(Примечание. Допускается выполнение операции скрепления кромки формованной заготовки со стелькой раздельно по участкам. В этом случае сначала скрепляют затяжную кромку заготовки в пяточной и носочной (по периметру жесткого подноска) частях, затем в заготовку со стелькой вставляют раздвижную колодку и скрепляют в перейменной части. Нормативы для раздельного скрепления затяжной кромки те же, что и для одновременного скрепления по всему периметру.)
8. Запрессовка колодок в заготовки и формование их геленочной части
А. Пяточную часть колодки вставляют в заготовку, собранную из формованных узлов и деталей, таким образом, чтобы продольная ось заднего наружного ремня проходила по середине закругления пяточной части колодки. Носочную часть колодки при помощи направляющего паза вставляют до тех пор, пока защелка не зафиксирует ее конечного положения. Одновременно берцы подтягивают и шнуруют. При этом заранее отформованная передняя часть заготовки должна совпадать с передней частью колодки и заранее отформованная стелька - со следом колодки. Длина шнурков в зависимости от рода и размера обуви приведена в табл. 4.
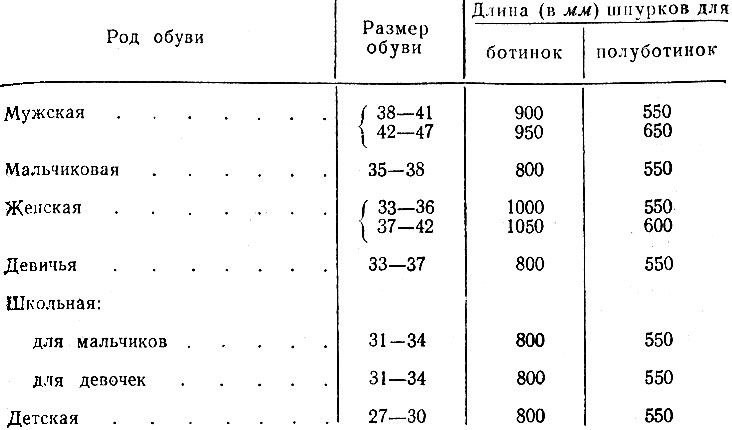
Таблица 4
(Примечание. При изменении количества блочек в обуви длину шнурков устанавливает лаборатория фабрики.)
Средние мягкие участки заготовки доформовывают подогретыми пуансонами, соответствующими по форме геленочнои части обуви. Температура пуансонов 60°. Продолжительность формования 0,5-1,0 мин.
Пневматическая машина двухсекционная. На каждой стороне секции машины формуют обувь двух смежных размеров.
Колодки должны быть вставлены так, чтобы обувь не была повреждена. Размер и фасон колодки должны соответствовать размеру и фасону обуви. Если пяточная часть платформы снабжена подогревателем, то за время формования геленочной части должно произойти клеевое соединение кромки заготовки и стельки в пяточной части.
В. Машина для запрессовки колодок в обувь и формования ее геленочной части; молоток.
9. Увлажнение и провяливание рантов
А. Кожаный рант шириной 11-12 мм увлажняют и провяливают. Увлажненный рант должен содержать 30±3% влаги по отношению к его весу в увлажненном состоянии. Рант увлажняют, погружая его в воду при температуре 25±2° на 10-15 сек. Затем его провяливают в течение 1,5-2,0 час. в шкафу или во влажной мешковине. При сгибании ранта на 180° на его поверхности не должна выступать вода.
В. Сосуд для воды; шкаф для провяливания; мешковина.
Примечание. В случае применения фигурного ранта операция "Увлажнение рантов" заменяется операцией "Формование кожаного ранта".
10. Пришивание рантов
А. Рант пришивают к губе стельки до ее пяточной части; а в случае круговой губы по всему периметру однониточным швом.
Одновременно с рантом к губе стельки пришивают кромку заготовки.
Строчка должна быть хорошо утянута в желобок ранта и в угол основания губы с внутренней стороны.
Длина стежков для текстильной губы 6-8 мм.
Нить равномерно пропитывают варом. Температура вара в бачке машины 55±5° для капроновых и анидных ниток и 70±5° для льняных ниток.
Ниточный шов, рант и губа стельки не должны иметь повреждений.
Б. Нитки капроновые или анидные № 1,3 (структура 34/6/4) или № 1,8 (структура 34/6/3), или льняные № 9,5/7 или № 9,5/8; вар (рецепт № 40).
В. Машина МВР-1 или 03030/Р2 для пришивания ранта к губе стельки; рантоводитель измененной конструкции (для вшивания формованного кожаного ранта); иглы машинные специальные 16А № 224 или 240; затяжные клещи; нож.
11. Выравнивание рантового шва и надсечка рантов
А. Излишки рантового шва срезают вровень с краем губы, не повреждая скрепляющий ниточный шов и губу стельки.
В носочной части с бахтармяной стороны рант надсекают под углом 30° на глубину 1/2-1/3 его толщины, расстояние между надсечками 9±1 мм, количество надсечек 5-8.
В. Машина 04128/Р2, 04128/Р3 для обрезки излишков ранта обуви; ножницы; нож.
12. Спускание и закрепление концов ранта, прикрепление подпяточников или "подковок"
А. Концы ранта, выступающие по длине за край губы на 8-10 мм, должны быть спущены с бахтармяной стороны на всю толщину ранта при ширине спуска 7±1 мм. "Подковки" или подпяточники прикрепляют лицевой стороной к затяжной кромке тремя тексами. Тексы располагают следующим образом: один на продольной оси в пяточной части, два на расстоянии 30±5 мм от края ранта и 5,0±0,5 мм от грани стельки.
Б. Текс ручной № 11-13; текс машинный.
В. Машина "Ювель" 314 для скашивания и закрепления гвоздями концов ранта или машина М-32-2 для прикрепления простилки гвоздями; нож; молоток; тексовытаскиватель.
13. Прессование узла скрепления "рант - губа стельки"
А. Узел скрепления "рант - губа стельки" прессуют до остывания вара и высыхания ранта. Обувь устанавливают в соответствующие секции машины. После формования все детали, входящие в узел, должны быть вровень с губой стельки, формованная поверхность узла гладкой, рант плотно прижат к затяжной кромке, а стежки шва, прикрепляющие рант, не возвышаться над рантом.
В. Машина для прессования узла "рант - губа стельки"; молоток.
14. Простилание следа обуви
А. Пространство, ограниченное губой стельки и затяжной кромкой в пяточной части, полностью заполняют простилкой, скрепленной с супинатором, без наложения простилки на губу стельки.
Простилка из войлока или простилочного картона должна соответствовать форме следа обуви, возвышаться над губой стельки на 1,0±0,5 мм и быть прочно приклеена в носочной и пяточной частях к стельке.
Б. Клей (рецепты № 1, а; 17; 18; 19; 20; 24).
В. Опорная стойка; молоток; сосуд для клея; щетка.
15. Намазка клеем следа обуви, подошв и сушка
А. На поверхность ранта с бахтармяной стороны, а также на подпяточник (или "подковку") и простилку наносят ровный тонкий слой клея. Всю поверхность подошвы с неходовой стороны намазывают клеем. Клеевую пленку высушивают в сушиле. Обувь в сушиле располагают следом вверх, подошву клеевой пленкой кверху.
Б. Клей (рецепты № 1,а;15,а,б,в).
В. Сушило; сосуд для клея; кисть; машина для намазки клеем деталей низа обуви.
16. Накладка подошв
А. Подошву, соответствующую фасону и размеру обуви, накладывают на след так, чтобы не было перекосов и края подошвы совпадали с выступающим краем формованного ранта. Допуск на несовпадение 1 мм. Рант по всему периметру располагают под прямым углом к боковой поверхности губы стельки, плотно прижимают и приклеивают к подошве. Поверхность ранта не должна быть деформирована.
В. Машина РМ для околачивания ранта обуви.
Примечание. При накладке подошв на машине НПС или 04041/Р1 предварительно должна выполняться операция "вколачивание рантов".
17. Пристрачивание подошв и обрезка концов ниток
А. Подошву прикрепляют к ранту двухниточным швом. Строчка должна проходить на расстоянии 2,5±0,5 мм от грани затянутой обуви. Длина стежков ниточного шва, скрепляющего резиновые пористые подошвы с рантом, 4,5±0,5 мм.
В случае применения кругового ранта в пяточной части строчка должна проходить по ходовой стороне подошвы, а видимая часть строчки не доходить до линии фронта каблука не менее, чем на 10 мм.
Стежки шва хорошо утягивают, не допуская строчки с пропусками и обрывами нитей или просечки материала.
Нитки со шпульки, расположенные со стороны подошвы, пропитывают варом. Нитки с бобины, проходящие по ранту, пропитывают мыльной эмульсией.
Температура вара 55±5° для капроновых или анидных ниток и 65±5° для льняных ниток. Концы ниток со стороны ранта и подошвы срезают. Верх обуви не должен быть поврежден, а на порезку подошвы попадать масло с машины.
Б. Нитки с бобины капроновые или анидные с соответствующей пропиткой № 1,8 (структура 34/5/3), или льняные № 6; нитки со шпульки капроновые или анидные № 2,0 (структура 34/5/3), или льняные № 5; вар (рецепт № 40); мыльная эмульсия; бензин.
В. Машина СПР или 03028/Р1 для пристрачивания подошв; игла 29А № 200; шило 18В № 155; нож.
(Примечание. При централизованной намотке шпуль на машине 04077/Р2 вводится операция "Наматывание ниток на шпули".)
18. Прикрепление пяточной части подошв
А. Пяточную часть подошвы прикрепляют подошвенными гвоздями снаружи. Расстояние между центрами гвоздей 10- 12 мм. Острия гвоздей должны быть загнуты на стельку. Расстояние гвоздей от края стельки 3-5 мм.
Б. Подошвенные гвозди № 16-18.
В. Машина АСГ-16 или ПМБ, 04106/Р2 для прикрепления пяточной части подошвы гвоздями со специальным приспособлением для прикрепления подошвы к обуви, находящейся на колодке; молоток; кусачки.
19. Чистка порезки, намазка клеем порезки, пяточной части подошв и каблуков, сушка
А. Всю внутреннюю поверхность порезки протирают бензином с помощью кисти. На поверхности порезки не должно оставаться сгустков вара, масла и других загрязнений.
На обе поверхности порезки, отшкуренную поверхность подошвы и ляпис каблука наносят тонкий слой клея так, чтобы не было наплывов, пропусков и верх обуви и подошвы не были загрязнены клеем. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Бензин; клей (рецепты № 11,б,в,г,е,ж;12,б,е;15,а,б,в).
В. Сушило; сосуд для бензина; сосуд для клея; кисть; щетка; опорная стойка.
20. Активация клеевых пленок, наложение каблуков, приклеивание подрезанного слоя подошв и каблуков
А. Клеевые пленки в порезке, на пяточной части подошвы и выемке каблука разогревают под рефлектором в течение 1-3 мин. и температуре воздушной зоны над уровнем деталей 100-120°. После разогрева клеевая пленка должна иметь вид маслянистой поверхности.
Подрезанную часть подошвы плотно прижимают по всему периметру, затем на пяточную часть подошвы накладывают каблук и загружают в пресс. Давление в сети 3,5±0,5 атм. Порезка по всему периметру подошвы и каблук должны быть прочно склеены. Поверхность подошвы должна быть гладкой. Между подрезанными слоями подошвы, а также подошвой и каблуком не допускаются зазоры и расщелины. Клеевую пленку можно разогревать только на порезке и пяточной части подошвы и можно не разогревать на выемке каблука при обеспечении надлежащей прочности склеивания.
В. Нагреватель рефлекторного типа; пресс типа ПКБ-О для приклеивания подошв.
21. Фрезерование уреза подошв и каблуков
А. Урез подошвы по всему контуру и боковую поверхность каблука фрезеруют каблучным фрезером (малое перо 1,5 мм при угле наклона 25 или 45°), не допуская повреждений стежков на подошве и ранте.
Полка уреза по всему контуру должна быть перпендикулярна к краю подошвы, урез в обеих полупарах иметь одинаковую Ширину и соответствовать фасону колодки.
В. Машина ФУП-1 или ФУП-2-0 для фрезерования уреза подошв; комплект фрезеров; нож для подрезки уреза.
Примечание. В случае применения каблуков типа УМ-2 допускается обработка их боковой поверхности только в месте соединения каблука и подошвы.
22. Шлифование уреза подошв и каблуков, удаление пыли
А. Боковую поверхность подошвы и каблука шлифуют по форме следа обуви шлифовальной шкуркой. Форма подошв и каблуков в паре должна быть одинаковой, боковая поверхность каблука (за исключением каблуков типа УМ-2) составлять прямо! угол с плоскостью ходовой поверхности каблука. Не допускаются повреждения верха обуви, а также неровности и сожженные места на поверхности подошвы и каблука.
Первое шлифование выполняют шлифовальной шкуркой № 20-32,второе - шлифовальной шкуркой № 8-10. Пыль после шлифования удаляют.
В. Машина CKП или МШК-О для шлифования каблуков обуви; шлифовальные шкурки № 20-32 и № 8-10; волосяная щетка.
23. Подборка рантов (и подпяточников или "подковок.")
А. По всему периметру ранта (и подпяточника или "подковки") снимают фаску шириной 1,0-1,5 мм под углом 45о. Фаска подобранного ранта должна быть ровной, одной ширины по всему периметру, без выхватов. Стежки шва не должны был повреждены. Урез ранта подправляют вручную ножом.
В. Машина ФУП-1 или ФУП-2-О для фрезерования уреза, подошв; фрезеры; нож для подрезки уреза.
24. Окрашивание торца рантов (и уреза подошв, боковой поверхности Каблуков)
А. На торец кожаного ранта или на торец ранта и урез подошвы и боковую поверхность резинового каблука наносят ровный тонкий слой краски, не загрязняя заготовку. Цвет краски должен соответствовать цвету заготовки. Продолжительность сушки 20-25 мин. при температуре 18-20°.
Б. Краска(рецепт № 1).
В. Краскомешалка 04251/Р2; кисть; стол с устройством для подсушки.
(Примечание. Допускается окрашивание лицевой поверхности ранта.)
25. Нанесение воска на торец кожаных рантов(и подпяточников или "подковок")
А. На торец кожаного ранта (и подпяточника или "подковки") наносят разогретый воск ровным слоем, без пропусков, наплывов и, не загрязняя воском заготовку, стежки шва на поверхности ранта и урез подошвы. Температура расплавленного воска - не выше 80-90°.
Б. Воск отделочный (рецепт № 25 - мягкий воск; 26; 28).
В. Машина для нанесения воска на торец ранта(с фумелем)
( Примечания. 1. Если воск наносят на машине без фумеля, то рекомендуется после нанесения воска горячее полирование торца кожаного ранта.
2. Допускается полирование торца кожаного ранта на кожаных катушке на поверхность которых нанесен воск, с последующим полированием волосяными щетками.)
26. Чистка верха и низа обуви
А. Верх и низ обуви очищают от пыли и загрязнений. Пыль удаляют щеткой, грязные пятна - водой или смывочной жидкостью, жирные пятна - бензином "галоша", пятна от водных клеев - водой, пятна от клеев на органических растворителях - растворителем малой концентрации, пятна от водных отделочных красок - водой. Пленка красителя не должна быть повреждена.
Б. Смывочная жидкость (рецепт № 43); растворители.
В. Машина типа ХПП-1 для холодного полирования подошв и чистки верха обуви; сосуд для смывочной жидкости; тупой нож; резинка для чистки обуви; хлопчатобумажный лоскут.
27. Удаление колодок из обуви и их периодическая чистка
А. Шнурки на заготовках развязывают и след обуви устанавливают параллельно плоскости стола машины. После вставки замка колодки в устройство движущегося рычага и освобождения фиксатора замка удаляют переднюю часть колодки. Пяточную часть вынимают вручную. При удалении колодок не допускаются деформация обуви и повреждение заготовки.
Всю поверхность колодки, кроме следа, протирают губкой, смоченной смывочной жидкостью, затем чистят вращающимися щетками. На колодке не должно быть остатков клея, талька и других загрязнений. Поверхность носочной части колодки покрывают тонким слоем материала для смазки колодки.
Б. Смывочная жидкость (рецепт № 46); материал для смазки колодок (рецепт № 45); парафин; тальк.
В. Машина для удаления колодок из обуви; машина ХПП-1 для холодного полирования подошв и чистки верха обуви; тупой нож; губка; сосуд для смывочной жидкости.
(Примечание. Чистку колодок выполняют периодически, по мере надобности.)
28. Проверка и чистка гвоздей внутри обуви
А. На внутренней поверхности пяточной части стельки не должно быть выступающих концов гвоздей.
В. Машина для зачистки концов гвоздей; рашпиль; молоток; кусачки.
29. Вклеивание подпяточников
А. На подпяточник с бахтармяной стороны наносят ровный тонкий слой клея. Подпяточник вклеивают так, чтобы не было морщин, складок и перекосов. Заготовка, подкладка, а также лицевая сторона подпяточника не должны быть загрязнены.
Б. Клей (рецепты № 15,г,д;16;17;19;24).
В.
Сосуд для клея; кисть.
30. Ручная отделка обуви
А. Все механические дефекты на верхе обуви, урезе и ходовой поверхности подошвы и боковой поверхности каблука, не влияющие на носкость готовой обуви, тщательно заделывают. Товарный вид обуви при этом не должен быть ухудшен. Неотполированные места на урезе подошв и набоек покрывают воском и отполировывают.
Б. Воск отделочный(рецепты № 23;24;25;26;28); бензин; ацетаты.
В. Стол с вытяжкой; электроплитка; тупой нож; ножницы; электроутюг; отводки; суконка; шлифовальная шкурка № 6-8.
31. Ретуширование верха обуви
А. Пятна и незначительные повреждения пленки красителя ретушируют краской под цвет верха обуви. Заретушированные места не должны выделяться.
Верх обуви из кож с нитроакриловым и акриловым покрытиями ретушируют нитрокрасками, а с казеиновым покрытием - казеиновыми красками.
Б. Набор казеиновых красок и нитрокрасок основных цветов (рецепты № 12-22).
В. Стол с вытяжкой; кисточки; сосуды для красок и растворителей.
32. Аппретирование верха и низа обуви
А. Всю поверхность верха и низа обуви покрывают ровным тонким слоем аппретуры так, чтобы не было пропусков, подтеков и полос.
Продолжительность сушки аппретированной поверхности 8- 12 мин. при температуре 18 - 20°.
Для аппретирования цветной обуви из кож с нитроцеллюлозным и нитроакриловым покрытиями рекомендуется применять светлые спиртовые аппретуры, изготовленные из отбеленного шеллака.
Б. Аппретура(рецепты № 29-35).
В. Стол с устройством для подсушки; сосуд для аппретуры; морская губка.
Примечание. В случае необходимости аппретируют второй раз.
33. Клеймение фабричной марки, размера, полноты и цены
А. Клеймо фабричной марки, размера, полноты и цены проставляют методом горячего тиснения в геленочной части кожаных подошв с ходовой стороны. Оттиск клейма должен быть четким.
Клеймо размера, полноты и цены на резиновых подошвах проставляют в геленочной части штемпельными красками.
Клеймо фабричной марки в обуви на резиновой подошве ставят на подкладке или вкладной полустельке.
Б. Краска (рецепты № 36-39); растворитель (скипидар, гидролизный спирт) для промывания клейм.
В. Машина КТЗ для клеймения фабричного товарного знака на обуви; набор клейм; ящик с гнездами для клейм; штемпельная подушка; сосуд для краски.
34. Упаковка обуви в коробки
А. Обувь укладывают по одной паре в коробку носками в разные стороны и подошвами к боковым стенкам коробки. Между полупарами обуви рекомендуется прокладывать бумагу. Коробка должна быть замаркирована в соответствии с требованиями стандарта.
Б. Клей (рецепты № 24; 25); коробки; бумага; штемпельная краска.
В. Сосуд для клея; кисть; штемпельная подушка; набор клейм.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"