
3. Спускание краев деталей верха
Спускание краев деталей верха (рис.3)
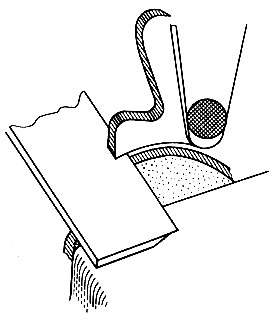
Рис. 3
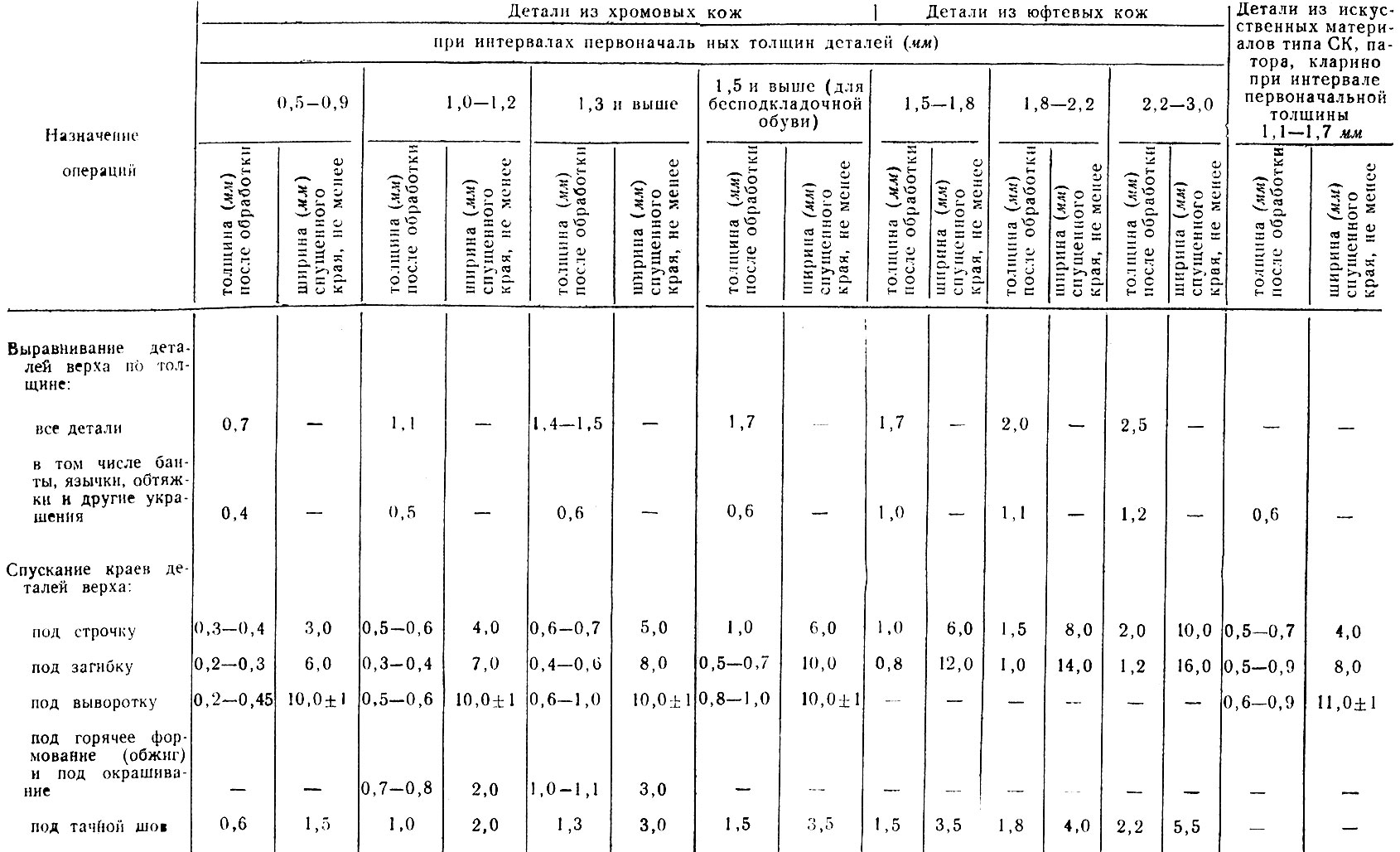
А. Детали верха и кожаной подкладки спускают по краю с бахтармяной стороны,а в отдельных случаях - с лицевой стороны в зависимости от назначения спуска. Спущенные кромки должны быть одинаковыми,по ширине и толщине на всем протяжении и соответствовать нормативам, указанным в табл.1.
В. Машины АСГ-13 или 0I29I/P2I, 3S -RZ и типа SМ3 фирмы "Фортуна",159-3 фирмы "Сигма" для спускания краев деталей верха.
Примечания: I. Операция совмещается с операцией I при выравнивании краев деталей верха по толщине с одновременным спусканием по шаблонам.
Примечания: I. Выравнивание деталей верха по толщине выполняют по всей площади.
2. Союзки для заготовок типа "конверт" спускают в местах скрепления с берцами на ширину 8-10 мм (для хромовых материалов), 10-12 мм (для юфти).
3. Нормативы спускания краев деталей из материалов, заменяющих кожу,устанавливают в зависимости от свойств материалов.
4. Юфтевые голенища сапог по верхнему краю (под выворотку) спускают на ширину 16-18 мм.
5. Юфтиновые голенища (толщиной 2.4-3,0 мм) спускают по верхнему краю на ширину 20 мм,по нижнему краю - на ширину 8-9 мм,по задним краям - на ширину 6-8 мм; толщина спущенных краев - 2,1 мм.
6. Рекомендуется производить спускание по верхнему краю деталей сандалет из свиного облагороженного хрома, хромовых кож из сырья средних и тяжелых развесов и спилка толщиной не менее 1,3 мм на 0,2-0,3 мм на ширину 5 мм (для обуви, выпускаемой по ГОСТ 179-74).
7. Допускается спускание деталей верха под загибку до половины толщины применяемых материалов.
8. Окантовочная лента из натуральных и синтетических кож выравнивается до толщины 0,6-0,8 мм.
9. Дублированные текстильные материалы и детали кожаной подкладки спускаются при необходимости, в зависимости от толщины применяемых материалов и назначения спускания по нормативам, устанавливаемым лабораториями фабрик.
10. В зависимости от вида кожи и конструктивных особенностей моделей допускается изменение нормативов ширины и толщины спускаемых краев деталей по рекомендациям лабораторий фабрик.
11. В отдельных случаях, устанавливаемых лабораториями фабрик, когда необходимо подчеркнуть утолщенный край детали, допускается не производить спускания краев деталей под строчку.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"