
§ 3. Механический способ серийного размножения
Серийное размножение плоских шаблонов деталей верха и низа обуви, а также шаблонов, необходимых при изготовлении и проверке колодок и каблуков, выполняют на специальных машинах различных конструкций.
На рис. 87 показана машина "Альбеко-25" (ФРГ) для серийного размножения шаблонов деталей обуви.
Эта машина имеет ряд существенных преимуществ: она точна в работе, позволяет применять разнообразные способы размножения, универсальные шкалы позволяют градировать шаблоны деталей различных систем нумерации.
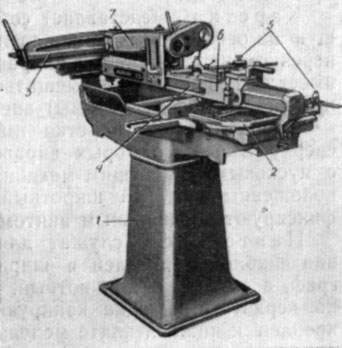
Рис. 87. Общий вид машины 'Альбеко-25' (ФРГ) для серийного размножения шаблонов деталей обуви
Устройство машины "Альбеко-25". Машина состоит из станины 1 и расположенных на ней рабочих механизмов*: модельного столика 2, стола для закрепления картона 5, каретки 4, двух пантографов 5, копирующей каретки 6, головки 7 с пусковым и режущим механизмом.
*(Описание механизмов машины приведено в последовательности, отражающей принятый порядок работ при градировании.)
Станина укреплена на тумбе. С левой стороны* к станине прикреплен кронштейн. Его верхний паз является направляющей перемещения стола для закрепления картона. По боковому пазу скользит торец направляющей каретки. Справой стороны станины расположены паз для перемещения основания каретки и пластины (направляющие), по которым движется модельный столик. Снизу, с правой стороны, имеется ящик для инструмента и запасных деталей.
*(Расположение рабочих органов машины рассмотрено с рабочего места градировщика.)
Модельный столик для размещения и закрепления градируемых шаблонов деталей состоит из двух жестко соединенных плит, помещенных одна над другой. С помощью нижней плиты столик перемещается вперед и назад по пластинам - направляющим станины. Одновременно перемещаются верхняя плита и плита-шкала настройки длиннотного пантографа.
Верхняя плита служит для размещения и закрепления градируемых шаблонов. Для удобства установки болтов, прикрепляющих шаблоны, в верхней плите предусмотрены два ряда поперечных пазов и один продольный паз.
Для удобства в работе верхнюю плиту можно поворачивать над нижней и жестко фиксировать в четырех различных положениях (через каждые 90°) с помощью специального устройства. Столик может быть закреплен на станине зажимным винтом.
На верхней плите модельного столика условное обозначение "север - юг" (N - S) служит для установления длиннотных направлений шаблона и соответствует расположению продольного паза, "запад - восток" (W - О) -широтных направлений и соответствует расположению поперечных пазов.
Стол для закрепления картона состоит из плиты, зажимного приспособления - траверсы и нижней планки, между которыми располагают и зажимают картон. Траверса соединена с нижней планкой осями. На рабочей поверхности нижней планки расположены отверстия, внутри которых имеются кнопки. При повороте рукоятки вверх картон закрепляется, кнопки нижней планки опускаются и, прижимаясь к пазу кронштейна, жестко закрепляют стол.
Каретка представляет собой крестообразную балку, состоящую из основания и направляющей. Основание расположено в поперечном направлении, а направляющая - в продольном. Каретка имеет возможность перемещаться (и передвигать расположенные на ней рабочие механизмы) вперед и назад.
Направляющая каретки имеет по боковым поверхностям и сверху пазы, в которых вправо и влево перемещаются головка с пусковым и режущим механизмом, копирующая каретка и расположенный на ней широтный пантограф. Положение каретки фиксируют специальным винтом.
Пантографы служат для настройки машины. Для изменения шаблонов деталей в ширину настраивают широтный пантограф, а в длину - длиннотный. Широтный пантограф расположен на верхней площадке копирующей каретки, а длиннотный прикреплен к нижней плите модельного столика. Оба пантографа по конструкции одинаковы и работают независимо друг от друга в двух взаимно перпендикулярных направлениях. Взаимно перпендикулярно расположены и детали пантографов.
Целесообразно ограничиться описанием одного пантографа, например длиннотного, состоящего из рычага со шкалами, вращающегося на оси и имеющего ползун, основной шкалы-плиты, расположенной под рычагом, салазок, маятника и корректирующего устройства со шкалами. Таким образом, пантограф машины имеет следующие три шкалы: шкалу рычага, основную шкалу и шкалу корректора.
На шкалах рычага пантографа (рис. 88) имеются деления с установочными числами. Шкалы на рычагах расположены в два ряда, причем верхние ряды шкал отмечены черными цифрами, а нижние - красными. Верхняя шкала (черная) длиннотного пантографа имеет деления от 15 до 45, а нижняя (красная) - от 45 до 90. Верхняя шкала широтного пантографа имеет деления от 25 до 70, а нижняя - от 70 до 140. Шкала разделена таким образом, что против цифры верхней шкалы стоит удвоенная цифра нижней. Например, в длиннотном пантографе на рычаге против цифры 40 верхней шкалы стоит цифра 80 нижней; в широтном пантографе - против верхней цифры 60 стоит нижняя 120 и т. п.
Основная шкала предназначена для установки рычага с ползуном при переходе от номера к номеру. Она расположена под рычагом и имеет деления, нанесенные в виде ряда изогнутых красных и черных линий, чередующихся между собой. Счет начинают от нулевой линии, расположенной в центре шкалы. Если требуется увеличить шаблон детали, рычаг перемещают от нулевой линии по направлению к знаку +; для уменьшения детали рычаг перемещают по направлению к знаку -.
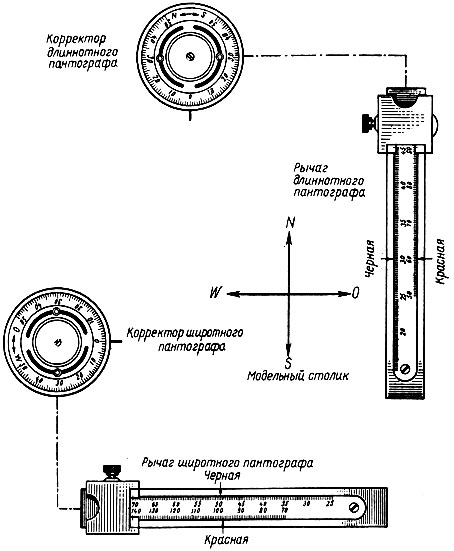
Рис. 88. Шкалы рычагов пантографов и корректоров
Для облегчения установки корректора на шайбе его нанесены условные обозначения в виде букв. На корректоре длиннотного пантографа в конце делений нанесены буквы N и S, а на корректоре широтного пантографа W и О. Стрелки на установочных шайбах показывают направление вращения.
Копирующая каретка служит для обвода шаблонов деталей, размещенных на модельном столике, а также для передачи движений пантографам и головке с пусковым и режущим механизмами. Копирующую каретку можно перемещать по пазам направляющей каретки вправо и влево.
На верхней площадке копирующей каретки укреплены: слева - плита-шкала настройки и рычаг на оси широтного пантографа, а справа - рукоятка. На передней стенке расположен прилив с гнездом для установки обводного штифта, которым очерчивают закрепленные на модельном столике шаблоны деталей обуви.
Обводные штифты чаще всего состоят из держателя и собственно штифта, вставляемого в отверстие конца держателя и закрепляемого винтом.
На тыльной стороне каретки расположен зажимной винт, с помощью которого она может быть закреплена.
Головка с пусковым и режущим механизмами предназначена для вырезания шаблонов деталей из картона. Пусковой механизм состоит из электродвигателя, приводящего в движение режущий механизм машины, шкива электродвигателя, соединенного ремнем со шкивом рабочего вала режущего механизма. Электродвигатель имеет реостат. При повороте ручки по направлению к электродвигателю вал опускается и включает в рабочее положение режущий механизм.
Основные элементы режущего механизма - пуансон и матрица. Пуансон при опускании проходит через отверстие матрицы и прорезает находящийся между пуансоном и матрицей картон. Пуансон делает около 3000 проколов в минуту, поэтому линия просечки получается сплошной.
Чаще всего применяют пуансоны диаметром 2 мм, а для вырезания шаблонов из спецкартона - диаметром 3 мм.
На рабочей поверхности матрицы имеются расположенные по окружности отверстия, необходимые при замене сработанного отверстия новым. Для правильной установки отверстия матрицы относительно пуансона используют специальный контрольный штифт. Его вставляют в держатель на режущей головке и прочно закрепляют винтом, поворачивая матрицу таким образом, чтобы штифт легко входил в одно из ее отверстий. Поворотом рукоятки опускают штифт в отверстие.
При совпадении штифта с отверстием матрицы винт матрицы наглухо закрепляют. Затем контрольный штифт заменяют режущим (пуансоном).
Пуансоны заменяют следующим образом. С помощью стержня отвинчивают винт и под пуансон помещают картон. Пуансон опускают и вынимают для замены. Устанавливают пуансон в обратном порядке. При этом острие пуансона не должно опускаться ниже чем на 0,5 мм от рабочей поверхности матрицы.
Поворачивая ключом специальный винт, можно при необходимости заменить или повернуть матрицу. После установки матрицы в новом положении необходимо убедиться в совпадении отверстия матрицы с местом перемещения пуансона, так как даже незначительное смещение отверстия приведет к поломке пуансона. Диаметры отверстий матрицы, пуансона и обводного штифта должны быть одинаковы.
Подготовка к работе на машине. В первую очередь еще раз проверяют правильность выполнения сборочной модели верха и отдельных деталей. Затем наносят длиннотные и широтные оси, рассчитывают установочные данные, подготавливают и укрепляют па модельном столике шаблоны деталей, укладывают и закрепляют картон и настраивают пантографы.
Расчет установочных данных. После нанесения осей рассчитывают установочные данные, необходимые для настройки пантографов. Установочное число для каждого пантографа в отдельности находят по следующим формулам:
для длиннотного пантографа
для широтного пантографа
где Дм -длина модели;
Шм - ширина модели;
Дшт - диаметр обводного штифта;
Пдл - приращение по длине при переходе от номера к номеру;
Пш - то же, по ширине.
Как видно из формул, установочные числа рассчитывают следующим образом: к длине (или ширине) основной модели прибавляют размер диаметра обводного штифта и полученную сумму делят на величину приращения. Предположим, что длина модели верха Дм = 325 мм, ее ширина Шм = 192 мм, диаметр обводного штифта Дшт = 2 мм, приращение по длине Пдл = 7,1 мм, приращение по ширине Пш = 2,4 мм.
Приращение по ширине получено из соотношения:

где 240 - окружность пучков в колодке № 26,5 четвертой полноты;
3 - приращение по окружности в пучках. Отсюда установочное число будет равно:
по длине

по ширине

В ботинках и сапогах всех видов, кроме армейских, высота берцев не влияет на расчет установочных чисел по ширине.
Подноски из кожи и искусственных материалов градируют по установочным числам для верха обуви.
Установочные числа для деталей низа обуви определяют по тем же формулам, что и для деталей верха. Меняются лишь значения приращений: по длине приращения 5 мм, по ширине- 1 мм. Для деталей низа обуви эти величины постоянны.
Пример. Длина стельки 240 мм, ширина в пучках 74 мм. Требуется определить установочные числа
По установочным числам основной стельки градируют все внутренние и промежуточные детали низа (вкладную стельку, полустельку, простилку и подпяточник).

Наружные детали низа обуви (подошву, набойку, каблук и кранец) градируют по установочным числам подошвы. Их находят аналогично установочным числам стельки. Подошвы для обуви на высоком каблуке градируют механическим способом только до каблука. Крокульную часть подошвы градируют вручную, так как высота каблука для всех размеров остается постоянной и каблук применяют на два смежных размера, что влияет на ширину крокульной части.
Для этого берут стельки крайних номеров и на них отмечают ляписы каблуков. Затем стельки совмещают по линии ляписа и замеряют разницу по длине. Например, разница по длине между стельками № 21,5 и 27,5 - 52 мм. Полученное число делят на количество размеров (52:12 = 4,3 мм) и таким образом устанавливают приращение на каждый номер до ляписа. В таком случае установочное число определяют следующим образом. Измеряют длину подошвы до ляписа каблука (например, она равна 195 мм). Установочное число находят путем деления длины подошвы до ляписа на приращение подошвы до ляписа, т. е.
Ширину подошвы находят обычным путем.
При подсчете установочного числа возможны случаи, когда полученный результат может быть меньше чисел, имеющихся на шкалах. При этом необходимо увеличить найденное число в четное число раз, получив таким образом новое установочное число. Например, подсчитанное установочное число для широтного пантографа равно 18, а на шкале числа начинаются с 25. Умножив 18 на 2, получим новое установочное число, имеющееся на шкале пантографа (18 · 2 = 36).
При работе ползун сдвигают по основной шкале на величину, вдвое меньшую. Если установочное число слишком велико, то размножение моделей следует производить по меньшей модели.
Установочное число легко определить с помощью специально разработанных номограмм, прилагаемых к машине.
Подготовка и установление шаблонов деталей. В подготовленной сборочной модели и шаблонах деталей необходимо разметить центры будущих отверстий под болты. В дальнейшем сборочную модель и шаблоны через эти отверстия прикрепляют болтами к модельному столику. Центры отверстий должны совпадать с прорезями на модельном столике. В деталях низа обуви такая разметка не вызывает затруднений - центры отверстий располагают на продольной оси. В деталях верха обуви разметку выполняют следующим образом. На сборочную модель верха обуви вниз и вверх от основной поперечной оси наносят параллельные линии с расстояниями между ними 20 мм, что соответствует расстоянию между осями пазов на модельном столике. Затем эти оси переносят на отдельные шаблоны деталей, ориентировочно размещают шаблоны на модельном столике и намечают центры отверстий.
Сборочную модель и подготовленные шаблоны деталей наклеивают на жесть, вырезают, шлифуют и подклеивают картон для увеличения толщины и удобства обвода штифтом при градировании. При этом контур картона делают несколько меньше основного шаблона детали.
В подготовленных деталях высверливают отверстия в местах прикрепления к модельному столику, а также по линиям сборки и осям. Отверстия для прикрепления моделей в зависимости от применяемых болтов могут быть двух диаметров - 3 и 6 мм. Отверстия по линиям сборки и осям имеют диаметр 2 мм, что вполне достаточно для свободного прохождения обводного штифта.
Детали устанавливают на модельном столике и плотно закрепляют болтами во избежание смещения в процессе работы. После закрепления шаблонов деталей приступают к укладке и закреплению картона.
Укладка и закрепление картона. Перед закреплением картона обводной штифт перемещают к наиболее низкой крайней точке модели или шаблона детали, и картон вместе со столиком устанавливают таким образом, чтобы была возможность вырезать деталь и чтобы после градации остался небольшой край картона. Далее обводной штифт перемещают в наиболее удаленную точку шаблона детали с наружной его стороны, проверяя еще раз правильность расположения картона, после чего поворотом рукоятки окончательно закрепляют его.
Установив картон, шаблоны модели и деталей, пантографы настраивают в требуемом для работы положении.
Настройка пантографов. Найденные установочные числа следует отложить на шкалах рычагов пантографов. Если установочное число меньше или равно 70 (для широтного пантографа) и 45 (для длиннотного), ползун устанавливают по верхней черной шкале. Если же установочное число больше чисел, имеющихся на верхней шкале, ползун передвигают по нижней красной шкале.
На щечках ползуна имеются продольные вырезы, которые должны совпадать с требуемым установочным числом. После установки на нужном делении шкалы ползун закрепляют на рычаге пантографа.
Далее устанавливают рычаг на основной шкале так, чтобы получить необходимые приращения, связанные с переходом от номера к номеру.
Установку рычага на основной шкале выполняют следующим образом. Поворотом рукоятки освобождают рычаг, который затем поворачивают до тех пор, пока ползун полукруглой частью не коснется необходимой линии на шкале. Номер линии шкалы (считая от нулевой) должен соответствовать разнице между средним номером детали и номером, предназначенным для размножения.
При получении деталей больших номеров по сравнению с исходным рычаг перемещают от нулевой линии основной шкалы в сторону, имеющую знак +; при получении деталей меньших номеров - в сторону, обозначенную знаком -. Если установочное число находится в пределах черной шкалы, то отсчет по основной шкале ведут только по черным делениям, причем каждое деление принимают за единицу (увеличение на один номер). Если же установочное число находится на красной шкале, то отсчет номеров ведут подряд, начиная от нулевой шкалы. Например, установочное число длиннотного пантографа равно 80 и деталь требуется увеличить на четыре номера. Так как установочное число расположено на красной шкале, то отсчет номеров ведут подряд, начиная с нулевой линии, т. е. рычаг должен быть установлен на делении + 4. Если требуется увеличить деталь на определенное количество номеров, то рычаг должен быть перемещен от нулевой линии основной шкалы в сторону, имеющую знак +. При уменьшении деталей рычаг передвигают в сторону знака -.
Рычаг после его установки на шкале закрепляют винтом.
Работа на машине. По окончании подготовительных операций приступают к градированию. Обводной штифт устанавливают в крайнем нижнем углу шаблона и удерживают его в этом положении. Затем нажимом кнопки на головке включают мотор и поворотом рукоятки к мотору переводят пуансон из холостого положения в рабочее.
Сначала вырезают все отверстия, находящиеся на шаблоне, а потом - контур. Градирование производят по часовой стрелке, начиная с середины геленочной части припуска на затяжку и продолжая влево вверх и вправо.
Такая последовательность обеспечивает правильный вырез шаблона, а также предохраняет картон от сдвига. Как только обводной штифт достигнет начального положения, рукояткой выключают режущий пуансон, а затем и машину.
В процессе работы на машине обе руки работающего должны находиться на рукоятках : правая - на рукоятке копирующей каретки, левая - на рукоятке режущего механизма.
Машину включают и выключают левой рукой, а правая рука в это время удерживает обводной штифт на одном месте. Иногда в процессе градирования необходимо поддержать свисающий край картона. Эту операцию выполняют левой рукой, продолжая правой обводить деталь. При градировании не должно быть лишних перемещений обводного штифта, так как каждый сдвиг приводит к излишней прорубке картона или нарушению контура.
Если на модельном столике закреплено несколько шаблонов деталей, градирование начинают с той из них, которая расположена дальше других к стороне О.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"