
§ 1. Определение качества обувных клеев
Требования, предъявляемые к качеству обувных клеев, изменяются в зависимости от их назначения. Обувные клеи должны удовлетворять следующим общим требованиям: обладать прочностью склеивания и скоростью схватывания, обеспечивающими нормальное выполнение технологических операций и необходимую надежность клеевых скреплении в эксплуатационных условиях; не давать жестких и хрупких клеевых пленок; обеспечивать устойчивость клеевых скреплений к действию влаги, высокой и низкой температуры; быть простыми в употреблении, не требовать многократных намазок и длительной сушки деталей, намазанных клеем; допускать возможность длительного хранения перед нанесением на склеиваемые детали; быть безвредными для здоровья работающих, максимально огне- и взрывобезопасными; не действовать разрушающе на склеиваемые материалы и не изменять их внешний вид и окраску.
Основными аналитическими показателями, определяемыми при оценке качества обувных клеев, являются содержание сухого остатка в клее, вязкость и клеящая способность. В отдельных случаях определяют также время вулканизации каучуковых пленок, термостойкость клеевых соединений и др.
Сухой остаток клеев
Сухой остаток клеев, характеризующий их концентрацию, определяют путем высушивания до постоянного веса отобранной навески клея. Высушивание выполняют в сушильном шкафу при 100-105° С или под термоизлучателем мощностью 250-500 вт путем облучения инфракрасными лучами.
Содержание сухого остатка выражают в процентах по отношению к весу клея. С содержанием сухого остатка в клеях связаны их вязкость, толщина получаемых клеевых пленок, прочность склеивания, а также расход клеящего вещества.
Вязкость клеев
Вязкостью называют свойство жидкостей (и газов) оказывать сопротивление перемещению одной части жидкости относительно другой, а также перемещению твердого тела, помещенного в жидкость. Вязкость обувных клеев является важным показателем их технологических свойств. Клеи с высокой вязкостью трудно наносить на поверхность склеиваемых деталей; такие клеи плохо впитываются и дают неравномерные по толщине клеящие пленки. Клеи с низкой вязкостью при однократном нанесении на детали из пористых материалов не дают пленок необходимой толщины; при нанесении низковязкого клея склеиваемые детали загрязняются и, кроме того, повышаются потери клея. Оптимальная вязкость обувных клеев зависит от их вида и назначения.
Вязкость обувных клеев определяют на специальных приборах, называемых вискозиметрами. При испытании большинства видов обувных клеев (наиритовых, перхлорвинилового, казеинового и др.) для определения вязкости применяют поплавковый (стержневой) вискозиметр Хетчинсона (рис. 115), состоящий из латунного стержня 1 длиной 220 мм, с внешним диаметром 5 мм и внутренним диаметром 3 мм. На середине длины стержня укреплен полый поплавок 2 диаметром 50 мм и высотой 22 мм; на верхней половине стержня напаяны кольца 3, расположенные на расстоянии 50 мм друг от друга. На нижнем конце стержня закреплен сменный груз 4 весом 6,5 или 15 г. Испытуемый клей после тщательного перемешивания при температуре 20° С наливают в металлический цилиндр высотой 250 мм и диаметром 100 мм, а затем осторожно опускают стержень в клей точно по оси цилиндра. Вязкость клея выражают временем (в секундах) погружения стержня от нижнего кольца до верхнего, т. е. на 50 мм.
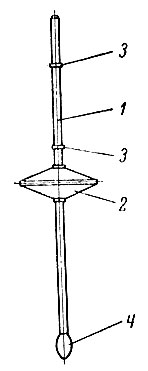
Рис. 115. Поплавковый (стержневой) вискозиметр Хетчинсона
Вязкость отдельных клеев определяют по времени падения металлического шарика установленного размера и веса в слое клея, скорости прохождения пузырька воздуха сквозь слой клея или вытекания клея через соответствующее отверстие в сосуде, а иногда и по скорости вращения металлического тела в клее.
На вязкость обувных клеев влияют свойства клеящего вещества, характер растворителя, концентрация клея и его температура. При ее повышении вязкость клея понижается, а при понижении температуры, наоборот, повышается.
Клеящая способность клеев
Прочность взаимного склеивания деталей обуви, помимо особенностей материалов этих деталей, характера их подготовки к склеиванию и проведения процесса склеивания, зависит от адгезионных, когезионных и аутогезионных свойств клеевых пленок.
Адгезионные свойства клеевых пленок характеризуют их способность прилипать и соединяться с поверхностью материала, на который нанесен клей. При склеивании непористых, невпитывающих клей материалов (например, типа резиновой подошвы) решающее значение имеет адгезия клея к склеиваемым поверхностям, проявляющаяся в виде смачивания, адсорбции и иногда даже химического взаимодействия. При склеивании пористых материалов (типа кожи или ткани) значительную роль играет также капиллярное проникновение клея внутрь склеиваемых материалов, в результате которого образуется соединение клеевой пленки не только с внешней, но и с внутренней поверхностью материала за счет пронизывания последнего своеобразными отростками ("заклепками") клеящего вещества.
Когезионные свойства клеевых пленок отражают их внутреннюю прочность, силы связи между отдельными частицами клеевых пленок. При высоких когезионных свойствах клеевых пленок разъединение склеенной системы идет не по пленкам, а по склеиваемым материалам или же по поверхности контакта клеевых пленок со склеиваемыми материалами.
Под аутогезионными свойствами клеевых пленок подразумевается способность взаимного соединения клеевых пленок, нанесенных на склеиваемые детали.
Раздельное определение адгезионных, когезионных и аутогезионных свойств клеящих веществ и клеевых пленок представляет значительные трудности. Поэтому на практике при оценке качества клеев устанавливают их общую клеящую способность по величине усилия, которое требуется для разъединения в определенных условиях склеенных испытуемым клеем полосок ткани друг с другом или полосок ткани с полосками подошвенной резины.
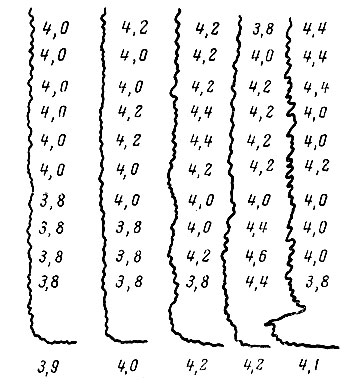
Рис. 116. Диаграмма расслаивания склеенных образцов
Сущность методов определения клеящей способности клеев заключается во взаимном склеивании полосок ткани (сурового мытого миткаля, бязи, двухслойной кирзы) шириной 25-50 мм и длиной 140-300 мм друг с другом или с такими же по размерам полосками подошвенной резины (непористой или пористой). Нанесение клея на склеиваемые полоски и их взаимное склеивание осуществляют по методике, совпадающей или приближающейся к технологии, применяемой при выполнении клеевых скреплений данными клеями в производственных условиях. Один конец полосок оставляют свободным от клея для закрепления в зажимах разрывной машины. Приготовленные склейки расслаивают на разрывной машине, фиксируют показания в процессе расслаивания через каждые 10-25 мм непосредственным наблюдением или по диаграмме (рис. 116), а затем подсчитывают среднюю арифметическую величину клеящей способности в ньютонах на сантиметр ширины склеенных полосок.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"