
Приложение 6. Рекомендуемые системы раскроя обувных тканей и искусственных кож на детали верха подкладки и вспомогательные детали обуви, особенности и применение этих систем
Многослойные настилы обувных тканей и искусственных кож следует раскраивать на различные детали обуви по системе параллелограмма с применением (в зависимости от особенностей моделей) двух вариантов укладки моделей - под непрямым и прямым углами (прямоугольная система).
При малой ширине материала и больших линейных размерах или большой площади модели чисто параллелограммная укладка под непрямым углом невыгодна, так как она, обеспечивая плотное совмещение деталей, в то же время вызывает значительные краевые отходы у краев настила. В этом случае следует пользоваться системой прямоугольной укладки (для основной подкладки ботинок др.).
Параллелограммную укладку моделей под непрямым углом следует применять лишь при моделях малых линейных размеров или малых площадей, например, основной подкладки полуботинок и туфель, вкладных стелек, подносков, носков, берцев отрезных, боковинок, межподблочников и т. д. В этих случаях эффект от плотной укладки (в виде снижения межмодельных отходов) превышает потери у краев настила (в виде краевых отходов), что приводит к повышению коэффициента использования материала.
Для обувных тканей и искусственной кожи, имеющих форму квадрата или прямоугольника, исключительное значение приобретает фактор ширины материала, так как необходимо получить по утку целое число совмещенных деталей без потерь в виде неиспользуемых полосок. При отсутствии же материала с оптимальной шириной комбинирование моделей по размерам, видам и назначению в пределах действующего на предприятии ассортимента деталей верха и подкладки является обязательным условием для полного использования ширины.
Если в результате комбинирования размеров основных деталей ширина материала все же полностью не используется, то следует доиспользовать материал по ширине на детали вспомогательного кроя (боковинки, закрепки, карманы, межподблочники и др.) в соответствии с техническими требованиями к этим деталям.
Прямоугольные системы укладки деталей показаны на приведенных ранее рис. 10 и 11. Так, на рис. 10 дана схема раскроя многослойного настила обувных деталей мужских полуботинок - союзок, берцев, носков. Первые ряды занимают союзки, совмещенные под прямым углом с поворотом в пределах каждого ряда на 180°. Вырезы союзок остались незаполненными какими-либо деталями (при малых потерях такой вариант может быть допущен). Последующие ряды занимают берцы и носки, сложно совмещенные друг с другом (между двумя моделями берцев оставляют место для модели носка). В каждом ряду берцы и носки (два берца и один носок) совмещаются с другими берцами и носками с поворотом на 180°.
На рис. 11 дана схема раскроя тканей на детали верха мужских полуботинок с иным совмещением союзок. Союзки совмещены не с союзками, а с берцами. Каждый берец вставляется в вырез союзки, каждая следующая союзка и берец совмещаются с поворотом на 180° по отношению к предыдущей паре деталей. В этой сложной укладке одной союзке в среднем соответствует один берец. На том же рисунке приведена укладка берцев с носками аналогично укладке, показанной на рис. 10.
На рис. 39 приведены схемы прямоугольной укладки деталей основной подкладки для ботинок в двух вариантах. В варианте I (рис. 39, а) по ширине обувной ткани уложено три детали, Из-за несовмещения третьей детали с четвертой увеличились потери у края материала. При более выгодной ширине с укладкой на ней четырех деталей использование ткани увеличилось бы (на 2-3%). В варианте II (см. рис. 39, б) по ширине уложено четыре детали.
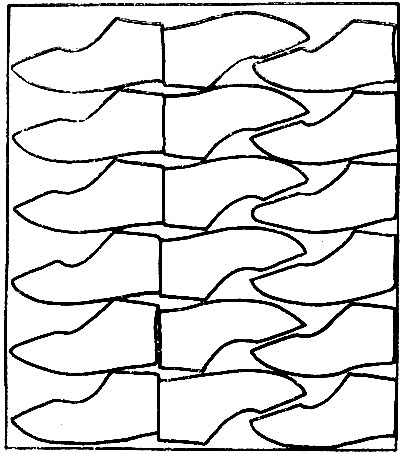
Рис. 39, а - вариант I. Схема прямоугольной укладки деталей основной подкладки для ботинок
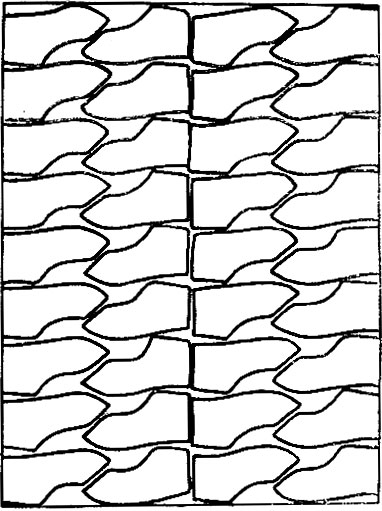
Рис. 39, а - вариант II. Схема прямоугольной укладки деталей основной подкладки для ботинок
На рис. 40, 41 и 42 представлены параллелограммные системы укладки моделей под непрямым углом. Так, на рис. 40 показана схема раскроя многослойного настила на основную подкладку для полуботинок. Выгодная форма модели и небольшие размеры ее дают возможность эффективно применять системы параллелограмма.
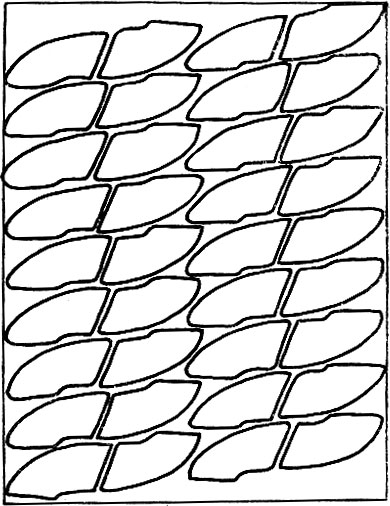
Рис. 40. Схема раскроя многослойного настила на основную подкладку для полуботинок
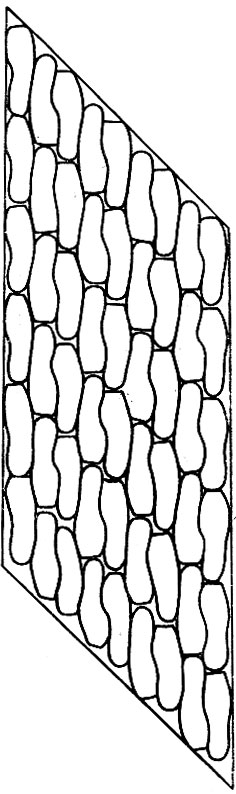
Рис. 41. Схема раскроя многослойного настила аппретированного корда на вкладные стельки по параллелограммной системе
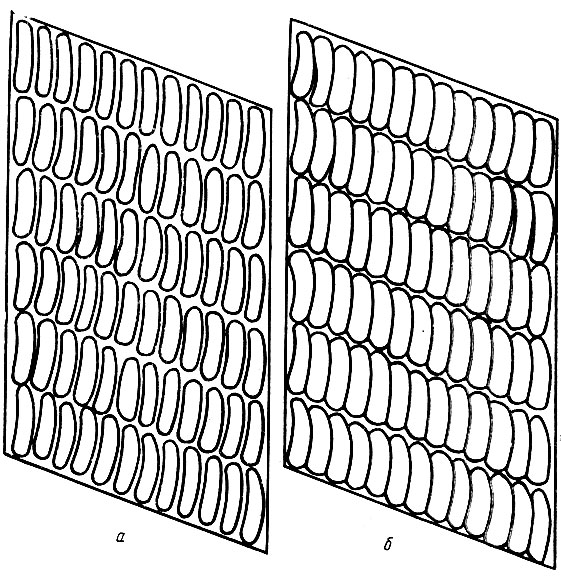
Рис. 42. Схема раскроя аппретированного корда на боковинки по параллелограммной системе: а - раскрой обычным резаком; б - раскрой разомкнутым резаком
На рис. 41 и 43 приведены встречающиеся схемы вариантов раскроя многослойных настилов аппретированного корда на вкладные стельки. По первому варианту (рис. 43) прямоугольный настил раскроен по прямоугольной системе при недостаточно плотной укладке моделей. По второму варианту (рис. 41) прямоугольный настил раскроен по чисто параллелограммной системе, обеспечивающей наиболее плотное совмещение моделей. Этот вариант следует предпочесть первому, так как он приводит к повышению коэффициента использования материала.
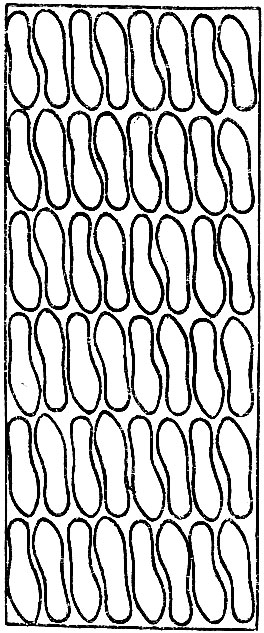
Рис. 43. Схема раскроя многослойного настила аппретированного корда на вкладные стельки по прямоугольной системе
Схема раскроя аппретированного корда на боковинки по системе параллелограмма показана на рис. 42, а. Плотная укладываемость моделей боковинок и оптимальная система параллелограмма способствуют получению высокого коэффициента использования материала (83-92%).
Для достижения наиболее высокого коэффициента использования материала следует применять так называемые разомкнутые резаки конструкции обувной фабрики "Скороход" (рис. 42, б) или сдвоенные резаки на детали небольших размеров, уменьшающие потери на межмодельные мостики.
На рис. 44 представлена схема раскроя бязи на подноски по параллелограммной системе. Малые размеры детали позволяют применять плотную укладку по указанной системе.
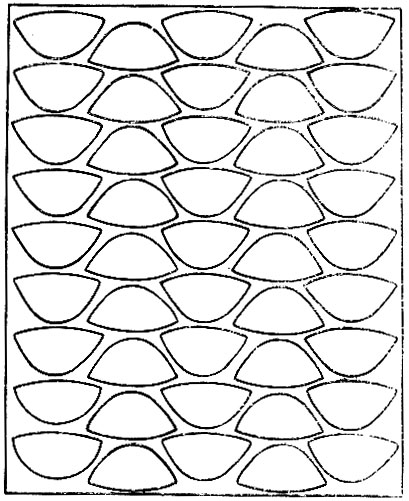
Рис. 44. Схема раскроя бязи на подноски по параллелограммной системе
Искусственные кожи для верха обуви раскраивают в основном аналогично раскрою обувных тканей. При раскрое искусственных кож на крупные детали верха - голенища всех родов - применяют прямоугольную укладку с поворотом модели на 180° относительно первой зарисовки. На рис. 45 показана схема раскроя кирзы СК, шарголина и ворсита на голенища для мужских сапог № 42. Как видно из рисунка, при ширине материала 84-87 см больше двух голенищ выкроить невозможно. При несоответствии ширины материала ширине совмещенных деталей теряется узкая полоска в 3-4 см, снижающая коэффициент использования материала.
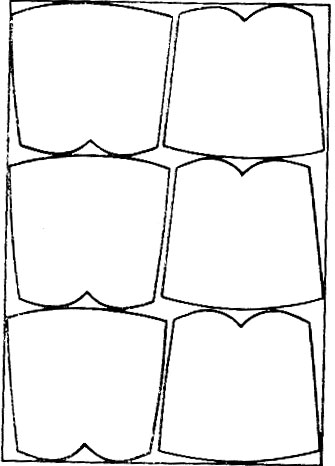
Рис. 45. Схема раскроя кирзы СК, шарголина и ворсита на голенища для мужских сапог
При нормальной ширине кирзы СК, шарголина и ворсита, равной 84 см, при среднеростовочном размере № 42 и комбинировании большего и меньшего размеров, например, № 45 и 39, 44 и 40, 43 и 41 и отдельно № 42 с № 42, потери по некратности минимальны.
При снижении же среднеростовочного размера на один номер, например от № 42 до № 41, необходимая ширина должна быть меньше на 1 см. Еще меньше должна быть ширина для голенищ сапог меньших размеров при их уменьшении на несколько номеров. Так, для мужских сапог она равна 84 см, мальчиковых 75 см, школьных 71 см и детских 67 см.
На рис. 46 дана схема раскроя текстовинита на детали женских туфель.
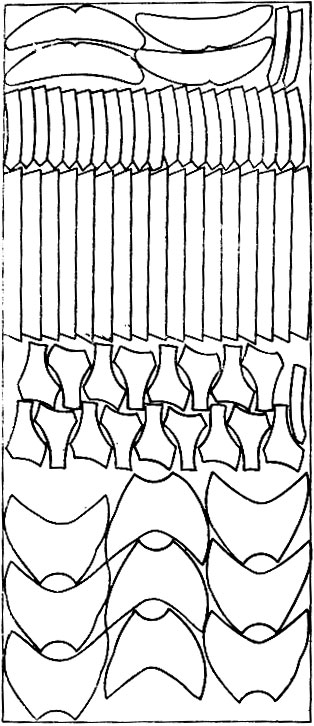
Рис. 46. Схема раскроя текстовинита на детали женских туфель
Раскрой многослойных настилов обувных тканей и искусственных кож на прессах является более прогрессивным методом, чем раскрой на ленточных машинах, так как повышается коэффициент использования материала из-за уменьшения потерь на межделюжечные и межмодельные мостики и на отсев деталей по разным причинам.
На рис. 47 приведена схема раскроя обувной ткани на детали женских туфель, союзки, совмещенные с носком в вырез крыльев, образуют обычные параллелограммные схемы раскроя с поворотом рядов раскладки на 180°. Переход от союзок к берцам, которые также плотно совмещены по параллелограммной системе, выполнен с минимальными потерями. Для уменьшения отходов на участках перехода размещены задние наружные ремни.
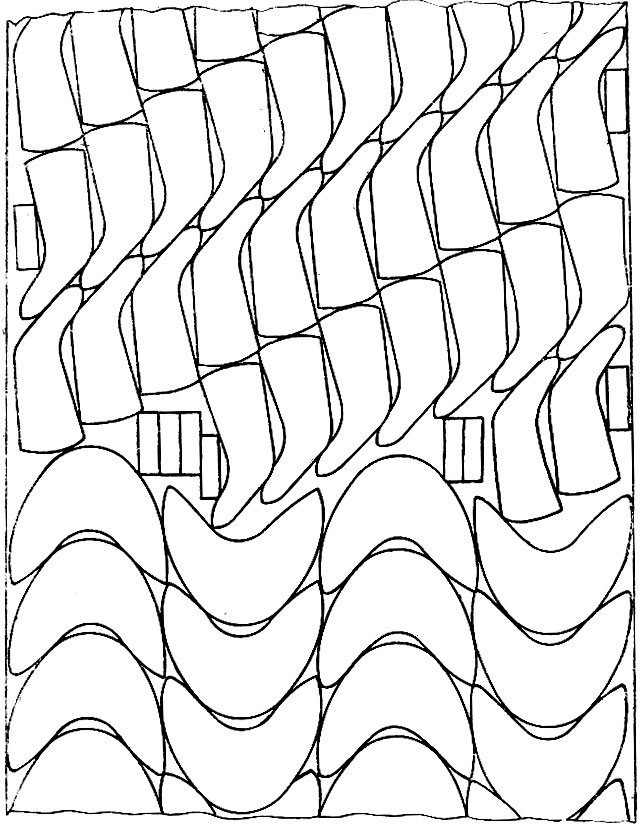
Рис. 47. Схема раскроя обувной ткани на детали женских туфель
На рис. 48 приведена схема раскроя обувной ткани на детали детских туфель с кожаной отделкой. Союзки совмещены по параллелограммной системе со смещением между рядами. Краевые отходы на участке раскроя союзок могут быть заполнены берцами и деталями для отделки.
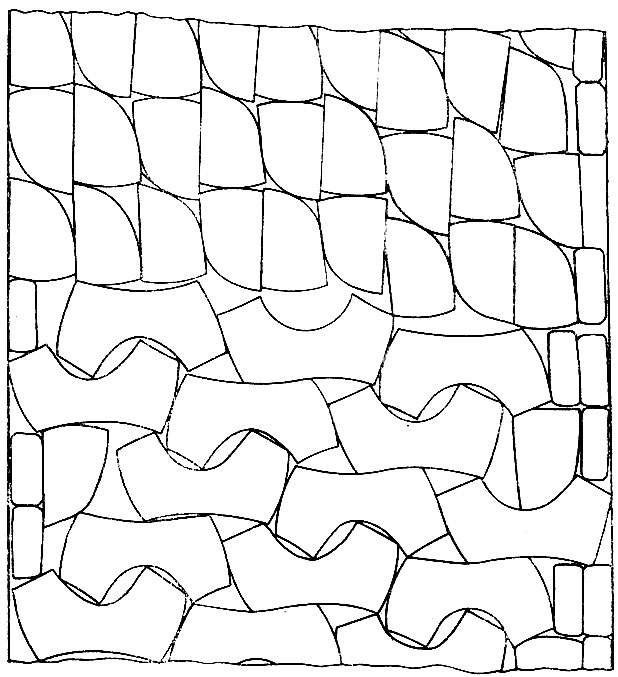
Рис. 48. Схема раскроя обувной ткани на детали детских туфель
На рис. 49 показана схема раскроя обувной ткани на детали туфель с чересподъемным ремнем.
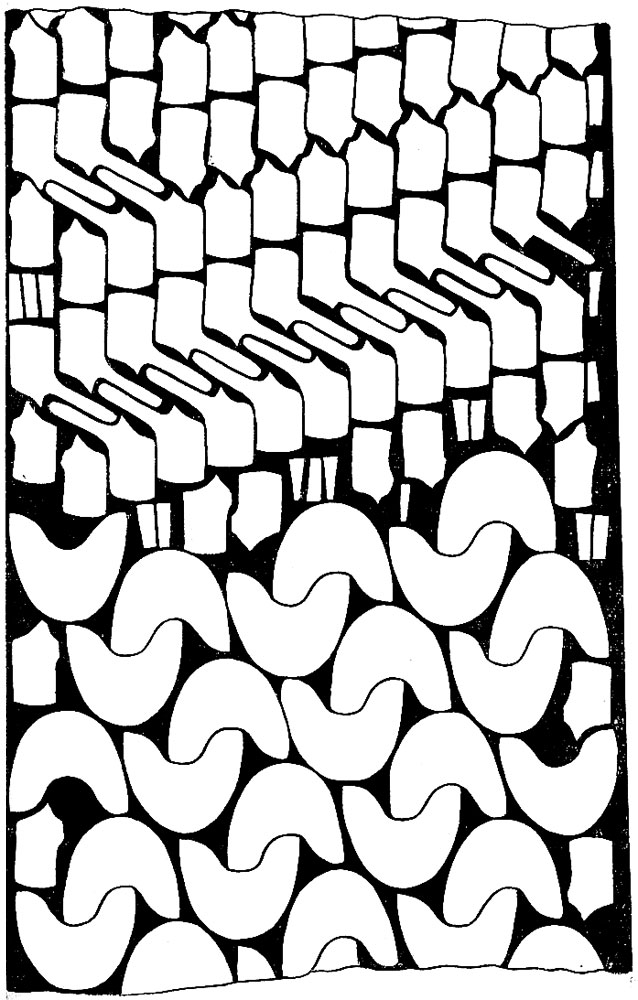
Рис. 49. Схема раскроя обувной ткани на детали туфель с чересподъемным ремнем
На рис. 50 приведены три варианта совмещения целых деталей верха женских ботинок при раскрое обувных тканей. То или иное совмещение выбирают в соответствии с шириной ткани.
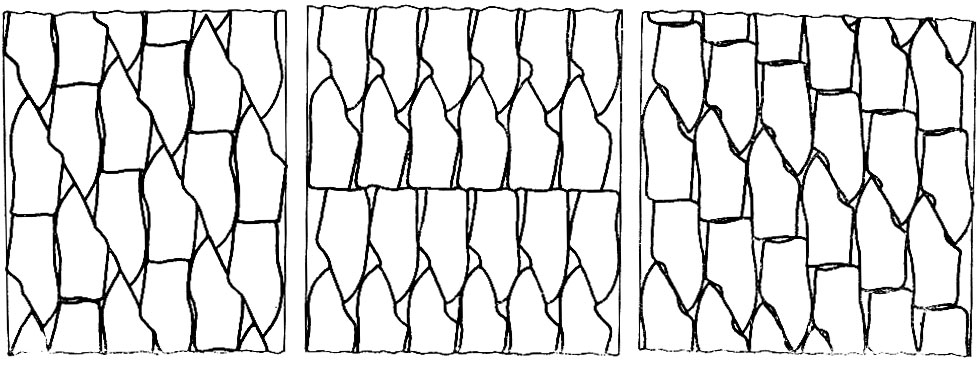
Рис. 50. Варианты совмещения целых деталей верха женских ботинок при раскрое обувных тканей
На рис. 51 показано гнездовое совмещение деталей полуботинок с текстильным верхом. Берцы плотно совмещены по параллелограммной системе.
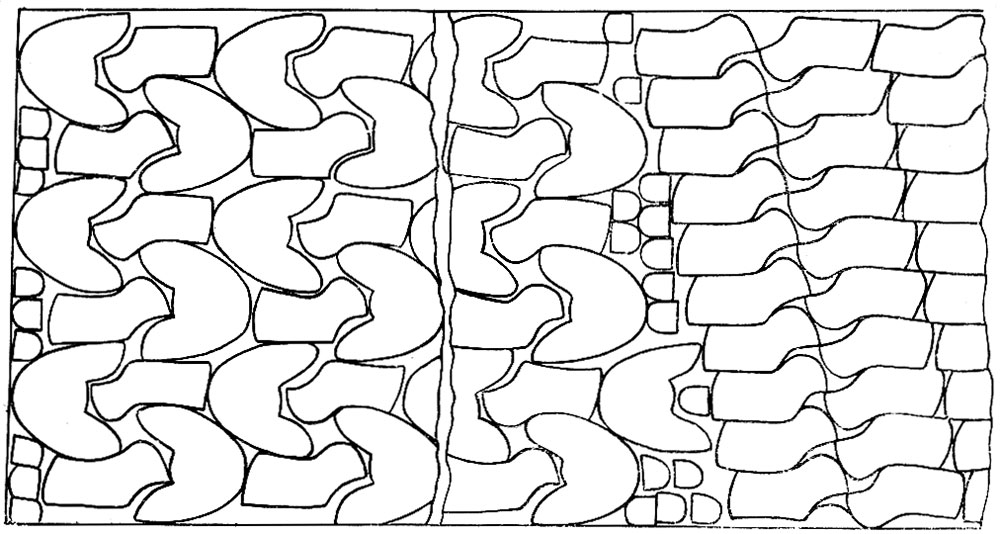
Рис. 51. Схема раскроя обувной ткани на детали полуботинок
На рис. 52 показана схема вариантов совмещения деталей верха комнатных туфель.
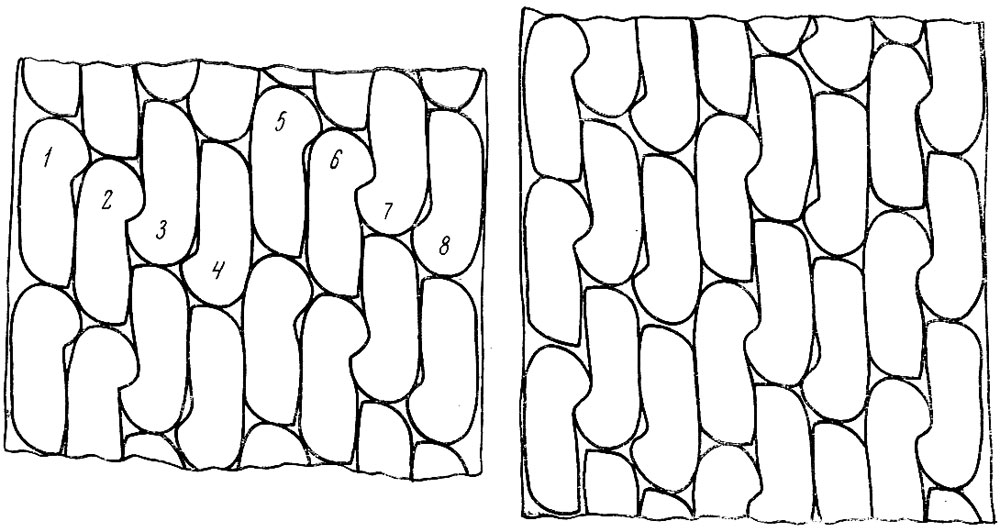
Рис. 52. Варианты совмещения деталей верха комнатных туфель при раскрое обувных тканей
Детали подкладки укладывают для раскроя в основном следом по утку. При больших размерах деталей подкладки (к ботинкам с настрочной союзкой, комбинированных полуботинок) важнейшее значение имеет фактор кратности ширине ткани.
Прямоугольную укладку деталей основной подкладки ботинок целесообразно применять в том случае, когда по ширине ткани размещается четное количество деталей (см. рис. 39, б).
При нечетном количестве деталей в ряду появляются большие отходы у последнего ряда деталей, резко снижающие показатель использования ткани (см. рис. 39, а). В этом случае применяют либо комбинацию двух систем, как показано на рис. 53, либо другую систему совмещения (в зависимости от ширины ткани), хотя и менее плотную (рис. 54).
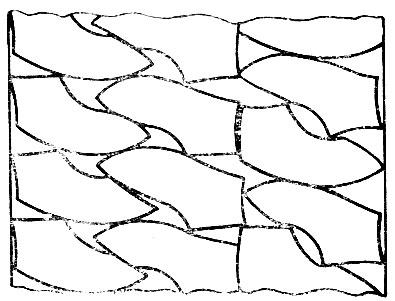
Рис. 53. Схема комбинированного раскроя обувной ткани на детали основной подкладки для ботинок
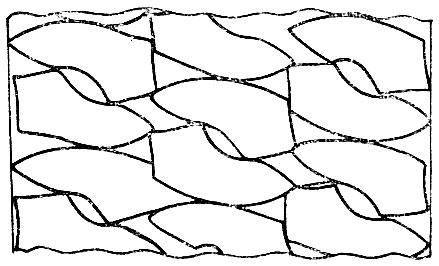
Рис. 54. Схема раскроя обувной ткани на детали основной утепленной подкладки для ботинок
Совмещения деталей удлиненной подкладки полуботинок аналогичны приведенным выше (см. рис. 53 и 54). Основную подкладку ботинок и полуботинок типа "конверт", неразрезную подкладку под туфель, включая целую деталь подкладки под союзки и подкладку под берцы, а иногда и под язычок для ботинок, выкраивают группами - вначале союзки, затем берцы, язычки в основном в проборку. Более сложной по образуемым системам совмещения здесь также является союзка, с которой и начинают раскрой. Подкладка под союзку в обуви типа "конверт" очень близка по конфигурации к союзке и при ее раскрое применяются те же системы совмещения, что и для союзки.
Модели подкладки под союзки в обуви типа "конверт" в основном характерны расширенными крыльями. Раскладку такой детали при направлении следом по утку строят на основе параллелограммных совмещений, при этом достигается высокий показатель укладываемости.
На рис. 55 и 56 приведены две схемы раскроя обувной ткани на детали утепленной подкладки ботинок типа "конверт" (в комплекте). В схемах применены разные совмещения союзок при направлении последних вдоль нитей утка.
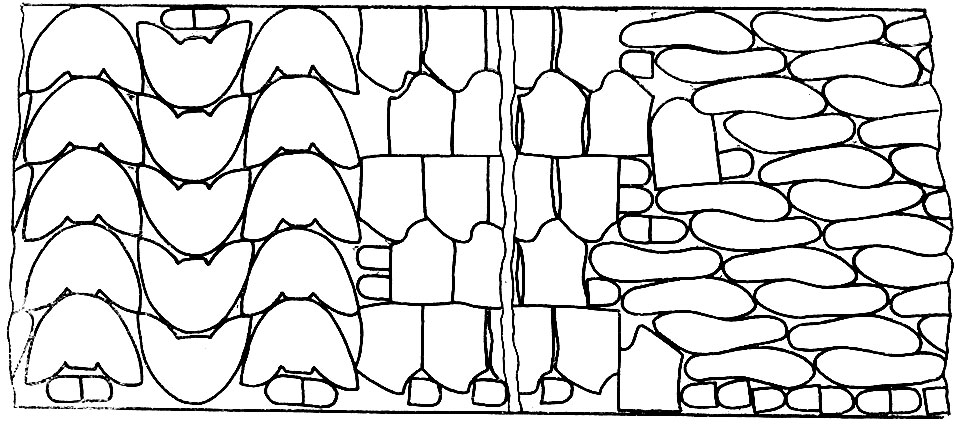
Рис. 55. Схема раскроя обувной утепленной подкладки для ботинок типа 'конверт' при совмещении союзок под прямым углом
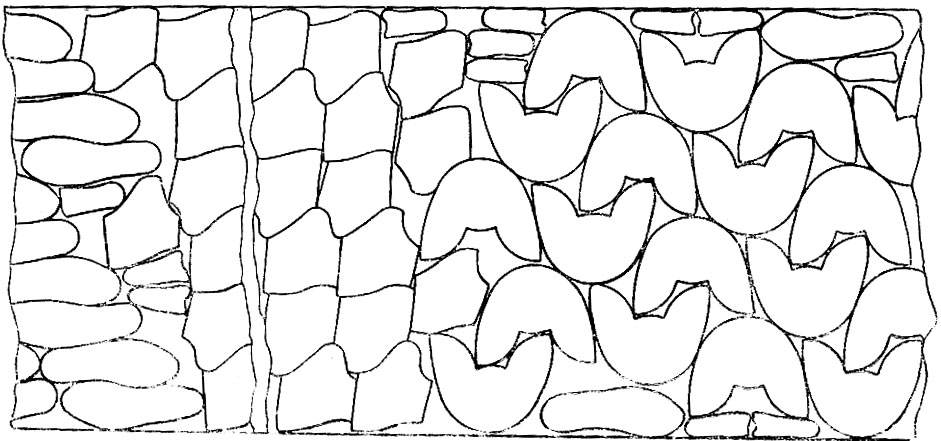
Рис. 56. Схема раскроя обувной ткани на детали утепленной подкладки для ботинок типа 'конверт' при совмещении союзок под непрямым углом
Третий вариант совмещения неразрезных союзок при направлении деталей вдоль нитей утка показан на рис. 57, где приведена схема раскроя обувной ткани на основную подкладку школьных полуботинок в комбинации с основной подкладкой гусариковых туфель.
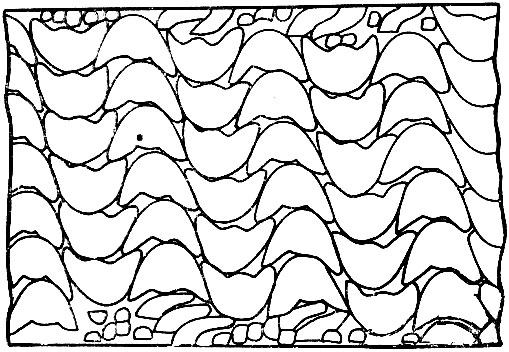
Рис. 57. Схема комбинированного раскроя обувной ткани на основную подкладку для школьных полуботинок и гусариковых туфель
Вкладные стельки наиболее часто при раскрое совмещают в пучках. Варианты систем совмещения выбирают в соответствии с шириной ткани. На рис. 58 приведены два варианта совмещения стелек в пучках:
вариант I - когда положение деталей следующего горизонтального ряда повторяет положение их в предыдущем ряду (рис. 58, а);
вариант II-когда детали последующих рядов повернуты к деталям предыдущего ряда на 180° (рис. 58, б).
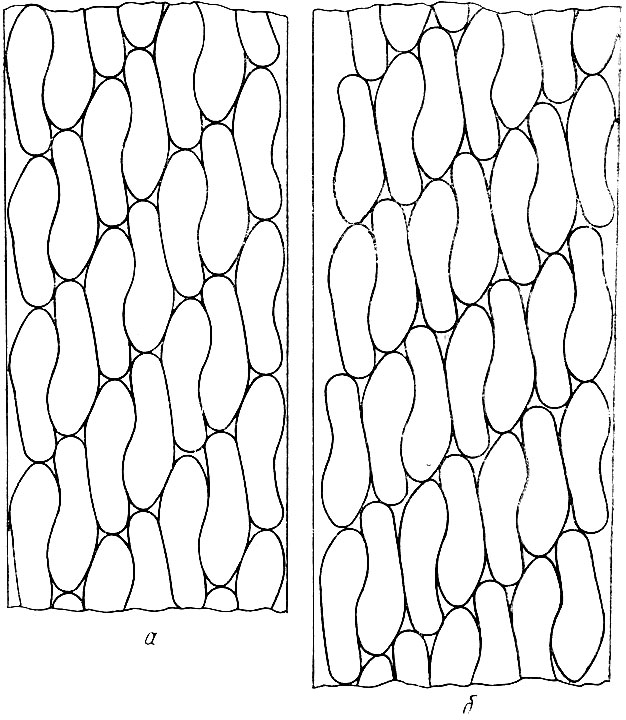
Рис. 58. Схема раскроя обувной ткани на детали вкладных стелек: а - вариант I; б - вариант II
Полая ткань поступает на обувные фабрики в виде "чулка" (или мешка) шириной 57-59 см (одинарная ширина 114-118 см). Используется эта ткань в производстве обуви в основном в виде тесьмы шириной 24-26 мм, для окантовки деталей текстильной заготовки домашних туфель и женских открытых туфель (босоножек), а также кожкартонной стельки.
Чтобы получить из полой ткани "чулка" косую тесьму, "чулок" длиной 5-10 м разрезают под углом 46° таким образом, чтобы конец разреза на одной стороне "чулка" был началом разреза на другой его стороне, как показано на рис. 59.
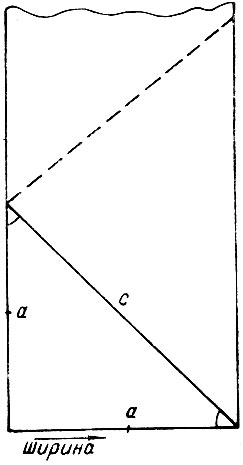
Рис. 59. Схема раскроя полой ткани
Таким образом, перевертывая ткань по очереди одной и другой стороной и делая разрезы ее под углом 45° по всей длине куска, получают одинарное косое полотно, у которого шириной будет гипотенуза равнобедренного треугольника, равная с=√2а2; длина полотна будет больше первоначальной длины "чулка" в 1,414 раза (с/а). Например, при первоначальной длине "чулка", равной 5 м, длина косого полотна составит: 5×1,414=7,07 м; соответственно при 10 м - 14,14 м.
Косое полотно свертывают в рулон шириной, равной ширине косого полотна. Рулон разрезают на рулончики - тесьму, необходимой ширины.
Из полой ткани "чулка" получают косое полотно с помощью ножа или ножниц и специального приспособления. Последнее представляет собой квадрат из фанеры или легкого металла (рис. 60) со стороной, равной ширине полой ткани - "чулка".
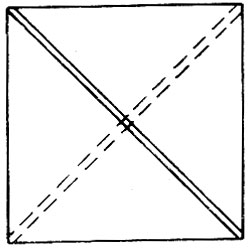
Рис. 60. Шаблон для раскроя полой ткани
Квадрат с обеих сторон имеет по диагонали канавку. Квадрат вставляют в "чулок", т. е. между двумя полотнами полой ткани, и по выпуклой канавке разрезают одну сторону ткани. Затем квадрат передвигают вперед внутри "чулка" на величину стороны квадрата, перевертывают его вместе с тканью на другую сторону и снова ткань разрезают по канавке и так далее до тех пор, пока не будет разрезано по всей длине первоначально взятое полотно.
От точности совпадения конца разреза ткани по диагонали квадрата на одной стороне полой ткани и продолжения разреза на другой его стороне зависит ровнота обеих сторон косого полотна.
В случае незначительного несовпадения ширины ткани "чулка" со стороной квадрата при разрезании обе стороны косого полотна получаются неровными, что снижает дальнейшее его использование. Поэтому при разрезании полой ткани на косое полотно рекомендуется на каждой фабрике иметь несколько приспособлений - квадратов с диапазоном колебания стороны в 1 см. Так, для ширины 57-59 см рекомендуется иметь три квадрата со стороной 57, затем 58 и 59 см. В каждом отдельном случае следует пользоваться тем квадратом, сторона которого минимально отличается от фактической ширины ткани. Для обеспечения ровной линии обеих сторон полотна необходимо, чтобы при разрезании конец разреза на одной стороне полой ткани точно совпадал с началом разреза на другой ее стороне.
Форма рулона при свертывании косого полотна зависит от режущего инструмента, с помощью которого косое полотно разрезают на тесьму. При разрезании на ленточной машине косое полотно свертывают в рулон примерно круглой формы путем наматывания на деревянную планку шириной 5-10 см. Для обеспечения ровного ряда обеих сторон тесьмы рулон должен быть намотан достаточно плотно с помощью специального приспособления, включающего ограничитель ширины тесьмы. Рулон закрепляют против ленточного ножа и затем разрезают.
При разрезании косого полотна на прессе с деревянными колодами специальными многопазовыми резаками (где ширина паза определяет ширину тесьмы) косое полотно наматывают на тонкую алюминиевую пластинку шириной 125 см. При этом необходимо следить, чтобы края ткани в рулоне по возможности совпадали, что достигается подтягиванием середины полотна при наматывании.
Использование полой ткани в обоих случаях, т. е. при разрезании на ленточной машине и прессе, достигает 95-97%.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://shoeslib.ru/ "Изготовление обуви"