
§ 5. Изготовление рабочих шаблонов
При внедрении конструкции обуви в производство возникает необходимость изготовления специальных рабочих шаблонов из картона или металла.
При массовом ручном раскрое картонные шаблоны дополнительно окантовывают специальной металлической проволокой для предохранения их от быстрого износа, придания шаблонам устойчивости и создания удобства в работе раскройщика.
К шаблонам из картона, применяемым для раскроя верха обуви, прикрепляют наколочные кнопки. При раскрое материала вследствие прижима кнопок на нем остается след от острия, являющийся ориентиром при сборке заготовки. При раскрое юфти или кожи с искусственной мереей применяют более крупные кнопки, при раскрое топких кож с гладкой лицевой поверхностью - более мелкие.
При изготовлении резаков или матриц, а также при работе на градир-машине необходимы шаблоны из металла.
В шаблонах из картона и металла высекают отверстия для последующего скрепления шаблонов по комплектам. Кроме того, отверстия в шаблонах из металла необходимы для крепления шаблонов на модельном столике машины при градировании и для прикрепления стержня при изготовлении резаков.
Для изготовления рабочих шаблонов применяют специальное оборудование: модельные ножницы, окантовочную машину, аппарат для вырезания гофр и др.
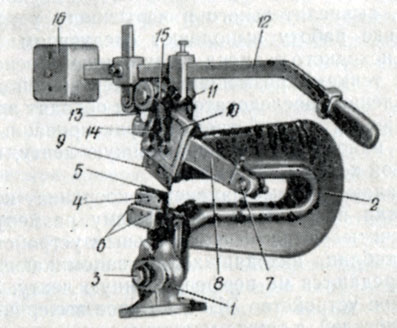
Рис. 89. Модельные ножницы
Модельные ножницы (рис. 89) служат для вырезания шаблонов из картона толщиной до 4 мм и металла толщиной до 1 мм. Они состоят из основания 1 и подковообразной станины 2. Основание ножниц прикреплено к столу. Станина по отношению к основанию закреплена под некоторым углом в сторону работающего.
Угол наклона станины фиксируют болтом 3.
К нижней части подковообразной станины прикрепляют уголок 4 с неподвижным ножом 5. Нож прикрепляют к уголку винтами. Уголок прикрепляют к станине; его положение регулируют болтами с контргайками 6.
В верхней части станины на конце кронштейна укреплен на оси 7 маятник 8 с подвижным ножом 9. Нож крепится болтами и может сниматься для заточки. Верхняя часть маятника 10 имеет форму эксцентрика. С помощью эксцентрика опускается маятник коромысла 11.
К одному концу коромысла прикреплена рукоятка 12, а другой конец опирается на упорный винт 13.
Подъем маятника осуществляется пружиной 14, связывающей маятник с осью качания коромысла 15. Для облегчения подъема рукоятки служит противовес 16.
На модельных ножницах вырезают шаблоны из картона и металла. Поэтому верхние ножи применяют различной конфигурации и заточки. Для вырезания шаблонов из картона угол заточки ножа должен быть 20 - 25°, для вырезания шаблонов из металла - 40 - 45°. Угол заточки нижнего ножа в обоих случаях должен быть 89 - 90°. Толщина ножей при этом колеблется от 3 до 4 мм.
Расстояние между ножами регулируют в зависимости от толщины применяемого материала. При разрезании толстого картона ножи несколько отводят один от другого, а при разрезании тонкого металла - сближают. Регулировку производят передвижением нижнего ножа с его держателем влево или вправо, ослабляя закрепляющий винт и сдвигая закрепитель ножа. После установки нижнего ножа в заданное положение его держатель укрепляют винтом. При установке нижнего ножа верхний нож опускают до упора.
Подготовительную работу проводят следующим образом. На картон накладывают оригинал шаблона и очерчивают его остро отточенным шилом. При использовании металла предварительно вырезают шаблоны из плотной бумаги и наклеивают их на металл каучуковым клеем.
Все шаблоны вырезают сначала в виде болванок, т. е. с припуском 2 мм по всему периметру, а затем - точно по очерченному контуру или по краю приклеенной детали.
При вырезании шаблонов ножницами плоскость картона все время должна быть под прямым углом к плоскости верхнего ножа, так как при отклонении края вырезанного шаблона будут скошенными. При работе картон прижимают к лезвию нижнего ножа; движения рукоятки должны быть равномерными, короткими и частыми, особенно в местах закруглений.
Шаблоны, полученные из металла, подравнивают напильником и отшлифовывают мелкой наждачной бумагой до совпадения по всему контору с наклеенными оригиналами.
Все точки наколов и гофры с наклеенных деталей переносят на металл. После этого бумажный оригинал снимают и на шаблонах из металла пробивают цифры, обозначающие номер проекта, фасон колодки, размер ее и полноту.
Все шаблоны должны иметь круглые отверстия для удобства скрепления и держания шаблонов на стержнях при изготовлении резаков.
Окантовочная машина (рис. 90) предназначена для окантовки специальной проволокой краев картонных шаблонов.
Машина состоит из двух валов, проходящих по П-образной станине. В нижней части станины имеется кронштейн, на конце которого на вертикальную ось надет свободно вращающийся на оси ступенчатый ролик 1 для предварительной посадки и выгибания проволоки по контуру модели, имеющей вогнутые участки.
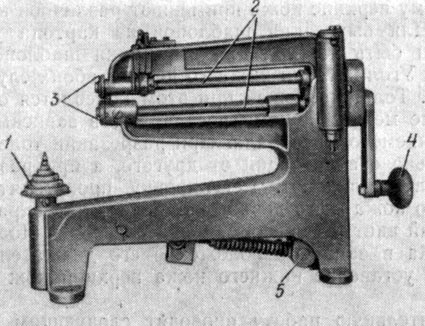
Рис. 90. Окантовочная машина
Через среднюю и верхние части станины проходят рабочие валы 2, на передних концах которых имеются ролики 3 для транспортирования детали и прижима проволоки к ее краю. На противоположных концах рабочих валов насажены зубчатые колеса, с помощью которых валы вращаются навстречу друг другу.
Зубчатые колеса приводятся в движение рукояткой 4, посаженной на ось нижнего вала, передний конец которого прикреплен так, что он может подниматься и опускаться вместе с роликом. Конец вала поднимается рычагом 5, связанным тягой с педалью. Конец верхнего вала с роликом опускается под действием пружины. Подъем верхнего ролика необходим для вставки шаблона и проволоки.
Приступая к окантовке, напильником отрезают кусок проволоки, ориентировочно измерив периметр детали. Нарезанная проволока должна быть больше длины контура детали на 2 - 3 см, а толщина картона должна точно соответствовать ширине проволоки.
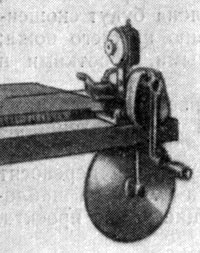
Рис. 91. Машина для профилирования окантовочной ленты
Для окантовки шаблон с наложенной проволокой закладывают между верхним и нижним роликами до упора, после чего начинают плавно вращать рукоятку машины, одновременно транспортируя шаблон и плотно прижимая проволоку к его краю. При окантовке вогнутых и выпуклых краев шаблон транспортируют несколько медленнее. Проволока не должна отходить от контура шаблона. Места соединения концов проволоки следует запилить и запаять.
Машина для профилирования окантовочной ленты (рис. 91) имеет приспособление для измерения периметра шаблона. В соответствии с установленной длиной отрезается и профилируется окантовочная проволока.
Модельные тиски (рис. 92) имеют удлиненные зажимные щечки и ножную педаль. Шаблон, закрепленный в щечках тисков, обрабатывают (зачищают) напильником.
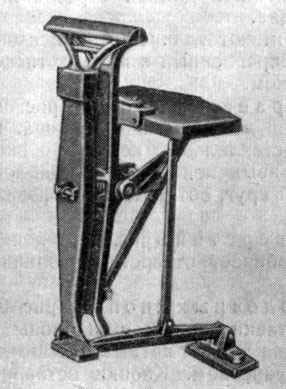
рис. 92. Модельные тиски
Машина для стекления краев шаблона (рис.93) предназначена для отделки шаблонов из металла и картона. На левой стороне машины расположен стеклильный конус для окончательной обработки внутренних кривых поверхностей шаблона. В середине находится шлифовальный круг, обтянутый шлифовальной бумагой.
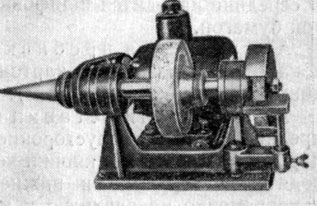
Рис. 93. Машина для стекления краев шаблона
Аппарат для пробивки отверстий (рис. 94) на шаблонах из металла или картона пробивает отверстия различных диаметров (6; 5; 3; 2 и 2,5 мм).
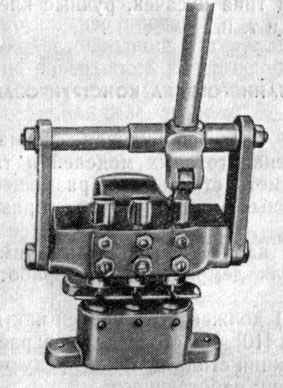
Рис. 94. Аппарат для пробивки отверстий
Аппарат для вставки наколочных кнопок (рис. 95) предназначен для двусторонней вставки кнопок в шаблоны из картона. Наколочные кнопки через два канала автоматически подводятся к верхнему и нижнему пуансонам. Кнопки вставляют одновременно на верхнюю и нижнюю стороны шаблона для раскроя материалов.
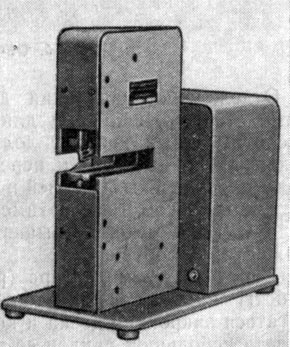
Рис. 95. Аппарат для вставки наколочных кнопок
При изготовлении рабочих шаблонов применяют различный инструмент (металлические линейки, готовальни, молотки, напильники - плоские, треугольные и круглые), ручные ножницы для резки листового железа, щипцы типа кусачек, ручные клещи для затяжки, каучуковые штемпеля и т. п.
Смотри здесь mia Khalifa
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"