
Технологический процесс
1. Выравнивание стелек по толщине
А. Кожаные стельки выравнивают с бахтармяной стороны. Толщина стелек в готовом виде должна, соответствовать требованиям стандарта или технических условий на данный вид обуви-, а припуск на дальнейшую обработку составлять 0,1-0,5 мм. Допускается разница в толщине отдельных деталей в партии не более 0,5 мм. Толщину стелек изм-еряют в середине пучковой части.
В. ДН-2-0 или 05260/Р1, 05095/Р1 для выравнивания по толщине деталей низа обуви, толщиномер ГОСТ 11358-74.
2. Шкурение стелек с лицевой и бахтармяной сторон, удаление пыли
А. Кожаные сгельки шкурят с лицевой и бахтармяной сторон по всей поверхности равномерно, без выхватов и пропусков.
В. Полуавтомат 04163/P3 для шлифования плоских неприкрепленных деталей низа обуви, абразивный круг № 50, 60 по ГОСТ 2424-60 или шлифовальная шкурка № 32-63 по ГОСТ 5009-68.
3. Надсечка пучковой части стелек
А. Стельки из кожи надсекают с неходовой стороны прерывающимися линиями параллельно линии пучков на ширину 25 60 мм. Расстояние между линиями 5-10 мм, между отдельными надрезами 4-6 мм, глубина надреза не более 7з толщины стельки. Надрезы должны быть расположены симметрично по отношению к линии пучков.
В. Машина для надсечки стелек конструкции ЛПОО "Скороход", линейка металлическая измерительная по ГОСТ 427-56.
4. Спускание краев полустелек
А. Края полустелек плавно, спускают по всему периметру. Ширина спуска по переднему краю 12-17 мм, пяточно-геленочному краю 8-14 мм, толщина спущенного края 1,0±0,2 мм. На спущенной поверхности не должно быть выхватов и утолщений.
В. Машина АГС-12 или 1411/Р6, 05185/Р2 для спускания краев деталей низа, линейка металлическая измерительная по ГОСТ 427-56, толщиномер по ГОСТ 11358-74.
Примечание. Допускается спускать полустельки только по переднему краю.
5. Пробивание паза и отверстий в полустельках для прикрепления супинаторов
А. Для прикрепления и укладки супинаторов в полустельках пробивают два отверстия и продольный паз. Диаметр отверстий 3 мм, размеры паза определяют формой и размерами супинатора. Отверстия и паз для укладки супинатора должны быть расположены строго по условной оси симметрии стелек.
Для пробивания отверстий полустельки вкладывают в специальные кассеты, подобранные в соответствии с размером стелек и устанавливаемые на столике машины. Пробивка отверстий в полустельках производится с неспущенной стороны.
В. Машина конструкции МПО "Пролетарий" для пробивки отверстий и паза в полустельках для крепления супинатора, машина фирмы "Анвер" (Франция) для пробивания центрирующих отверстий в стельках, кассеты.
6. Предварительное формование полустелек
А. Полустельки формуют по одной полупаре. Профиль следа полустельки после формования должен совпадать с профилем супинатора. Режим формования полустелек устанавливается лабораторией фабрики.
В. Прессы 05020/Р2 и 05020/Р4 для формования подошв и стелек, машина типа Р-55 фирмы "Анвер" (Франция), машина модели 52ES фирмы "Шен". (ФРГ), проходное приспособление для изгибания полустелек типа конструкции ЦНИИКП (см. прилагаемую схему), пресс модели ПФГ-1-0.
Примечание. При использовании пресса модели ПФГЛ-0 процесс предварительного формования полустелек может быть совмещен с пробиванием паза и отверстий для крепления супинатора.
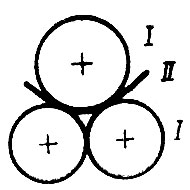
Схема приспособления для изгибания полустелек: I портирующие валики; II - полустелька
7. Прикрепление супинаторов к полустелькам на блочки
А. Супинатор вкладывают в паз полустельки выпуклой стороной и прикрепляют на одну или две блочки. Расстояние между концом супинатора и линией пяточного закругления полустельки см. в таблице.
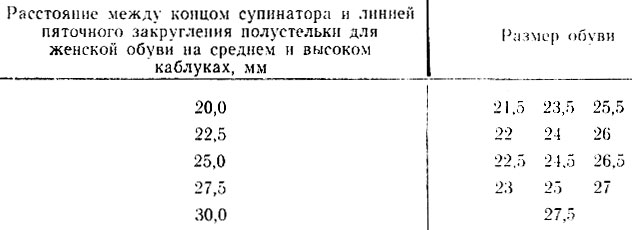
Таблица
Б. Блочки по ОСТ 17-102-72 типа Б-24 по каталогу "Блочки для обуви" (М., ЦНИИТЭИлегпром, 1976).
В. Машина МКС-0, машина модели НА фирмы "Альбеко" (Франция) или модели 375 фирмы "Сигма" (Италия) для крепления супинатора на блочки.
8. Нанесение клея на стельки и полустельки с прикрепленным супинатором, сушка клея и склеивание деталей стелек с предварительным формованием
А. На бахтармяную сторону стелек по всей поверхности пяточно-геленочного участка и на полустельки с прикрепленным супинагором наносят ровный слой паирнтового клея и высушивают его при температуре окружающей среды 5-7 мин. Нанесение клея на полустельки с прикреплением супинатора производится вручную или на машине с мягким щеточным валиком. Промазанные наиритовым клеем полустельки с прикрепленным супинатором складывают с промазанными наиритовым клеем стельками так, чтобы они совпадали по контуру и дублируют с предварительным формованием, пропусканием между рабочими валками машины. Слои стелек должны быть прочно, без зазоров склеены, а их края должны совпадать.
Для повышения прочности склеивания и исключения образования местных зазоров между стелькой и полустелькой рекомендуется клеевую пленку на полустельках перед дублированием термоактивировать прогревом под рефлектором в течение 20-30 с при температуре 90-100°С.
В. Машина модели 1016 фирмы "Гестика" (ФРГ) для намазки плоских деталей низа обуви МПО "Пролетарий", сушило, сосуд для клея, кисть.
9. Снятие фаски в пяточно-геленочнои части стелек с полустельками
А. Стельки с торца равномерно шкурят или спускают со стороны, обращенной к подошве, по периметру пяточно-геленоч- ной части. Шкурение или спускание производят таким образом, чтобы угол наклона поверхности торца стелек составлял продолжение боковой поверхности колодки. Ширина и толщина спущенного края 1,5-4,0 мм. Контур пяточной части стелек не должен быть поврежден.
В. Машина ШН-1-0, 04127/Р10 для шлифования деталей низа BGF-8 фирмы "Морбах" (ФРГ), АУ-16 фирмы "Анвер " (Франция), линейка металлическая измерительная по ГОСТ 427-56.
10. Формование стелек
А. Стельки формуют по одной полупаре. Профиль следа стельки должен соответствовать профилю следа колодки данного фасона и размера. Режим формования стелек в зависимости от их конструкции, материалов и вида используемого оборудования устанавливается лабораторией фабрики.
В. Прессы 05020/Р2 и 5020/Р4 для формования подошв и стелек, машина типа Р-55 фирмы "Анвер" (Франция), машина модели 52ES фирмы "Шён" (ФРГ), секундомер, термопара.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"