
Механизм транспортирования заготовки машин НК-О и НК-1-О
Механизм транспортирования служит для перемещения заготовки при нанесении клея (рис. 6).
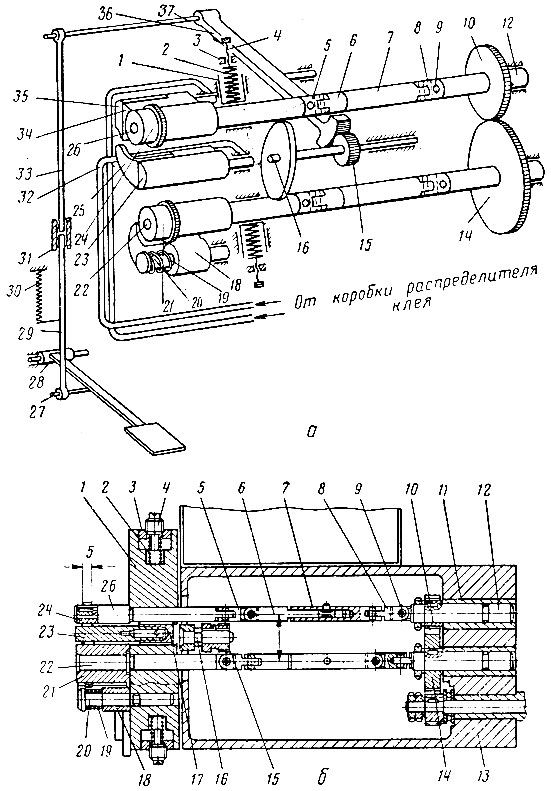
Рис. 6. Кинематическая (а) и конструктивная (б) схемы механизма транспортирования заготовки машин НК-О и НК-2-О
Механизм состоит из корпуса 13 с запрессованными в него втулками 11, корпуса 17, ползунов 1, крышек 3, транспортирующих роликов 21 и 24, валов 22 и 26, сопла 34 и упора-сопла 23, ножа 18 и оси 20, сектора 36 и кулачка-шестерни 15, серег 5-8, валов 12, шестерен 10 и 14, педали 28 и других звеньев.
В направляющих корпуса 17 расположены ползуны 1. К ползунам приложены силы со стороны пружин сжатия 2. Одним торцом пружины сжатия упираются в винты 4, жестко связанные через крышки 3 с корпусом 17, другим - в ползуны 1.
Ползуны 1 под действием пружин сжатия 2 постоянно стремятся приблизиться к упору-соплу 23. Ползуны 1 и транспортирующие ролики 21 и 24 удаляются от упора-сопла кулачком-шестерней 15, который приводится в движение от педали 28 через тяги 29 и 33 и стяжку 31.
Транспортирующие ролики 21 и 24 приводятся во вращательное движение от валов 12 через сдвоенные шарнирные муфты, состоящие из серег 5-5, которые соединены друг с другом осями 9. Валы 22 и 26 связаны с валами 12 серьгами, которые дают возможность валам 22 и 26 вместе с ползунами 1 изменять при транспортировании заготовки свое положение в зависимости от толщины подкладки и верха заготовки. Расстояние же между валами 12 при этом остается неизменным. Расстояние между под кладкой и верхом заготовки в момент транспортирования определяется высотой упора-сопла и равно 15 мм.
При нажатии на педаль 28 через ось 27, тягу 29, стяжку 31, тягу 33, ось 37 и зубчатый сектор 36 поворачивается вокруг оси 16 кулачок-шестерня 15. Кулачок-шестерня, воздействуя на валы 22 и 26, отводит ползуны 1, валы 22 и 26 и транспортирующие ролики 21 и 24 от упора-сопла 23.
Пружины сжатия 2 при этом сжимаются. Между транспортирующими роликами 21 и 24 и упором-соплом 23 образуются зазоры.
После заправки подкладки и верха заготовки в эти зазоры и правильного ориентирования их относительно сопла 34 и упора-сопла 23 педаль 28 освобождается. Под действием пружины растяжения 30 педаль 28, ось 27, тяга 29, стяжка 31, тяга 33, ось 37 и зубчатый сектор 36 возвращаются в исходные положения, а кулачок-шестерня 15 занимает положение, при котором между профилем кулачка и валами 22 и 26 имеют место зазоры. Под действием пружин 2 ползуны 1, валы 22 и 26, транспортирующие ролики 21 и 24 приближаются к упору-соплу, подкладка и верх заготовки прижимаются транспортирующими роликами к упору-соплу 23.
Наличие пружин 2 в механизме транспортирования позволяет надежно транспортировать заготовки, имеющие переменную толщину по периметру.
При нажатии на педаль 25 (см. рис. 4, а) включается машина, и ролики 21 и 24 (см. рис. 6), вращаясь, транспортируют заготовку. Ролики вращаются от привода через шестерни 10 и 14, валы 12, серьги 5-8 и валы 22 и 26.
Так как диаметр ролика 21 в два раза больше диаметра ролика 24, то для транспортирования верха заготовки и подкладки с одинаковой скоростью диаметр шестерни 14 сделан в два раза больше, чем диаметр шестерни 10. Диаметр транспортирующего ролика 21 увеличен по сравнению с диаметром транспортирующего ролика 24 для повышения надежности транспортирования верха заготовки с настрочными швами. Так как швы верха заготовки более толстые, чем швы подкладки, более затруднительно транспортирование верха.
При освобождении педали 25 (см. рис. 4, а) механизма привода транспортирующие ролики 21 и 24 останавливаются.
После этого второй раз нажимают на педаль 28 (см. рис. 6) механизма транспортирования и отводят транспортирующие ролики 21 и 24 от упора-сопла, чтобы вынуть заготовку.
На нижний транспортирующий ролик 21 при нанесении клея до грани заготовки может попадать клей.
Для очистки ролика на ось 20 машины свободно насажен нож 18, который с помощью пружины 19 прижимается к транспортирующему ролику.
Клей от насоса подводится по трубкам 32 к упору-соплу 23 и соплу 34 и выдавливается через щели. Щели образуются при присоединении крышек 25 и 35 с пазами к упору-соплу 23 и соплу 34. Крышки прикрепляются к упору-соплу 23 и соплу 34 винтами.
Ширина транспортирующей части роликов 21 и 24, на которой нарезаны зубцы, равна 5 мм, чтобы уменьшить относительное скольжение между ними заготовки при нанесении клея на ее криволинейные участки.
Механизм имеет следующие регулировки: усилия прижатия подкладки и верха к упору-соплу 23, усилия прижатия ножа к транспортирующему ролику 21, положения педали 28 и кулачка - шестерни 15 относительно валов 22 и 26.
Усилие прижатия подкладки и верха к упору-соплу регулируется пружиной 2 с помощью винта 4. При ввертывании винта 4 в крышку 3 пружина 2 сжимается, усилие прижатия заготовки к упору-соплу возрастает; при вывертывании винта 4 из крышки 3 пружина расправляется, усилие прижатия уменьшается. От усилия прижатия подкладки и верха заготовки к упору-соплу зависит тяговое усилие транспортирования, которое возрастает с увеличением прижатия подкладки и верха заготовки к упору-соплу и уменьшается при снижении этого усилия.
Усилие прижатия ножа 18 к транспортирующему ролику 21 регулируют пружиной кручения 19; при закручивании пружины усилие возрастает, при раскручивании - уменьшается. Пружина кручения 19 одним концом связана с ножом 18, а другим с осью 20. Пружина закручивается при повороте оси 20.
После регулирования новое положение оси 20 фиксируется винтом (на рис. 6 винт не показан).
Положение педали 28 регулируется стяжкой 31. Концы тяг 29 и 33 и гайки имеют резьбу разных направлений (правую и левую).
При вращении стяжки 31 в одном направлении расстояние между осями 27 и 37 возрастает, педаль 28 опускается; при вращении ее в другом направлении расстояние между осями 27 и 37 уменьшается, педаль поднимается. От положения педали зависит ее ход, который должен быть достаточным для отвода роликов 21 и 24 от упора-сопла 23 на 6-8 мм.
Если при опускании площадки педали до нижнего положения ролики отводятся на недостаточную величину, то площадку следует поднять.
Для уменьшения зазора между роликами 21 и 24 и упором- соплом 23 педаль опускают.
Положение, кулачка-шестерни 15 относительно валов 22 и 26 изменяют, поворачивая его вокруг оси 16. Чтобы это сделать, необходимо либо изменить расстояние между осями 27 и 37 стяжкой 31 и повернуть кулачок-шестерню, либо вывести его из зацепления с зубчатым сектором 36, развернуть до нужного положения и снова ввести в зацепление с сектором 36.
Положение кулачка-шестерни 15 устанавливают так, чтобы он не препятствовал валам 22 и 26 сближаться, а транспортирующим роликам прижимать подкладку и верх заготовки к упору-соплу 23.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"