
§ 2. Получение развертки упрощенным способом
При упрощенном способе развертку получают из бумаги, которую подготовляют следующим образом. Колодку накладывают внутренней стороной на бумагу так, чтобы ее след был перпендикулярен к плоскости доски и, удерживая колодку в этом положении, обводят ее отвесно поставленным карандашом. С обеих сторон проведенного контура колодки наносят два дополнительных параллельных ему контура: наружный - на расстоянии 20 - 25 мм и внутренний - на расстоянии 10 - 20 мм.
Так как развертку получают с двух боковых поверхностей, необходимо подготовлять два листа бумаги. Для этого лист бумаги с нанесенным контуром слегка наклеивают на второй лист каучуковым клеем и обрезают излишки по дополнительному наружному контуру.
Для более плотного прилегания бумаги к поверхности колодки при получении развертки ее края надрезают по всему контуру (рис. 28, в). Надрезы выполняют на расстоянии 6 - 8 мм друг от друга на глубину, ограниченную внутренним контуром. Бумагу надрезают на носочной части контура и, меняя угол наклона, далее переходят на подъемную часть. Затем надрезают бумагу в пяточной части контура и далее продолжают по нижнему контуру до носочной части. Линии надрезов должны проходить под прямым углом к контуру колодки и не должны сходиться у внутреннего контура во избежание отрыва полосок бумаги.
Листы бумаги и боковую поверхность колодки слегка промазывают каучуковым клеем. Бумагу накладывают последовательно на каждую сторону поверхности колодки (от носочной части к пяточной) и проверяют облегание отдельных полосок по линиям раздела.
Бумага должна быть наложена без складок и морщин. Надрезы располагают перпендикулярно к линии раздела, закрывая ее. Полоски бумаги не должны накладываться друг на друга и не должны расходиться. Особенно тщательно располагают надрезы в местах пересечений линий раздела.
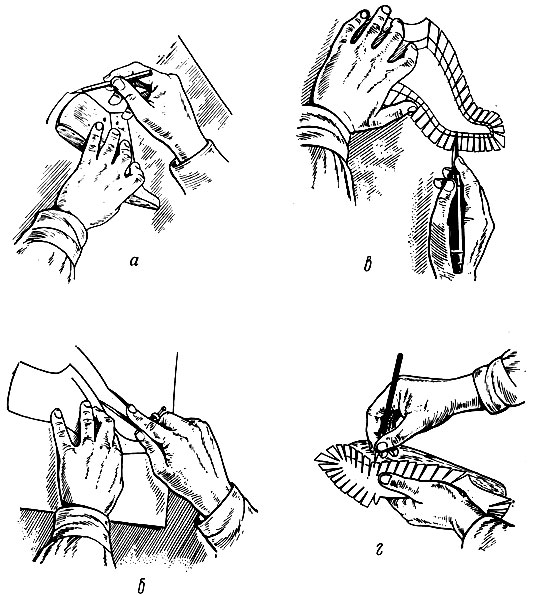
Рис. 28. Получение развертки боковой поверхности колодки: а - очерчивание контура колодки; б - нанесение линии припуска; в - получение надрезов; г - перенесение пограничной линии с поверхности колодки на развертку
После прикрепления бумаги надрезанные полоски последовательно разглаживают на колодке и на них карандашом отмечают линии раздела (см. рис. 28, г). Одновременно на каждую боковую развертку с колодки переносят точку наибольшей выпуклости носочной части, необходимую при построении усредненной развертки. Затем полученную боковую развертку аккуратно снимают с поверхности колодки и наклеивают на чистый лист бумаги, тщательно расправляя при этом отдельные полоски.
По отметкам на полосках обрезают излишки бумаги и выравнивают развертку после наклеивания ее на плоскость. На полученных развертках указывают название поверхности, размер, фасон, полноту колодки и т. п.
Развертки, полученные с наружной и внутренней поверхностей колодки, чаще всего бывают различны по форме и размерам. Поэтому для удобства дальнейших построений их усредняют, т. е. из двух боковых разверток получают среднюю, называемую усредненной разверткой (во всех последующих построениях она сокращенно называется разверткой). Усредняют путем совмещения контуров наружной и внутренней развертки по точкам наиболее выпуклого места носочной части и верхнего пяточного угла.
В местах несовпадения контуров проводят линии, разделяющие расстояния между ними пополам. Исключением является нижний контур пучковой и геленочной частей, включающий линии пучков обеих сторон колодки. При получении развертки с небольшим расхождением в области пучков (3 - 4 мм) допускается усреднение контура пучковой части.
Для проверки полученной развертки необходимо сопоставить ее длину с длиной боковой поверхности колодки, которую измеряют гибкой лентой. Начальную отметку ленты совмещают с наиболее выпуклой точкой пяточной части по линии ее раздела. Затем огибают боковую поверхность, плотно прижимая ленту и направляя ее к точке пересечения линий раздела в носочной части.
Таким образом получают длину боковых разверток, полусумма которых должна быть равна длине развертки. Длину развертки измеряют по прямой линии от наиболее выпуклой точки пяточной части до вершины угла носочной части. При несовпадении данных развертку уточняют.
В процессе конструирования обуви строчечно-клеевых методов крепления возникает необходимость в сопоставлении длины контура стелечной поверхности с длиной нижнего контура боковой поверхности (отдельно для каждой боковой поверхности). Практически при замере вначале наклеивают толстую нитку на грань стельки и на нижний контур соответствующей стороны развертки (отметками являются линии раздела в носочной и пяточной частях). Затем нитки снимают, замеряют и соответственно корректируют нижние контуры разверток. Для этой же цели можно применять следующий прием. На шаблон стельки накладывают развертку и их контуры совмещают в носочной или пяточной части по линии раздела, фиксируя полученное положение наколом шила на расстоянии 1 - 2 мм от грани стельки. Затем, удерживая шило в исходном положении, перемещают развертку по отношению к стельке на 2 - 3 мм, совмещая при этом линии контура. Новое положение также фиксируют наколом шила и т. д.
Проверенную развертку вырезают по всему контуру, делая дополнительные надрезы по линии внутреннего пучка. На развертке указывают дату получения, фасон, размер, полноту и высоту каблука колодки Вк, длину развертки Др. На развертке должна быть также подпись исполнителя.
Для уточнения полученной развертки можно рекомендовать способ, разработанный модельерами А. В. Суминым и А. А. Ереминым.
Два куска тик-саржи, промазанные каучуковым клеем, накладывают один на другой таким образом, чтобы направление нитей основы нижнего куска было перпендикулярно к направлению нитей основы верхнего куска. На склеенный материал наносят контуры разверток наружной и внутренней сторон колодки с припуском 5 мм по линиям раздела (кроме нижнего контура и верхней площадки). В местах припуска развертки стачивают на швейной машине. Полученный чехол надевают на колодку, закрепляют тек- сом по линиям раздела и проверяют облегание колодки. Затем чехол разрезают по линиям раздела, размеры полученных разверток сравнивают с размерами поверхностей колодки и корректируют первоначальную развертку.
Иногда, для большей точности, развертку получают с колодки, к которой прикреплены все промежуточные и внутренние детали (подкладка, межподкладка, задник, подносок, основная стелька и т. д.). При этом толщина прикрепленных деталей должна удовлетворять требованиям ГОСТ, а детали следует накладывать согласно методике изготовления обуви.
Получение развертки с надетой колодки описанным выше способом обеспечивает получение более правильных результатов, но из-за больших затрат времени этот способ применяют очень редко.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"