
Технологический процесс
1. Увлажнение заготовок
А. Заготовки из хромовых кож должны содержать 27±2% влаги по отношению к их весу в увлажненном состоянии (привес влаги 10-12% к начальному состоянию). Режим увлажнения в увлажнительной установке непрерывного действия: температура влажного воздуха 35±3, относительная влажность воздуха 98±1%, скорость движения воздуха 1-2 м\сек,продолжительность(в час.)увлажнения в зависимости от вида кожи заготовок следующая:
Шевро.......... 1,0 Хромовый выросток и опоек, обувной шеврет 1,5-2,0 Хромовый полукожник, свиная хромовая кожа 2,5
Увлажненные заготовки можно хранить в открытом виде не более 15 мин. Более длительное время увлажненные заготовки можно хранить только в закрытых металлических ящиках с сетчатым дном над водой.
B. Увлажнительная установка непрерывного или периодического действия с паро-воздушной смесью.
(Примечание. Для увлажнения заготовок из всех видов хромовых кож (исключая шеврет и кожи с казеиновым покрытием, а также заготовки для модельной обуви)допускается применение увлажнительной установки 55032/Р1 периодического действия. В этом случае рекомендуется следующий режим увлажнения: температура влажного воздуха в установке 50°,продолжительность 45-60 мин.)
2. Подбор колодок
А. Колодки подбирают по фасону, размеру и полноте. Они должны быть парными и соответствовать заготовкам, иметь исправные клинья, замки, верхние площадки, втулки, и металлические пластинки в пяточной части следа.
При замкнутом цикле работы с конвейера снимают поврежденные колодки и заменяют соответствующими новыми.
3. Чистка колодок
А. Всю поверхность колодки, кроме следа, протирают губкой, смоченной смывочной жидкостью, затем очищают вращающимися щетками, удаляя остатки клея, талька и другие загрязнения. Очищенную колодку полируют на кожаном валике, на поверхность -которого нанесен воск. Колодка должна иметь гладкую и чистую поверхность.
Б. Смывочная жидкость(рецепт № 46); воск(рецепт № 27).
В. Машина ХПП-1 или 04218/Р7 дли холодного полирования подошв и чистки верха обуви; тупой нож; губка; сосуд для смывочной жидкости.
(Примечание. Операцию выполняют по мере надобности.)
4. Прикрепление стелек
А. Стельку прикрепляют к колодке пятью-семью скобками. Скобки забивают следующим образом: одна-три скобки в носочной части на расстоянии 10-15 мм от губы стельки, две в пучковой части по одной с каждой стороны на расстоянии 10-15 мм от губы стельки, одну в середине геленочной части и одну в пяточной части в пробке колодки. Длина скобки 12-15 мм. Скобки должны выступать над поверхностью стельки на 2-3 мм, стелька плотно прилегать к следу колодки, а края стельки полностью совпадать по контуру со следом колодки по всему периметру.
Б. Проволока скобочная сечением 1,07x0,63 мм.
В. Машина ППС-С или 04054/Р1 для временного прикрепления стелек и подошв скобками; скобковытаскиватель.
5. Фрезерование пяточной части стелек
А. Края стельки, выступающие в пяточной части за грань колодки, срезают фрезером. Края стельки после фрезерования должны полностью совпадать с контуром следа колодки и профиль среза в пяточной части являться продолжением профиля боковой поверхности пяточной части колодки.
В. Машина ФУП-1 или ФУП-2-0 для фрезерования уреза подошв; фрезеры; нож.
Примечания. 1. Допускается вместо фрезерования обрубка пяточной части стелек. 2. Операция выполняется в случае необходимости.
6. Намазка колодок
А. Поверхность носочной и пяточной частей колодки покрывают тонким слоем материала для смазки колодок. Допускается припудривание колодок тальком.
Б. Материалы для смазки колодок (рецепт № 45); парафин; тальк.
В. Сосуд для смазывающего материала; щетка или губка.
7. Увлажнение и провяливание кожаных задников и подносков
А. Кожаные задники и подноски должны содержать 30±5% влаги по отношению к их весу в увлажненном состоянии. Детали увлажняют пачками под давлением в 30 атм - задники в течение 20-30 сек., подноски - 10-20 сек. в зависимости от толщины и плотности деталей. После увлажнения пачки деталей вынимают из машины и укладывают на 10 мин. для стекания воды. При сгибании деталей на 180° на их поверхности не должна выступать вода.
В. Машина типа УДН для увлажнения деталей низа обуви под давлением; ванна для воды; шкаф для провяливания; песочные часы.
(Примечание. При отсутствии машины допускается увлажнение погружением в воду при температуре 20+2° с последующим провяливанием в течение 1,5-2,0 час. во влажной мешковине. Продолжительность увлажнения в зависимости от применяемых материалов устанавливает лаборатория фабрики.)
8. Вклеивание задников
А. На кожкартонные и кожаные формованные задники с обеих сторон наносят ровный тонкий слой клея и вставляют в заготовку. Задник должен быть расположен в заготовке так, чтобы не было перекосов, а грань формованного задника отстояла от края затяжной кромки заготовки внутрь на 13-14 мм. Гранитолевый задник размягчают в растворителе в течение 10- 20 сек., провяливают в течение 0,5-2,0 мин. и вставляют в заготовку так, чтобы его большой слой был обращен к подкладке. Задник не должен доходить до нижнего края заготовки на 1-3 мм.
На кожаный неформованный задник с обеих сторон наносят ровный тонкий слой клея и вставляют в заготовку таким образом, чтобы его лицевая сторона была обращена к подкладке. Задник располагают так, чтобы не было перекосов и чтобы он не доходил до нижнего края заготовки на 1-3мм.
Задинки или соответствующую часть берцев и подкладки распределяют так, чтобы не было складок и морщин.
В. Клей (рецепты № 13,а,б;15,г,д;16;17;18;19;20;24;25,б;26);растворитель(рецепт № 8).
В. Приспособление для размягчения гранитолевых задников или приспособление для намазки клеем задников; приспособление для вклеивания задников в заготовку; шкаф с вытяжкой; песочные часы.
(Примечание. При ранговой стельке с круговой губой применяют формованнные кожкартонные задники с отогнутым краем затяжной кромки.)
9. Предварительное формование пяточной части заготовок
А. Заготовку со вставленным задником надевают на упор по форме пяточной части колодки и вытягивают так, чтобы задник плотно прилегал к заготовке, а подкладка и верх заготовки были хорошо вытянуты, без складок и морщин. Швы заготовки не должны быть повреждены.
Б. Машина ПФП-0 или 02031/Р1, 02094/РЗ, 02094/Р4, 02114/P5.
(Примечание. Температура нагрева пуансона не выше 80-90°.)
10. Вклеивание подносков
А. Гранитолевый подносок размягчают в растворителе в течение 10-20 сек., провяливают в течение 0,5-2,0 мин. и вставляют между верхом и подкладкой так, чтобы большой слой был обращен к подкладке. Подносок располагают симметрично относительно носочной части заготовки так, чтобы он не доходил до края заготовки на 3 - 5 мм и не было перекосов. Носочную часть верха обуви расправляют на подноске.
Мофориновый подносок размягчают в растворе хлористого аммония в течение 10-20 сек., провяливают в течение 2-3 мин. и вставляют в заготовку так же, как и гранитолевый подносок.
На кожаный подносок наносят с обеих сторон тонкий ровный слой клея и вставляют в заготовку таким образом, чтобы его лицевая сторона была обращена к подкладке. Подносок не должен доходить до края затяжной кромки заготовки на 3-5 мм.
Б. Растворитель(рецепт № 8); клей(рецепты № 13, а, б; 15, г, д; 16; 17; 18; 19; 26);5%-ный раствор хлористого аммония.
В. Шкаф с вытяжкой; приспособление для размягчения подносков; песочные часы; сосуд для клея; кисть.
( Примечания. 1. В обуви с верхом из дублированных текстильных материалов подносок вставляют между настрочными деталями и деталями верха из дублированного текстиля или в специальный карман.
2. В случае применения для верха обуви недостаточно плотных текстильных материалов и свиных кож, а также при мофориновом подноске рекомендуется вкладывать между подноском и верхом бумажную прокладку.)
11. Надевание заготовок на колодки и установка пяточной части заготовок
А. Заготовку, соответствующего размера, фасона и полноты, надевают на колодку, прикрепляют к стельке одним тексом, проходящим через задний ремень (шов) заготовки, задник и подкладку. Задний шов располагают по середине закругления пяточной части колодки.
Высота берцев, задинок и задников по заднему шву в паре обуви должна быть одинакова. На пяточной части подкладки не должно быть складок.
Б. Текс ручной; текс машинный № 9.
В. Машина 02015/Р5 для установки на колодке заднего наружного ремня заготовки обуви; опорная стойка; затяжные клещи; молоток; тексовытаскиватель; приспособления для хранения гвоздей; измерительный шаблон.
(Примечание. В заготовке обуви с подкладкой из меха предварительно удаляют на машине АСГ-13 или ФЛК, 01146/Р5 ворсовой слой меха на ширину затяжной кромки.)
12. Обтяжка заготовок
А. Носочную часть заготовки, предварительно вытянутую настольными клещами, обтягивают и прикрепляют затяжную кромку к стельке на машине пятью тексами - одним в передней части и двумя с каждой стороны носка у основания губы. Текс забивают на 2/3 его длины. Заготовку хорошо вытягивают и симметрично располагают на колодке. Поперечная линия носка должна быть перпендикулярна продольной оси колодки, носки и союзки должны быть в паре одинаковыми по длине и положению на колодке. На подкладке не допускаются складки.
Б. Текс машинный.
В. Машина типа ОМ-4М для обтяжки заготовки на колодке; затяжные клещи; тексовытаскиватель; измерительный циркуль; измерительный шаблон; кусачки.
13. Перетяжка висков и пучков
А. В заготовке подтягивают и расправляют подкладку и задник, а затем ее прикрепляют к стельке четырьмя тексами - по одному с каждой стороны в висках задника на расстоянии 2-4 мм до начала губы стельки и по одному с каждой стороны в пучках у основания губы. В висках задника гвозди забивают наглухо, а в пучках на 2/3 их длины.
Заготовка должна плотно облегать пяточную часть колодки, а высота задинок и задников быть в обеих полупарах одинаковой и соответствовать шаблонам.
Б. Текс ручной.
В. Опорная стойка; затяжные клещи; молоток; тексовытаскиватель; приспособление для хранения гвоздей; измерительный циркуль; измерительный шаблон.
(Примечание. При рантовой стельке с круговой губой в висках задника текс вбивают в угол губы стельки.)
14. Затяжка пяточной части заготовок
А. Пяточную часть заготовки затягивают так, чтобы заготовка и задник плотно облегали пяточную часть колодки, по боковой поверхности и грани следа обуви не было складок, а затяжная кромка была уложена небольшими, равномерно распределенными складками на стельку.
Текс забивают наглухо, не просекая верха заготовки. Концы тексов должны быть хорошо загнуты на стельке и не выступать над ее поверхностью. Расстояние от центра тексов до грани стельки 8-10 мм, расстояние между центрами тексов 8 мм.
Затяжку пяточной части заготовки при круговой губе выполняют так. Текс от установки пяточной части заготовки и перетяжки висков удаляют. Пяточную часть заготовки затягивают на колодку пластинами с профилем, соответствующим фасону и размеру обуви.
Подкладка в пяточной части должна быть хорошо вытянута, пяточная часть заготовки, задник и подкладка плотно вдавлены н наружный угол губы стельки пластинами и притянуты обвязочной проволокой, а концы проволоки прочно закреплены тексом и загнуты во внутрь от грани стельки. Теме, вбивают в наружный угол стельки с каждой стороны пятки на расстоянии 16±2 мм от конца пластин. Заготовка и задники должны облегать пяточную часть колодки так, чтобы не было складок по боковой поверхности и грани следа обуви, а грань обуви по всему контуру пятки четко выражена. Губа стельки не должна быть смята.
Б. Текс машинный; текс ручной; проволока обвязочная диаметром 0,7±0,05 мм.
В. Полуавтомат 02038/Р2 для затяжки пяточной части заготовки обуви; машина типа АСГ-4 для затяжки пластинами пяточной части заготовок обуви; затяжные клещи; молоток; тексовытаскиватель.
15. Затяжка бочков
А. Затяжку бочков начинают с внутренней стороны обуви в направлении от носочной к пяточной части.
Боковые стороны заготовки должны облегать колодку так, чтобы не было складок по грани стельки и были небольшие, равномерно расположенные складки по затяжной кромке. Подкладку и боковинки хорошо вытягивают, не допуская складок выше грани стельки. Материал заготовки в геленочной части вытягивают перпендикулярно грани стельки, в пучках под углом 30° к линии носка. Затяжную кромку в бочках прикрепляют к губе стельки скобками, расположенными на 1,5±0,3 мм от ее основания (по внутренней стороне) при расстоянии между центрами скобок 20±1 мм. Расположение первой скобки при начале затяжки 11±1 мм от линии пристрачивания носка, а последней скобки 9±1 мм от конца губы стельки. Концы скобок должны проходить через всю толщину скрепляемых материалов и быть загнутыми на внутренней стороне губы стельки параллельно ее поверхности.
Б. Проволока круглая затяжно-скобочная диаметром 0,55±0,03 мм.
В. Машина 02087/Р1 для затяжки скобками бочков заготовки обуви; затяжные клещи; скобковытаскиватель; измерительный циркуль; измерительная линейка.
16. Затяжка носочной части заготовок
А. Обтяжной текс удаляют. Носочную часть заготовок затягивают на колодку пластинами с профилем, соответствующим фасону и размеру обуви. Носочная часть заготовок должна облегать, колодку так, чтобы не было складок и морщин и все ее слои были хорошо расправлены, плотно вдавлены в наружный угол губы стельки пластинами и (притянуты обвязочной проволокой. Концы проволоки прочно закрепляют тексом и загибают во внутрь от грани стельки. Текс вбивают в наружный угол губы стельки с каждой стороны носка на расстоянии 16±2 мм от конца пластин. Грань обуви по всему контуру носочной части должна быть четко выражена, затянутая носочная часть заготовки в паре одинаковой по длине, ширине и точно соответствовать форме колодки. Губа стельки не должна быть смята, а носочная часть заготовки перекошена.
Б. Текс ручной; обвязочная проволока.
В. Машина АСГ-18 или АСГ-26, 02097/Р5 для затяжки пластинами носочной части заготовок обуви; затяжные клещи; молоток; тексовытаскиватель; измерительный шаблон; измерительный циркуль.
17. Горячее формование пяточной части обуви
А. Пяточную часть обуви формуют с помощью установленной в прессе металлической формы с подогревом, соответствующей фасону и размеру обуви. На одной форме обрабатывают не более двух смежных размеров левых или правых полупар обуви.
Режим формования: температура нагрева металлических форм 90-100°, давление в сети 3,0-3,5 атм, продолжительность выдержки 20-40 сек. Грань пяточной части обуви должна быть четко выражена и не иметь пережогов, складок и морщин.
В. Пресс ПГФ для горячего формования носочной и пяточной частей обуви; металлические формы; молоток.
18. Разглаживание верха обуви
А. Верх обуви разглаживают направленной струей горячего воздуха, а небольшие складки утюжком, укрепленным на станине машины. Температуру нагрева воздуха устанавливают в зависимости от материала верха обуви.
В. Машина 04219/Р2.
(Примечание. Операцию можно выполнять на отделочном участке.)
19. Сушка обуви
А. Продолжительность сушки внутренних деталей обуви (задников и подносков) при постоянном режиме в зависимости от типа покрытия кожи заготовок и температура сушки приведены в табл. 2. Относительная влажность воздуха принята 30%,скорость движения воздуха 1 м/сек.
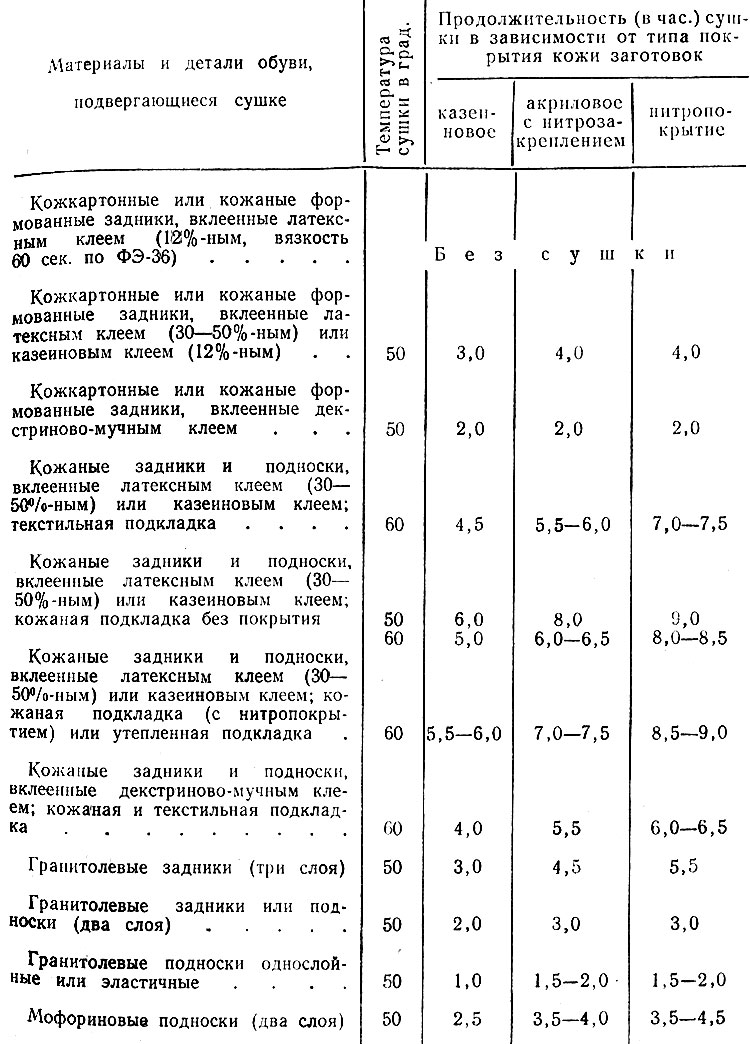
Таблица 2
При переменном режиме сушки с перепадом температур в пределах 45-65° продолжительность сушки увеличивается в 1,5 раза.
Обувь текстильную с кожаными задниками и подносками сушат при температуре 50-52° 3,5-4,0 часа, с гранитолевыми задниками и подносками при температуре 65° 2,5-3,0 часа.
Содержание влаги в кожаных деталях после сушки должно быть не выше 18%, в кожкартонных - не выше 12%, остатков влаги и летучих веществ в деталях из мофорина и гранитоля - не выше 12% по отношению к их весу.
В. Сушило конвекционного типа непрерывного действия.
( Примечания. 1. Допускается сушка обуви инфракрасными лучами в радиационных установках элеваторного типа или РКСО-152 в случае применения кожкартонных формованных задников и мофориновых подносков.
2. Радиационная сушка для модельной обуви не рекомендуется.)
20. Удаление обтяжного, установочного текса и проволоки
А. Обтяжной, установочный текс и обвязочную проволоку в носочной части удаляют, не повреждая деталей верха обуви.
В. Опорная стойка; кусачки; тексовытаскиватель; приспособление для удаления гвоздей и проволоки.
(Примечание. При рантовой стельке с круговой губой удаляют точной части обуви обвязочную проволоку.)
21. Обрезка излишков затяжной кромки
А. Излишки затяжной кромки, выступающие над губой стельки более, чем на 2-3 мм, должны быть срезаны.
В. Машина 02016/Р1 для обрезки излишков затяжной кромки заготовки обуви; ножницы.
22. Увлажнение и провяливание рантов
А. Кожаные ранты увлажняют, погружая в воду при температуре 25±2° на 10-15 сек., затем провяливают в течение 1,5-2,0 час. в ящике или во влажной мешковине. Увлажненный рант должен содержать 30±3% влаги по отношению к его весу в увлажненном состоянии. При сгибании ранта на 180° на его поверхности не должна выступать вода.
Рант из искусственной кожи ИК увлажняют в ванне с закрытой крышкой горячей водой при температуре 60-70°. Продолжительность увлажнения 1 час. Затем его провяливают в течение 20-30 мин. При сгибании провяленного ранта на 180° на его поверхности не должна выступать вода.
В. Сосуд для воды; шкаф для провяливания; мешковина.
23. Пришивание рантов
А. Рант пришивают к губе стельки однониточным швом. Одновременно с рантом к губе стельки пришивают затяжные кромки заготовки, подноска и крыльев задника. Строчка должна быть хорошо утянута в желобок ранта и в угол основания губы с внутреннего стороны, а концы ранта заходить за концы губы стельки не менее, чем на 8 мм. Длина стежков 6-7 мм. Нить равномерно пропитывают варом. Температура вара в пропиточном бачке машины 55±5° для капроновых и анидных ниток и 70±5° для льняных. Ниточный шов, рант и губа стельки не должны иметь повреждений.
Б. Нитки капроновые или анидные № 1,3 (структура 34/6/4) или № 1,8 (структура 34/6/3), или льняные № 9,5/7 и № 9,5/8; вар (рецепт № 40).
В. Машина МВР-1 или 03030/Р2 для пришивания ранта к губе стельки; рантодержатель; иглы машинные специальные 16А № 240 или 224; затяжные клещи; нож.
24. Выравнивание рантового шва
А. Излишки рантового шва срезают вровень с краем губы, не повреждая скрепляющий ниточный шов и губу стельки.
В. Машина 04128/Р2, 04128/Р3 для обрезки излишков ранта обуви; нож; ножницы.
25. Прессование узла скрепления "рант - губа стельки"
А. Рант, губу стельки и находящуюся между ними затяжную кромку заготовки и подноска прессуют по периметру подметочной части до того, как остынет вар и высохнет увлажненный рант. После прессования узел скрепления должен иметь одинаковую высоту, а рант плотно прижат к затяжной кромке. Прессование не должно нарушать целостности губы, ранта и ниточного шва.
В. Машина МФГ для формования узла "рант - губа стельки" рантовой обуви.
(Примечание. Операция рекомендуемая.)
26. Спускание и закрепление концов ранта
А. Концы ранта, выступающие по длине за край губы на 8-10 мм, должны быть спущены с бахтармяной стороны на всю толщину его при ширине спуска 7±1 мм и закреплены одним гвоздем с каждой стороны.
Б. Текс машинный.
В. Машина "Ювель" 314 для скашивания и закрепления гвоздями концов ранта или машина М-32-2 для прикрепления простилки гвоздями; молоток; нож.
Примечание. При рантовой стельке с круговой губой концы ранта должны быть спущены на всю толщину его при ширине спуска 7±1 мм. Один конец ранта спускают с лицевой стороны, а второй с бахтармяной. Конец ранта, спущенный с бахтармяной стороны, накладывают на конец ранта, спущенный с лицевой стороны, на всю ширину спуска. Концы ранта скрепляют между собой и прикрепляют к стельке одним или двумя тексами, забитыми через концы ранта в угол губы стельки.
27. Околачиваиие рантов и надсекание их в носочной части
А. Рант по всей длине должен быть околочен и расположен под прямым углом к боковой поверхности губы стельки. В носочной части с бахтармяной стороны рант надсекают под углом в 30° на глубину 1/3-1/2 его толщины, расстояние между надсечками 9±1 мм, количество надсечек 5-8.
В. Машина 04268/Р1 для околачивания ранта обуви; нож
(Примечания. 1. Допускается применение машины РМ
2. При рантовой стельке с круговой губой в случае необходимости (при большой кривизне пяточного закругления) надсекание ранта рекомендуется производить также и в пяточной части)
28. Удаление скобок из стелек
А. Скобки, которыми была прекреплена стелька к колодке, удаляют, не повреждая стельку.
В. Приспособление для удаления скобок; скобковытаскиватель; опорная стойка; кусачки.
29. Прикрепление подпяточников или "подковок"
А. Подпяточник или "подковку" прикрепляют лицевой стороной к затяжной кромке заготовки тремя тексами. Тексы располагают следующим образом: один на продольной оси в пяточной части, два других на расстоянии 30±5 мм от передних краев "подковки" или подпяточника. Расстояние тексов от грани стельки 5,5±0,5 мм.
Б. Текс ручной или машинный.
В. Машина М-32-2 для прикрепления простилки гвоздями; опорная стойка; молоток; тексовытаскиватель.
30. Прикрепление металлических супинаторов
А. Металлический супинатор соответствующего профиля и размера прикрепляют к стельке двумя тексами. Супинатор должен быть положен точно по середине следа обуви, передний край его должен лежать на расстоянии 10-14 мм за линией пучков, а задний заходить под каблук не менее, чем на 18-20мм.
Б. Текс ручной № 9-11 или машинный.
В. Машина М-32-2 или 02015/Р6; опорная стойка; молоток; кусачки.
Примечание. При изготовлении обуви на низком каблуке с жестким теленком операция исключается.
31. Прикрепление геленков
А. Геленок должен соответствовать виду,фасону и размеру обуви и заполнять углубление на следе обуви между внутренними сторонами губы стельки в геленочной части и затяжной кромкой заготовки в пяточной части. Допускается применение геленков одного размера для обуви двух смежных размеров. Спущенная часть геленка не должна заходить за линию пучков.Геленок прикрепляют к стельке двумя скобками из проволоки или машинным тексом.
Б. Проволока скобочная сечением 1,07X0,63 мм; текс машинный № 8-10.
В. Машина М-32-2 для прикрепления простилки гвоздями; молоток; скобковытаскиватель;сосуд для клея; кисть.
32. Простилание следа обуви
А. Пространство в подметочной части,ограниченное губой стельки,должно быть полностью заполнено простилкой,без наложения простилки на губу стельки.
Простилка из войлока или простилочного картона должна соответствовать форме следа обуви и возвышаться над губой стельки на 1,0±0,5мм, а спущенная часть простилки заходить за линию пучков и наложена на спущенную часть геленка (по прямому срезу). Спущенные части простилки и геленка хорошо околачивают,особенно в месте расположения металлического супинатора.
Б. Клей(рецепты № 1,а; 13,а,б; 15,г,д; 16; 17; 18; 19; 20).
В. Опорная стойка; молоток; сосуд для клея; кисть.
33. Намазка клеем следа обуви и сушка
А. На поверхность ранта с бахтармяной стороны, "подковку", простилку и геленок наносят ровный тонкий слой клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея. Обувь в сушиле располагают кверху следом.
Б. Клей (рецепты № 1 а; 15, а, б, в).
В. Сушило; сосуд для клея; кисть.
(Примечание. В случае применения ранта из искусственной кожи ИК подошву и след обуви промазывают клеем (рецепт № 4,е,ж).)
34. Намазка клеем кожаных подложек и сушка
А. Кожаную подложку со стороны порезированной лицевой поверхности промазывают клеем для основного крепления, а с бахтармяной стороны тонким ровным слоем клея для вспомогательного крепления. Клеевые пленки высушивают.
Б. Клей для основного крепления (рецепты № 11, б, в, г, е, ж; 15, а, б, в); клей для вспомогательного крепления рецепт № 1,а).
В. Машина для намазки клеем деталей низа обуви; сушило; кисть; сосуд для клея.
35. Намазка клеем подошв для предварительного крепления и сушка
А. Всю поверхность подошвы с внутренней стороны промазывают ровным тонким слоем клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 1,а).
В. Машина для намазки клеем деталей низа обуви; сушило; сосуд для клея; кисть.
36. Увлажнение и провяливание кожаных подошв или подложек
А. Подошвы и подложки увлажняют под давлением 30 атм в течение 50-60 сек. в зависимости от их толщины. После увлажнения детали вынимают из машины и укладывают на 10 мин. для стекания воды с поверхности деталей. Кожаные подошвы должны содержать 30-35% влаги, а подложки 25-30% по отношению к их весу в увлажненном состоянии.
В. Машина типа УДН для увлажнения деталей низа обуви под давлением; ванна для воды; шкаф для провяливания; песочные часы.
(Примечание. При отсутствии машины допускается увлажнение погружением в воду при температуре 20±2° с последующим провяливанием в течение 2 час. во влажной мешковине. Продолжительность погружения в зависимости от увлажняемого материала устанавливает лаборатория фабрики.)
37. Намазка клеем внутренней стороны первого слоя резиновой подошвы и сушка
А. Всю поверхность внутренней стороны первого слоя резиновой подошвы промазывают ровным тонким слоем клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепт № 1,а).
В. Машина для намазки клеем деталей низа обуви; сушило; сосуд для клея; кисть.
38. Накладка подошв или подложек, или первого слоя резиновых подошв
А. Подошву или подложку, или первый слой резиновой подошвы, соответствующие фасону и размеру обуви, накладывают на след так, чтобы не было перекосов. Края подошвы должны равномерно выступать за края ранта или совпадать с ним. Продолжительность выдержки обуви под давлением 20-25 сек.
В. Машина НПС или 04041/Р1 для накладки подошв на след обуви.
39. Обрубка подошв или подложек
А. Кожаную подошву или подложку обрубают по всему периметру. Рант должен быть плотно прижат и приклеен к подошве, срез подошвы перпендикулярен к ее поверхности и не иметь выхватов, а контур подошвы после обрубки соответствовать фасону колодки. Ширина видимой части ранта 7±1мм.
В. Машина 04033/Р2 для обрубки подошв;нож.
40. Пристрачивание подошв или подложек, или первого слоя резиновых подошв
А. Подошву или подложку, или первый слой резиновой подошвы прикрепляют к ранту двухниточным швом. Строчка должна проходить на расстоянии 2,5±0,5 мм от грани затянутой обуви. Длина стежков ниточного шва, скрепляющего подошвы с рантом, 4,5±0,5 мм для пористых резиновых подошв, для кожаных подошв 3,5±0,5 мм, глубина порезки подошв 1,0 ±0,2мм.
Строчку хорошо утягивают без пропусков и обрывов нитей или просечки материала и укладывают в порезку.
В случае применения кругового ранта в пяточной части строчка проходит по ходовой стороне подошвы. Видимая часть строчки должна заходить за линию фронта каблука не менее, чем на 10-12 мм.
Нитки со шпульки, расположенные со стороны подошвы, пропитывают варом. Нитки с бобины, проходящие по ранту, пропитывают мыльной эмульсией. Температура вара при капроновых или анидных нитках 55±5°, при льняных 65±5°. Концы ниток со стороны ранта и подошвы срезают.
Б. Нитки с бобины капроновые или анидные с соответствующей пропиткой № 1,8 (структура 34t/5/0) или № 2,0 (структура 34/5/3), или льняные № 9,5/8; нитки со шпульки капроновые или анидные № 2,0 (структура 34/5/3) или льняные № 9,5/7; вар (рецепт № 40); мыльная эмульсия.
В. Машина СПР или 03028/Р1 для пристрачивания подошв; иглы для кожи 29А № 206 или 200, для резины - 29А № 200; шило для кожи 18В № 165 или 155, для резины 18В № 155; нож.
Примечание. При централизованной намотке шпуль на машине 04077/Р2 вводится операция "Наматывание ниток на шпули".
41. Закрытие шва на подошвах
А. Порезку кожаной подошвы закатывают рифленым валиком. Ниточный шов должен быть полностью закрыт.
В. Машина 04188/Р3 или 04154/Р2.
42. Формование низа обуви
А. Подошву перед формованием слегка увлажняют водой. Профиль сформованной подошвы должен соответствовать профилю следа колодки. Между рантом и затяжной кромкой не допускаются зазоры. Все неровности на подошве сглаживают.
В. Пресс 04048/Р4 для формования подошв на обуви; сосуд для воды; кисть; молоток.
Примечание. Допускается глажение подошв вместо формования на машине 04188/РЗ.
43. Чистка порезки резиновых подошв
А. Всю внутреннюю поверхность порезки протирают бензином с помощью кисти. На поверхности порезки не должно оставаться сгустков вара, масла и других загрязнений.
Б. Бензин.
В. Опорная стойка; сосуд для бензина; щетка; вытяжной шкаф.
44. Намазка клеем порезки резиновых подошв и сушка
А. На обе поверхности порезки наносят тонкий ровный слои клея так, чтобы не было наплывов и пропусков. Верх обуви и подошвы не должны быть загрязнены клеем. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,6,в,г,е,ж; 12,д).
В. Сушило;сосуд для клея;кисть.
45. Приклеивание подрезанного слоя подошв
А. Обувь с разогретой клеевой пленкой в порезке загружают в пресс для приклеивания подрезанного слоя к подошве. Продолжительность прессования зависит от применяемого клея. Давление в сети 3,0-3,5 атм.
Поверхность подошвы должна быть гладкой. Строчка не должна выделяться, а между подрезанными слоями подошвы не допускаются зазоры и расщелины.
В. Прессы с прессоточками гидравлическими или пневматическими.
46. Прикрепление пяточной части подошв или подложек, или первого слоя резиновых подошв
А. Пяточную часть подошвы или подложки, или первого слоя резиновой подошвы прикрепляют подошвенными гвоздями снаружи. Гвозди должны проходить через подошву, подпяточник или "подковку", задник, заготовку и стельку. Расстояние гвоздей от края стельки 3-5 мм. Острия гвоздей должны быть загнуты па стельку. Расстояние между центрами гвоздей 10-12мм.
Б. Подошвенные гвозди.
В. Машина АСГ-16 со специальным приспособлением для прикрепления подошвы к обуви, находящейся на колодке, или машина 04106/Р2 для прикрепления подошв к обуви гвоздями; молоток; кусачки.
(Примечание. Номера подошвенно-пяточных гвоздей в зависимости от толщины применяемых деталей устанавливает лаборатория фабрики.)
47. Намазка клеем наружной стороны первого слоя резиновых подошв и сушка
А. Всю наружную поверхность первого слоя резиновой подошвы промазывают ровным тонким слоем клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,д,е,ж; 12,д).
В. Сушило; сосуд для клея; кисть.
48. Намазка клеем резиновых клиновидных каблуков и сушка
А. Резиновый клиновидный каблук промазывают ровным топким слоем клея по всей поверхности сначала с одной стороны, затем после сушки с другой.
Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж;12,б,е; 15,а,б,в).
В. Сушило; сосуд для клея; кисть.
49. Намазка клеем резиновых подошв или второго слоя резиновых подошв, сушка
А. Всю поверхность резиновой подошвы или второго слоя резиновой подошвы с внутренней стороны промазывают ровным тонким слоем клея. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж; 15,а,б,в).
В. Машина для намазки клеем деталей низа обуви; вертикальное сушило; сосуд для клея; кисть.
50. Активация клеевых пленок
А. Клеевые пленки активируют при режимах, установленных для соответствующего клея.
Б. Растворитель.
В. Нагреватель рефлекторного типа.
(Примечание. При тепловой активации температуру определяют по показанию ртутного термометра, расположенного над уровнем детали.)
51. Приклеивание резиновых подошв с клиновидными каблуками
А. Вкладной клиновидный каблук накладывают на пяточную часть первого пришитого слоя резиновой подошвы, второй слой резиновой подошвы накладывают на след обуви, начиная с каблука, и приклеивают. Края второго слоя резиновой подошвы должны совпадать по всему периметру с краями первого слоя резиновой подошвы. Подошву и каблук приклеивают, не допуская зазоров и расщелин. Поверхность подошвы должна быть гладкой.
Подошву приклеивают при режимах, установленных для соответствующего клея.
В. Пресс типа ПКБ-0 для приклеивания подошв.
52. Приклеивание резиновых подошв
А. Резиновую подошву накладывают на кожаную подложку, начиная с пяточной части, без перекосов так, чтобы края подошвы по всему периметру совпадали с краями подложки и приклеивают, не допуская зазоров и расщелин. Поверхность подошвы должна быть гладкой.
Подошву приклеивают при режимах, установленных для соответствующего клея.
В. Пресс типа ПКБ-О для приклеивания подошв.
53. Сушка рантов и подошв или подложек
А. Обувь загружают в сушило при температуре воздуха 45-50°. Продолжительность сушки подошв 2,0-2,5 часа, подложек - 1,0-1,5 часа. Содержание влаги в подошвах, подложках и рантам после сушки должно быть 16-18% по отношению к их весу в увлажненном состоянии.
В. Сушило конвекционного типа непрерывного действия.
54. Фрезерование уреза подошв
А. Урез кожаной подошвы фрезеруют по всему контуру, включая и пяточную часть, фрезером с полкой шириной на 0,50-0,75мм меньше толщины уреза. Геленочную часть подошвы с внутренней стороны фрезеруют геленочным фрезером. Полка уреза в подметочной части и с наружной стороны геленочной части должна быть перпендикулярна к краю подошвы, а с внутренней стороны геленочной части - овальной.
Урез резиновой подошвы фрезеруют по всему контуру, включая и пяточную часть. Полка уреза по всему контуру должна быть перпендикулярна к краю подошвы.
Урез кожаной и резиновой подошвы должен быть в обеих полупарах одинаковым, гладким, с четко выраженными жилками и соответствовать контуру следа колодки. Стежки на подошве и ранте не должны быть повреждены и иметь выхватов.
В рантово-клеевой обуви с клиновидным каблуком урез подошвы фрезеруют вместе с боковой поверхностью каблука. Подошву и каблук по всему периметру фрезеруют соответствующими фрезерами аналогично фрезерованию резиновой подошвы. Боковая поверхность каблука должна составлять прямой угол с плоскостью ходовой поверхности подошвы.
В. Машина ФУП-1 или ФУП-2-0, 04105/Р6 для фрезерования уреза подошв; комплект фрезеров; нож для подрезки уреза.
(Примечания. 1. В случае применения ранта из искусственной кожи ИК диаметр шайбы должен быть на 1 мм больше диаметра фрезера и фрезер можно применять каблучный без малого пера.
2. Транспарентную резиновую подошву рекомендуется фрезеровать твердосплавными фрезерами.)
55. Подборка рантов и края пяточной части подошв
А. Все заусеницы и неровности на кромке ранта и в пяточной части подошв срезают и образуют фаску шириной 1,5- 2,0 мм. Фаска должна быть ровной, а стежки строчки не должны быть повреждены.
В. Машина ФУП-1 или ФУП-2-0 для фрезерования уреза подошв; фрезер без большого пера; нож для подрезки уреза.
56. Прикрепление кожаных наборных каблуков изнутри
А. Каблук прикрепляют изнутри гвоздями с конусными головками так, чтобы он был плотно прижат к подошве, а шляпки гвоздей находились на уровне поверхности стельки. Концы гвозди не должны доходить до ходовой поверхности каблука на 2- " мм. Расстояние центров гвоздей от края стельки - 4-7 мм. Номера гвоздей в зависимости от высоты каблука и толщины деталей низа в пяточной части обуви устанавливает лаборатория Фабрики. Каблуки в паре должны быть одинаковыми по высотe, форме и размерам и соответствовать номеру обуви. Количество гвоздей в зависимости от размера обуви определяется следующими нормативами:
| Размер обуви | Количество гвоздей (в шт.) на полупару обуви |
|---|---|
| 7-8 | 27-30 |
| 31-32 | 8-9 |
| 33-37 | 9-10 |
| 38-42 | 10-11 |
| 43-47 | 12-13 |
Б. Каблучные гвозди.
В. Машина АСГ-16 или 04222/Р1 для прибивания каблуков к обуви; молоток; кусачки.
57. Намазка клеем пяточной части подошв и сушка
А. На отшкуренную поверхность пяточной части подошвы наносят тонкий ровный слой клея так, чтобы не было наплывов и пропусков. Верх обуви и подошва не должны быть загрязнены клеем. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж; 12,6,е; 15,а,б,в).
В. Сушило; сосуд для клея; кисть.
58. Подбор каблуков, намазка ляписа каблуков клеем и сушка
А. Резиновые каблуки подбирают в пары по фасону, цвету и оттенку, рисунку ходовой стороны и размерам обуви.
На отшкуренный ляпис каблука наносят ровный тонкий слой клея так, чтобы не было наплывов и пропусков. Клеевую пленку высушивают по режиму, установленному для соответствующего клея.
Б. Клей (рецепты № 11,б,в,г,е,ж; 12,б,е; 15,а,б,в).
В. Сушило; сосуд для клея; кисть.
59. Приклеивание резиновых каблуков
А. На пяточную часть кожаных или резиновых подошв накладывают резиновый каблук и загружают в пресс. Давление в сети 3,0-3,5 атм. Между подошвой и каблуком не должно быть за воров и расщелин.
В. Прессы с прессоточками гидравлическими или пневматическими.
60. Надевание обуви на отделочные колодки
А. Колодку вставляют в обувь так, чтобы обувь не была деформирована, а заготовка повреждена. Размер колодки должен соответствовать размеру и фасону обуви.
В. Опорная стойка; металлический рожок.
61. Фрезерование каблуков
А. Боковую поверхность каблука фрезеруют цилиндрическим фрезером ровно, без выхватов и выступов так, чтобы она соответствовала контуру пяточной части обуви и составляла прямой угол с плоскостью набойки. Ширина полки фрезера должна быть меньше высоты каблука с подошвой на 2 мм, каблуки в паре должны иметь одинаковую форму и высоту, а края каблука выступать на 2-3 мм за грань пяточной части обуви.
Кв. Машина ФУП-1 или ФУП-2-0 для фрезерования уреза подошв; комплект фрезеров; точило.
(Примечание. Согласно утвержденному образцу каблук можно фрезеровать на конус.)
62. Первое шлифование резиновых каблуков и удаление пыли
А. Боковую поверхность каблука шлифуют по форме пяточной части обуви. Форма каблука в паре должна быть одинаковой, боковая его поверхность составлять прямой угол с плоскостью набойки, за исключением случаев фрезерования каблуков на конус. Верх обуви не должен быть поврежден. На поверхности каблука не допускаются неровности и сожженные места. Пыль после шлифования удаляют.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 20-32; нож для подрезки уреза; щетка для удаления пыли.
63. Второе шлифование резиновых каблуков и удаление пыли
А. Боковую поверхность каблуков шлифуют по форме пяточной части обуви. Форма каблуков в паре должна быть одинаковой, боковая поверхность каблука составлять прямой угол с плоскостью набойки, за исключением случаев фрезерования каблуков на конус. Верх обуви не должен быть поврежден. На поверхности каблука не допускаются неровности и обожженные места. Пыль после шлифования удаляют.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 8-10; щетка для удаления пыли.
64. Шлифование уреза подошв и удаление пыли
А. Урез подошвы, а в случае применения клиновидного каблука и боковую поверхность каблука, шлифуют до получения кадкой поверхности, не допуская повреждения верха обуви и заусениц на урезе подошвы. Контур подошвы и каблука должны соответствовать контуру следа колодки. Пыль после шлифования удаляют.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 20-32; щетка для удаления пыли.
(Примечания. 1. Транспарентную подошву шлифуют рашпильным валиком по всему периметру. После шлифования урез должен быть чистым, гладким, без заусениц. Пыль после шлифования удаляют волосяными щетками. Незначительное побеление уреза устраняют протиркой бензином.
2. Для модельной обуви обязательно второе шлифование уреза подошв шлифовальной шкуркой № 8-10.)
65. Прикрепление резиновых формованных каблуков снаружи
А. Каблук прикрепляют снаружи тремя гвоздями. Головки гвоздей должны быть утоплены в гнезда на ходовой поверхности каблука, а концы гвоздей загнуты на поверхности стельки.
Номера гвоздей в зависимости от высоты каблука и толщины деталей низа устанавливает лаборатория фабрики. Б. Гвозди каблучные.
В. Машина АСГ-16 или 04222/Р1 для прибивания каблуков к обуви.
(Примечание. Операцию выполняют в случае необходимости.)
66. Первое и второе шлифование кожаных каблуков, удаление пыли
А. Боковую поверхность каблука шлифуют по форме пяточной части обуви сначала шлифовальной шкуркой № 63-100, а затем шлифовальной шкуркой № 20-32.
Форма каблуков в паре должна быть одинаковой. Верх обуви не должен быть загрязнен. На поверхности каблука не допускаются неровности и сожженные места.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальные шкурки № 63-100 и № 20-32.
67. Нанесение закрепителя на урез кожаных подошв (и боковую поверхность каблуков)
А. На урез подошвы (и боковую поверхность каблука) наносят ровный тонкий слой закрепителя, не загрязняя верха обуви. Закрепитель высушивают при температуре 16-20°.
Б. Закрепитель (рецепт № 10).
В. Сосуд для закрепителя; жесткая кисть.
68. Нанесение грунта на урез кожаных подложек
А. На урез кожаных подложек наносят ровный слой грунта не загрязняя верха обуви. Грунт высушивают в течение 5-10 мин при температуре 18-20°.
Б. Грунт (рецепт № 5).
В. Сосуд для грунта; кисть.
69. Третье шлифование кожаных каблуков и удаление пыли
А. Боковую поверхность каблуков шлифуют до получения гладкой поверхности без царапин. Каблуки в паре должны быть одинаковыми и соответствовать пяточной части обуви.
В. Машина СКП или МШК-О для шлифования каблуков обуви; шлифовальная шкурка № 8-10.
70. Подправка уреза кожаных подошв в геленочной части
А. Урез подошвы подправляют с внутренней стороны геленочным фрезером, а с наружной стороны пучковым фрезером без большого пера. Урез подошвы должен иметь плавный переход от геленочной части подошвы к пяточной.
В. Машина ФУП-1 или ФУП-2-0 для фрезерования уреза подошв; фрезеры; нож для подрезки уреза.
71. Первое горячее полирование уреза кожаных подошв
А. Урез кожаной подошвы полируют по всему контуру, кроме пяточной и внутренней геленочной частей, пучковым фумелем. Внутреннюю геленочную часть подошвы полируют геленочным фумелем. Ширина полки фумеля должна быть меньше полки фрезера на 0,5 мм, а профили рабочих поверхностей фумеля соответствовать профилям рабочих поверхностей фрезеров. Урез подошвы должен быть гладким, без сожженных мест, а полка, фаски и жилки четко выражены. Температура фумеля 90-100°.
В. Машина ГП или 04207/Р1 для горячего полирования уреза подошв; комплект фумелей.
Примечание. Взамен первого горячего полирования уреза кожаных подошв допускается обработка на бакелитовых катушках или металлических шайбах на машине типа ФУП-1.
72. Первое горячее полирование уреза кожаных подложек
А. Урез кожаной подложки полируют по всему контуру. Урез подложки должен быть гладким и не иметь сожженных мест.
Температура фумеля 90-100°.
В. Машина ГП для горячего полирования уреза подошв; фумели для полирования уреза кожаных подложек.
73. Окрашивание уреза кожаных подошв или подложек и сушка
А. На урез кожаной подошвы или подложки наносят ровный слой краски, не допуская загрязнений краской заготовки и стежков шва на поверхности ранта. Цвет краски должен соответствовать цвету заготовки. Продолжительность сушки 20-25 мин.
при температуре 18-20°.
Б. Краска (рецепт № 1 - черная, темно-коричневая).
В. Краскомешалка 04251/Р2; кисть; стол с устройством для подсушки.
74. Нанесение воска на урез подошв
А. На урез кожаной подошвы наносят разогретый воск ровным тонким слоем так, чтобы не было пропусков, наплывов и загрязнений воском заготовки и подошвы. Температура расплавленного воска - не выше 80-90°.
Б. Воск отделочный (рецепты № 25 - мягкий воск; № 26; 28).
В. Машина для нанесения воска на урез подошв; сосуд с обогревом для воска; жесткая кисть; электроплитка.
75. Нанесение воска на урез кожаных подложек
А. На урез кожаных подложек наносят нагретый воск ровным слоем, без пропусков, наплывов и загрязнений воском заготовки, уреза подошв и стежков шва на поверхности ранта. Температура расплавленного воска - не выше 80-90°.
Б. Воск отделочный (рецепты № 25 - мягкий воск; 26; 28).
В. Машина для нанесения воска на урез подошв; сосуд с обогревом для воска, жесткая кисть.
Примечание. Допускается нанесение воска на урез кожаной подложки на кожаных или бакелитовых катушках с последующим полированием уреза волосяными щетками, при этом воск наносят одновременно на резиновую подошву и каблук.
76. Второе горячее полирование уреза кожаных подошв
А. Второе полирование уреза кожаной подошвы проводят таким же фумелем, как при первом полировании. Воск равномерно распределяют по урезу подошвы, не допуская на поверхности уреза сожженных мест. Поверхность уреза должна быть гладкой и блестящей,полка, фаски и жилки четко выражены. Температура фумеля 90-100°.
В. Машина ГП или 04207/Р1 для горячего полирования за подошв; комплект фумелей.
(Примечание. Для модельной обуви рекомендуется двойное горячее полирование уреза по воску.)
77. Второе горячее полирование уреза кожаных подложек
А. Урез кожаной подложки полируют по всему контуру, равномерно распределяя воск и не допуская сожженных мест на поверхности уреза. Поверхность уреза должна быть гладкой и блестящей. Температура фумеля 90-100°. 40
В. Машина ГП для горячего полирования уреза подошв; фумели для полирования уреза кожаных подложек.
(Примечание. Операция обязательна для модельной обуви.)
78. Первое шлифование ходовой поверхности подошв(и набоек) и удаление пыли
А. С ходовой поверхности кожаной подошвы (и набойки) снимают часть лицевого слоя, не обнажая дермы. Поверхность должна иметь ровный мелкий ворс и не иметь царапин от зерен шкурки. На заготовке и урезе подошвы не допускаются повреждения. Обработанный след обуви очищают от пыли на машине не волосяной щеткой.
В. Машина ПНП или 04059/Р1 для шлифования подошв и набоек; шлифовальная шкурка № 10-12; волосяная щетка.
(Примечания. 1. Подошвы шлифуют по всей поверхности при отделке их водно-восковыми полировочными красками.
2. В случае применения бесполировочных красок и при отделке подошв пол. натуральный цвет кожи ходовую поверхность подошв (и набоек) шлифуют по краю для удаления воска и загрязнений.)
79. Второе шлифование ходовой поверхности подошв (и набоек) и удаление пыли
А. Ходовую поверхность подошвы (и набойки) шлифуют равномерно по всей поверхности, не допуская повреждений верха обуви и уреза подошвы. Подошвы (и набойки) должны иметь чистую бархатистую поверхность, без полос от шкурки. Пыль после шлифования удаляют.
В. Машина ПНП или 04059/Р1 для шлифования подошв и набоек; шлифовальная шкурка № 8-10; волосяная щетка.
( Примечания. 1. Операция рекомендуемая.
2. При изготовлении модельной обуви в случае отделки подошв водно-восковыми красками операция обязательна.)
80. Осветление ходовой поверхности подошв и набоек, сушка
А. На ходовую поверхность подошв и набоек наносят осветлитель губкой или тампоном из капроновой ткани и высушивают в течение 10-15 мин. при температуре 18-20°.
Б. Осветлитель (рецепт № 4).
В. Сосуд для осветлителя; губка или тампон из капроновой ткани.
(Примечание. Операцию выполняют для выравнивания цвета кожаных подошв при отделке их под натуральный цвет кожи.)
81. Нанесение грунта на ходовую поверхность подошв и набоек сушка
А. Грунт наносят на ходовую поверхность подошв и набоек плоской беличьей кистью ровным слоем, без сгустков, пропусков и полос. Нанесенный слой высушивают в течение 20-25 мин. при температуре 18-20°.
Б. Грунт (рецепты № 5; 6).
В. Сосуд для грунта; плоская беличья кисть; сушило.
(Примечание. Операцию выполняют при отделке подошв под натуральный цвет кожи.)
82. Первое окрашивание боковой поверхности кожаных каблуков и сушка
А. На боковую поверхность каблука наносят кистью ровный слой краски, не загрязняя краской верха обуви. Цвет краски должен соответствовать цвету окрашенного уреза. Продолжительность сушки 20-25 мин. при температуре 18-20°.
Б. Краска (рецепт № 1 - черная, темно-коричневая).
В. Краскомешалка 04251/Р2; кисть; стол с устройством для подсушки.
83. Второе окрашивание боковой поверхности кожаных каблуков и сушка
А. Второе окрашивание боковой поверхности каблука проводят аналогично первому окрашиванию. Краску наносят ровным слоем, без сгустков, пропусков и, не загрязняя краской верх обуви и урез подошвы. Краску высушивают под вытяжкой в течение 20-25 мин. при температуре 18-20°.
Б. Краска (рецепт № 1 - черная, темно-коричневая).
В. Краскомешалка 04251/Р2; кисть; стол с устройством для подсушки.
84. Первое окрашивание ходовой поверхности кожаных подошв (и набоек) и сушка
А. На ходовую поверхность кожаных подошв (и набоек) наносят кистью краску ровным слоем, без сгустков и пропусков, не загрязняя краской верх обуви и урез подошвы. Продолжительность сушки окрашенной поверхности зависит от характера применяемой краски.
Б. Краска (рецепты № 1; 3).
В. Краскомешалка 04251/Р2; сушило; плоская беличья кисть; рефлектор.
85. Второе окрашивание ходовой поверхности кожаных подошв (и набоек) и сушка
А. Краску наносят на подошву (и набойку) кистью ровным слоем, без сгустков, пропусков и полос. Верх обуви и урез подошвы не должны быть загрязнены. Продолжительность сушки окрашенной поверхности зависит от характера применяемой краски.
Б. Краска (рецепты № 1; 3).
В. Краскомешалка 04251/Р2; сушило; плоская беличья кисть; рефлектор.
86. Полирование боковой поверхности кожаных каблуков
А. Боковую поверхность каблука полируют сначала на кожаной катушке, на поверхность которой нанесен воск, а затем на вращающейся волосяной щетке до получения равномерного блеска.
Б. Воск отделочный (рецепты № 23; 24; 26 - окрашенные).
В. Машина ХПП-1 или 04218/Р 7 для холодного полирования подошв и чистки верха обуви.
87. Полирование фронта кожаных каблуков
А. Фронт кожаного каблука полируют на вращающейся волосяной щетке, на поверхность которой нанесен воск, до получения равномерного блеска.
Б. Воск отделочный (рецепты № 23; 24).
В. Машина ХПП-1 или 04218/Р7 для холодного полирования подошв и чистки верха обуви.
88. Полирование ходовой поверхности подошв (и набоек)
А. Ходовую поверхность подошв (и набоек) полируют на вращающейся волосяной щетке, на поверхность которой нанесен воск, до получения равномерного блеска.
Б. Воск отделочный окрашенный (рецепты № 23; 24; 25 - твердый воск); воск отделочный бесцветный (рецепты № 23; 26- № 1 и № 2).
В. Машина ХПП-1 или 04218/Р7 для холодного полирования подошв и чистки верха обуви.
(Примечания. 1. В случае применения бесполировочных красок операция исключается.
2. При отделке подошв под натуральный цвет кожи применяется бесцветный отделочный воск (рецепты № 23; 26 - № 1 и № 2).)
89. Наводка узора на кожаные подошвы
А. На ходовую поверхность кожаной подошвы наносят узор колесиком по линии раздела подошвы на пучковую и геленочную части, а также у фронта каблука. Узор накатывают и по порезке. Температура нагрева отводок и колесиков - не выше 100°.
После отделки рисунки и жилки должны быть четкими, ровными и находиться на одинаковом расстоянии от грани каблука или подошвы. На верхе обуви и подошве не допускаются повреждения и ожоги.
В. Машина 04156/Р1 для нанесения узора на подошву; фигурные колесики; отводки.
90. Чистка верха и низа обуви
А. Верх и низ обуви очищают от пыли и загрязнений. Пыль удаляют щеткой, грязные пятна - водой или смывочной жидкостью, жирные пятна - бензином "галоша", пятна от водных клеев - водой, пятна от клеев на органических растворителях - растворителем малой концентрации, пятна от водных отделочных красок - водой. Пленка красителя не должна быть повреждена.
Б. Смывочная жидкость (рецепт № 43); растворители.
В. Машина типа ХПП-1 для холодного полирования подошв и чистки верха обуви; сосуд для смывочной жидкости; тупой нож; резинка для чистки обуви; хлопчатобумажный лоскут; мягкая и жесткая волосяные щетки; суконка.
91. Снятие обуви с колодок
А. В обуви разрезают шнуровку до нижней петли, удаляют клин и снимают обувь с колодки. При этом не допускается деформация обуви, поломка геленка и повреждение заготовки.
В. Машина ОКБ для снятия обуви с колодок; нож; крючок.
(Примечание. До снятия обуви с колодок заготовки в местах скрепок увлажняют смывочной жидкостью (рецепт № 46).)
92. Снятие обуви с отделочных колодок
А. Обувь снимают с отделочных колодок, не повреждая и не деформируя ее.
В. Опорная стойка; крючок.
93. Проверка и чистка гвоздей внутри обуви
А. На внутренней поверхности стельки не должно быть выступающих концов гвоздей и скобок.
В. Машина для зачистки концов гвоздей; рашпиль; молоток; кусачки.
94. Вклеивание подпяточников или вкладных полустелек
А. На подпяточник или вкладную полустельку с бахтармяной стороны наносят ровный слой клея. Подпяточник или полустельку вклеивают так, чтобы не было морщин, складок и перекосов.
Размер подпяточника или полустельки должен соответствовать размеру обуви. На верхе и подкладке заготовки, а также лицевой стороне подпяточника или полустельки не допускаются загрязнения.
Б. Клей (рецепты № 13, а, б; 15, г, д; 16; 17; 18; 19; 24).
В. Машина для намазки клеем деталей низа обуви; сосуд для клея; кисть.
95. Чистка подкладки
А. Подкладку очищают от загрязнений и клея водными или летучими смывочными жидкостями в зависимости от вида загрязнений, не допуская повреждений материала.
Б. Смывочная жидкость (рецепт.№ 43); бензин.
В. Щетка; тупой нож; резинка для чистки обуви; сосуд для смывочной жидкости.
96. Утюжка кожаного верха обуви и подкладки
А. Все морщины, имеющиеся на верхе и подкладке заготовки, разглаживают так, чтобы не был поврежден материал.
Температура утюга должна быть 80-100°.
В. Колодка для разглаживания берцев, обитая войлоком и обтянутая текстилем; электроутюг.
97. Ручная отделка обуви
А. Все механические дефекты на верхе обуви, урезе и ходовой поверхности подошвы и боковой поверхности каблука, не влияющие на носкость готовой обуви, тщательно заделывают, товарный вид обуви при этом не должен быть ухудшен. Неотполированные места на урезе подошв и набоек покрывают воском и отполировывают.
Б. Воск отделочный (рецепты № 23-28); бензин; ацетаты.
В. Стол с вытяжкой; электроплитка; тупой нож; ножницы; электроутюг; отводки; суконка; шлифовальная шкурка № 6-8.
98. Ретуширование верха обуви
А. Пятна и незначительные повреждения пленки красителя ретушируют краской под цвет верха обуви. Заретушированные места не должны выделяться.
Верх обуви из кожи с нитроакриловым и акриловым покрытиями ретушируют нитрокрасками, а с казеиновым покрытием - казеиновыми красками.
Б. Набор казеиновых красок и нитрокрасок основных цветов (рецепты № 13-22); смывочная жидкость (рецепт № 43).
В. Стол с вытяжкой; сосуды для красок и растворителей; кисть.
99. Аппретирование кожаного верха (и низа) обуви
А. Всю поверхность кожаного верха (и ходовую поверхность резиновых подошв и набоек, а также боковую поверхность каблуков) покрывают ровным тонким слоем аппретуры так, чтобы не было пропусков, подтеков и полос. Обувь подсушивают в течение 8-12 мин. при температуре 16-20°. После сушки верх обуви должен иметь красивый внешний вид.
Б. Аппретура (рецепты № 29-35).
В. Стол с устройством для подсушки; сосуд с вращающимся валиком для аппретуры; морская губка.
(Примечание. В случае необходимости аппретируют второй раз.)
100. Полирование кожаного верха обуви
А. Кожаный верх обуви полируют на вращающихся мягких щетках до получения равномерного блеска.
В. Машина ХПП-1 или 04218/Р7 для холодного полирования подошв и чистки верха обуви.
(Примечание. Операцию выполняют в случае, применения восковых аппретур.)
101. Шнурование готовой обуви
А. Обувь зашнуровывают не менее, чем на две пары нижних блочек. Концы шнурков вкладывают внутрь обуви. Цвет шнурков должен гармонировать с цветом верха или отделки обуви. Длину шнурков для ботинок и полуботинок в зависимости от рода и размера обуви принимают не менее указанной в табл. 3.
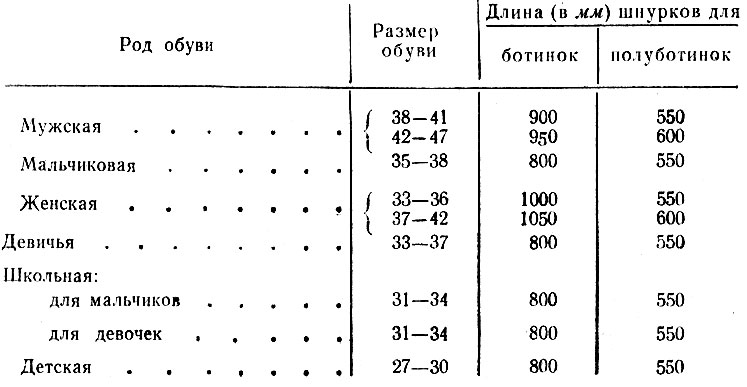
Таблица 3
(Примечание. Для обуви с количеством блочек 1-3 пары длина шнурков меньше, чем у полуботинок соответственно на 250 и 150 мм.)
102. Протирка уреза и ходовой поверхности кожаных подошв(и каблуков)
А. Урез, ходовую поверхность кожаной подошвы и кожаный каблук протирают суконкой до тех пор, пока не будет получен ровный блеск.
В. Щетка ручная; суконка.
103. Клеймение фабричной марки, размера, полноты и цены
А. Клеймо фабричной марки, размера, полноты и цены проставляют методом горячего тиснения в геленочной части кожаных подошв с ходовой стороны. Оттиск клейма должен быть четким.
Клеймо размера, полноты и цены на резиновых подошвах проставляют в геленочной части штемпельными красками.
Клеймо фабричной марки в обуви на резиновой подошве проставляют на подкладке или вкладной полустельке.
Б. Краска (рецепты № 36; 37; 38; 39); растворитель (скипидар, гидролизный спирт) для промывания клейм.
В. Машина КТЗ или 05054/Р1, Р2, Р5 для клеймения фабричного товарного знака на обуви; набор клейм; ящик с гнездами для клейм; штемпельная подушка; сосуд для краски.
104. Упаковка обуви в коробки
А. Обувь укладывают по одной паре в коробку носками в разные стороны и подошвами к боковым стенкам коробки. Между полупарами обуви рекомендуется прокладывать бумагу. Коробка должна быть замаркирована в соответствии с требованиями стандарта.
Б. Клей (рецепты № 24; 25); коробки; бумага; штемпельная краска.
В. Сосуд для клея; кисть; штемпельная подушка; набор клейм.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"